28 inventos, patentes y modelos de SEIDEL, JURGEN
Caja de laminación para laminar un producto, particularmente un producto metálico.
(12/02/2014) Caja de laminación para laminar un producto, en particular un producto metálico , la cual presenta un par deprimeros rodillos que se encuentran en contacto con un segundo par de rodillos que soportan los primerosrodillos, donde los primeros rodillos , así como los segundos rodillos , se encuentran provistos de unatrayectoria del radio realizada de forma asimétrica con respecto a un plano central , de un así llamado rectificadoCVC, donde la trayectoria del radio de los primeros rodillos responde a la ecuación:**Fórmula**en donde:
RAW(x) representa la trayectoria del radio del primer rodillo
x representa una coordenada en la dirección longitudinal del cuerpo del rodillo, con el origen x ≥ 0 en el centro delcuerpo del rodillo
a0 representa el radio actual del primer rodillo
a1 representa un parámetro…
Dispositivo para influir en la distribución de la temperatua a lo largo de un ancho.
(10/04/2013) Dispositivo para influir en la distribución de temperatura a lo largo del ancho de un desbaste o de una banda ,particularmente en una instalación laminadora de banda en caliente con una caja de laminación o con una pluralidadde cajas de laminación, en donde se proporciona, al menos, un dispositivo de refrigeración con toberas para laaplicación de un agente refrigerante sobre el desbaste o sobre la banda , en donde las toberas seencuentran dispuestas de manera distribuida y/o accionadas sobre el ancho, caracterizado porque, al menos, unade las toberas se puede ajustar en su posición en relación con la anchura del desbaste o de la banda , yporque:
- las toberas se pueden posicionar…
Dispositivo para producir un fleje metálico mediante colada continua.
(16/03/2012) Dispositivo para producir un fleje metálico mediante colada continua, con una máquina de colar en la que se funde un desbaste , en donde en la dirección de alimentación (F) del desbaste detrás de la máquina de colar está dispuesta al menos una fresadora , en la que puede quitarse por fresado al menos una superficie del desbaste , y en donde en la dirección de alimentación (F) del desbaste detrás de la máquina 5 de colar está dispuesta al menos una instalación de descascarillado , caracterizado porque la fresadora y la instalación de descascarillado están configuradas por medio de esto como una…
PROCEDIMIENTO PARA LA LAMINACIÓN DE COLADA CONTINUA CON VELOCIDAD DE COLADA AUMENTADA Y LAMINACIÓN EN CALIENTE CONSECUTIVA DE BARRAS DE METAL RELATIVAMENTE DELGADAS, EN PARTICULAR DE MATERIAL DE ACERO, Y DISPOSITIVO DE LAMINACIÓN DE COLADA CONTINUA.
(29/11/2011) Procedimiento para la laminación de colada continua con una velocidad de colada de 4 - 12 m/min y laminación en caliente consecutiva de barras de metal, en particular de material de acero con una velocidad de banda relativamente reducida para dar una banda laminada en caliente delgada en un tren de acabado de banda laminada en caliente de múltiples cajas con regulación de las temperaturas de los cilindros de trabajo, caracterizado porque a velocidades de colada de aproximadamente 4 m/min a 12 m/min y considerando espesores de colada de 20 mm a 90 mm de la barra de colada se adaptan las velocidades de laminación, aumentándose las temperaturas de los cilindros de trabajo partiendo de una temperatura inicial reducida con una tasa de incremento predeterminada y ajustándose la temperatura de banda en el tren de acabado de…
PROCEDIMIENTO Y DISPOSITIVO PARA LA LUBRICACIÓN DE CILINDROS.
(26/07/2011) Procedimiento para la lubricación de cilindros, en particular para la lubricación del intersticio de laminación en un bastidor de laminación para banda laminada, en el que a través de al menos un primer conducto de suministro se suministra agua y a través de al menos un segundo conducto de suministro se suministra aceite al menos a un elemento de mezcla , en el que en el elemento de mezcla se mezclan el agua y el aceite y en el que la mezcla de agua y aceite es conducida a un elemento de inyección , con el que se inyecta la mezcla sobre al menos un cilindro de accionamiento o cilindro de apoyo de un bastidor de laminación , caracterizado porque a través de…
PROCEDIMIENTO PARA LA LAMINACIÓN EN CALIENTE Y PARA EL TRATAMIENTO TÉRMICO DE UNA BANDA DE ACERO.
(27/06/2011) Procedimiento para llevar a cabo una laminación en caliente y para llevar a cabo un tratamiento térmico de una banda de acero, que presenta las etapas constituidas por: en primer lugar la realización de las siguientes etapas a) hasta d) en el ámbito de un proceso de laminación y de enfriamiento: a) el calentamiento del desbaste plano, que debe ser laminado; b) la laminación del desbaste plano hasta el espesor deseado para la banda; c) el enfriamiento de la banda , presentando la banda después del enfriamiento una temperatura situada por encima de la temperatura ambiente (T0); d) el devanado de la banda para formar una bobina ; e) a continuación la realización de las siguientes etapas e) hasta h) en el ámbito de un proceso de revenido: f) el desdevanado de la banda de la bobina ; g) el calentamiento de la banda ; h)…
PROCEDIMIENTO Y DISPOSITIVO PARA LA LIMPIEZA O BIEN PARA EL DESCASCARILLADO DE DESBASTES DELGADOS Y DE BANDAS EN TRENES DE LAMINACIÓN DE BANDAS EN CALIENTE INSTALACIONES PARA EL TRATAMIENTO DE BANDAS O SIMILARES.
(27/05/2011) Procedimiento para llevar a cabo el descascarillado de desbastes delgados en un tren de laminación de banda en caliente o de bandas en una instalación de tratamiento de bandas, por medio de la pulverización superficial de un gas licuado sobre una superficie, que debe ser liberada de la cascarilla, de los desbastes delgados o de las bandas, caracterizado porque el gas licuado, ultracongelado está constituido por una combinación de criógenos con un medio portador, tal como aire a presión; y porque el criógeno volatilizado es aspirado, en caso dado junto con el medio portador y con las partículas de cascarilla, es aspirado desde…
MÉTODO PARA CONFORMAR UN CEPILLO DE LIMPIEZA DE RODILLOS Y CEPILLO DE LIMPIEZA CONFORMADO DE ACUERDO AL MÉTODO.
(14/04/2011) Método para conformar un cepillo de limpieza de rodillos , en particular para rodillos de trabajo para la utilización en trenes laminadores de bandas en caliente de metal - y en particular de aluminio- con una cubierta del cepillo , comprendiendo un cuerpo base que se encuentra montado en los extremos con la cubierta del cepillo fijado al mismo, el cual es presionado contra el rodillo con una fuerza regulable o una profundidad de inserción definida para lograr un efecto de limpieza, caracterizado porque la forma de la cubierta se encuentra diseñada en correspondencia con la geometría del rodillo ,…
PROCEDIMIENTO PARA EL LAMINADO DE BANDAS EN UNA CAJA DE LAMINADO.
(16/11/2009) Procedimiento para el laminado de bandas en una caja de laminado de un tren de laminado, constituido por dos cilindros de trabajo desplazables axialmente, que están provistos de un rectificado CVC o con contorno similar, cuyo contorno curvado se puede expresar a través de un polinomio de tercer orden o superior,
- por dos cilindros de apoyo, y en caso dado adicionalmente dos cilindros intermedios desplazables axialmente,
- y por un sistema de flexión de cilindros de trabajo, y en caso dado un sistema de flexión de cilindros intermedios adicional, aplicándose como mecanismos de ajuste para la regulación de la planeidad de banda y del perfil de banda, según las circunstancias,…
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE UNA BANDA METALICA MEDIANTE LAMINADO POR FUNDICION.
Sección de la CIP Técnicas industriales diversas y transportes
(25/05/2009). Ver ilustración. Solicitante/s: SMS SIEMAG AG. Clasificación: B21B1/46.
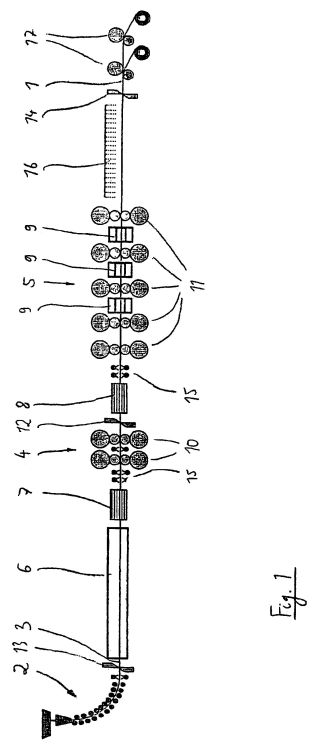
Procedimiento de fabricación de una banda metálica mediante laminado por fundición, en el que primero se funde una plancha fina en una máquina de fundición , laminándose ésta, a continuación, en al menos un tren de laminado empleando el calor primario del proceso de fundición, pasando la plancha fina fundida entre la máquina de fundición y el, al menos uno, tren de laminado tanto, al menos, por un horno de retención como también, al menos, por un horno de inducción , caracterizado porque el horno de retención y el horno de inducción se activan o desactivan y/o se controlan o regulan en función de un modo de operación seleccionado, o sea, de un primer modo de operación de fabricación continua de la banda metálica y de un segundo modo de operación de fabricación discontinua de la banda metálica.
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION.
(01/03/2007) Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, 2) y dado el caso también cilindros intermedios, en donde para compensar una rendija entre cilindros asimétrica por causas operativas y para mejorar el desarrollo de banda, uno de los cilindros de un juego de cilindros de cilindros de trabajo (1, 1) y/o apoyo (2, 2) se hace bascular una magnitud angular (á), de forma correspondiente a una magnitud de basculamiento (S), con relación al contra-cilindro, caracterizado porque la magnitud de basculamiento (S) se establece con los siguientes pasos de trabajo: -…
PROCEDIMIENTO PARA LA COLADA CONTINUA Y LA LAMINACION DE ACABADO DE UNA BANDA FUNDADA DENTRO DE UNA TOLERANCIA PREDETERMINADA DE LA ANCHURA FONAL.
(01/04/2006) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA COLADA CONTINUA Y LAMINACION DE ACABADO DE UN DESBASTE PLANO FUNDIDO DENTRO DE UNAS TOLERANCIAS DE ANCHURA ESPECIFICADAS PARA LA BANDA LAMINADA, DONDE PARA UN DESBASTE PLANO FUNDIDO Y EVENTUALMENTE UN DESBASTE SUBSIGUIENTE SE EFECTUA EL AJUSTE DE LA POSICION DE LA COQUILLA EN PARTICULAR DE ACUERDO CON DIFERENTES CONDICIONES DE LAMINACION (ESPESORES DE BANDA). EL PROCEDIMIENTO SE MEJORA POR CUANTO PARA CONSEGUIR LA ANCHURA DE ACABADO (B 2 ) ESPECIFICADA PARA LA BANDA LAMINADA, DENTRO DE UNA BANDA DE TOLERANCIA ( DL B ), SE EFECTUA EN PRIMER LUGAR UN AJUSTE PREVIO DE LA POSICION…
PROCEDIMIENTO DE AJUSTE PARA DOS ELEMENTOS DE APANTALLAMIENTO Y CAMINO DE RODILLOS CORRESPONDIENTE.
(16/03/2006) Procedimiento de ajuste para dos elementos de apantallamiento, - en el que una banda de metal con un ancho (b) de la banda de metal, una parte central de la banda y zonas de borde se transporta sobre un camino de rodillos con una parte central del camino de rodillos en una dirección (x) de transporte, - en el que la banda de metal presenta un perfil de temperatura a través del ancho (b) de la banda de metal, - en el que mediante los elementos de apantallamiento se apantalla un medio de enfriamiento frente a las zonas de los bordes de la banda de metal, - en el que los elementos de apantallamiento se ajustan de tal manera que el perfil de temperatura, visto en la dirección (x) de transporte, se aproxima detrás de los elementos de apantallamiento a un perfil de temperatura…
PROCEDIMIENTO Y DISPOSITIVO PARA ENFRIAR Y LUBRICAR CILINDROS EN UNA CAJA DE LAMINADO.
(01/03/2006) Procedimiento para enfriar y/o lubricar cilindros, especialmente cilindros de trabajo de una caja de laminado y de una banda de laminación laminada entre éstos y trasportada a través de éstos, empleando agua en forma de chorros de inyección como refrigerante y aceite, mezcla de aceite-aire, mezcla de aceite-agua o mezcla de aceite-agua-aire o también grasa, o mezcla de grasa-medios como lubricante, alimentando los dos medios, agua o lubricante, a los cilindros o a la banda de laminación de manera separada, y aplicándose en diferentes puntos de aplicación por el lado de la entrada de la caja de la superficie de los cilindros o de la superficie de la banda de laminación, y aplicándose el lubricante para conseguir una película lo más…
PROCEDIMIENTO E INSTALACION PARA EMBUTIR FLEJE METALICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Clasificación: B21B37/28, B21B1/26, B21B1/24.
Procedimiento para embutir fleje metálico en una instalación de laminado de fleje en caliente, alimentándose a una instalación de devanadora el fleje metálico , tras recorrer un tren de acabado y un tramo de enfriamiento , a través de un impulsor que se compone de un rodillo de impulsor superior y otro inferior, sometiéndose el fleje metálico a una reducción del grosor en la región entre el final del tramo de enfriamiento y la instalación de devanadera , caracterizado porque para la reducción del grosor se usan los rodillos o cilindros (3) del impulsor.
PROCEDIMIENTO Y DISPOSICION DE TOBERAS PARA LUBRICAR CON UNA ANCHURA VARIABLE DEL INTERSTICIO ENTRE CILINDROS DE UNA CAJA DE LAMINADO.
(16/07/2005) Procedimiento para lubricar cilindros, especialmente para lubricar el intersticio entre los cilindros, en cajas de laminado para una banda de laminación, con una dispersión de aceite en agua, manteniendo de una forma que puede determinarse previamente tanto una característica de mezcla, como también un caudal de la dispersión, de modo que ésta se prepara en un mezclador con proporciones regulables de agua y aceite para formar una dispersión homogénea, y se alimenta a diferentes zonas (Zi) de pulverización para la distribución (Bi) variable por el ancho de banda, y a cada zona (Zi) de pulverización con un ancho de banda (Bi) de pulverización asociable se le asocia al menos una hilera (Di) de toberas que son accionadas en cada caso por al menos una válvula (Si) de mando, caracterizado porque…
PROCEDIMIENTO E INSTALACION PARA FABRICACION DE CINTAS Y CHAPAS DE ACERO.
(16/04/2005) Procedimiento para la fabricación de cintas y chapas de acero, laminándose en un tren de laminación, junto con primeros productos de fundición, al menos segundos productos de fundición de acero inoxidable producidos en una segunda ruta (II) de proceso, enfriándose el producto laminado en un camino de rodillos de salida y enrollándose en un dispositivo de bobinado, caracterizado porque la primera ruta (I) de proceso comprende la fundición de una barra en formato de desbaste delgado de un acero al carbono o de un acero inoxidable en una máquina de colar y el guiado de los productos de fundición a través de un horno de compensación para la obtención de una temperatura uniforme,…
CAJA DE LAMINACION PARA LA FABRICACION DE CINTAS LAMINADAS PLANAS CON SOBREELEVACION DESEADA DEL PERFIL DE CINTA.
(16/04/2005) Caja de laminación para la fabricación de cintas de laminación planas con sobreelevación deseada de perfil de cinta, con cilindros de trabajo apoyados, al menos, en un cilindro de apoyo , en el que los cilindros de trabajo presentan distintos diámetros, el cilindro de trabajo más grueso está unido con un accionamiento y el cilindro de trabajo más delgado rota simultáneamente como cilindro de arrastre, caracterizada porque - los cilindros de apoyo y los cilindros de trabajo están dispuestos de forma que pueden desplazarse axialmente en la caja de laminación , - al menos uno de los cilindros de trabajo está realizado de forma que puede ajustarse en el sentido de descarga de la cinta de…
CAJA DE LAMINACION CON UN PAR DE CILINDROS CVC.
(16/04/2005) Caja de laminación con un par de cilindros CVC, preferiblemente un par de cilindros (1, 1) de trabajo CVC y un par de cilindros de apoyo que presentan una zona (bcont) de contacto en la que actúa un momento (M) que actúa de forma horizontal, el cual conduce a que se crucen los cilindros y, con ello, a fuerzas axiales en los cojinetes de los cilindros, caracterizada porque el momento (M) está minimizado mediante un rectificado CVC adecuado de los cilindros (1, 1) con una trayectoria del radio (contorno) de los cilindros (1, 1) CVC definida mediante la expresión polinómica: donde: R(x) = trayectoria del…
PROCEDIMIENTO E INSTALACION PARA CONFORMAR BANDA METALICA EN UNA INSTALACIONDE LAMINADO A B ANDA EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2004). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/26, B21D1/05.
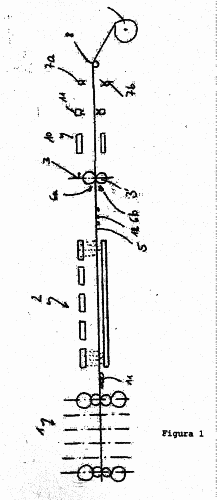
A FIN DE AJUSTAR LA RELACION DE PLANEIDAD Y DE TENSION MINIMA Y MAXIMA DESEADA EN UN METAL LAMINADO EN UN EQUIPO DE LAMINADO DE FLEJES EN CALIENTE COMPUESTO DE UN TREN DE ACABADO, UN RECORRIDO DE ENFRIAMIENTO, UN EXCITADOR Y UNA MAQUINA BOBINADORA, SE PROPONE QUE EL MATERIAL DE FLEJE SE CONDUZCA A LA ZONA ENTRE EL RECORRIDO DE ENFRIAMIENTO Y LA BOBINADORA DE FORMA ALTERNA POR ENCIMA Y DEBAJO DE, AL MENOS, DOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO DISPUESTOS UNO TRAS OTRO, CONFIGURANDO UNA ZONA DE ENDEREZADO POR ESTIRADO , DISPONIENDOSE LOS RODILLOS DE TRABAJO DE ENDEREZADO POR ESTIRADO CON UN DESPLAZAMIENTO TAL ENTRE SI, QUE EL FLEJE SE INVIERTE EN CADA RODILLO DE TRABAJO DE ENDEREZADO POR ESTIRADO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA CONDUCCION Y SOPORTE DE UNA CHAPA O BANDA METALICA FINA.
(16/10/2002) Procedimiento para la conducción y soporte de una chapa o banda metálica comparativamente fina durante el transporte sobre un dispositivo de transporte , como vía de rodillos, y/o durante, antes o después de un proceso de separación durante la transición a través de una cizalla , donde la chapa o bien la banda es impulsada al menos desde su lado inferior (1) con haces de rayos (2, 2) ricos en energía de un medio líquido o gaseoso y en este caso está soportada y guiada por medio de energía de impulsos y el medio bajo presión es conducido a través de canales de alimentación en el interior de tambores de transporte y/o de tambores portacuchillas…
BROCA HELICOIDAL PARA PERFORACION EN SECO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2002). Solicitante/s: KENNAMETAL INC.. Clasificación: B23B51/02.
La invención se refiere a un taladro usado para perforación en seco, caracterizado por la asimetría de las partes del borde de corte cuyas caras están en el área del núcleo del taladro , en particular todo su borde de cincelar . Esta asimetría puede ser resultado del hecho de que los bordes individuales de cincelar tienen longitudes diferentes. Por ejemplo, las longitudes diferentes de los bordes de cincelar individuales están indicadas por las dimensiones (A) y (B).
DISPOSITIVO PARA INFLUIR SOBRE EL PERFIL DE UNA BANDA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2002). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B37/32.
EN LAMINACION EN FRIO DE BANDAS QUE GENERAN CAIDAS DE BORDE EN CONTRAEFECTO SE PROPONE QUE SE ENFRIEN LAS ZONAS DE CONTACTOCANTOS DE BANDA EN LOS RODILLOS DE TRABAJO, REGULANDOSE EL ENFRIAMIENTO DE TAL MODO, QUE POR MEDIO DE LA MODIFICACION DE LA CAPACIDAD DE ABOMBAMIENTO QUE SE EFECTUA A TRAVES DEL ENFRIAMIENTO SE REGULA ESENCIALMENTE EL COMPORTAMIENTO DE FLUJO TRANSVERSAL DE MATERIAL PROVOCADO POR LOS BORDES EN CONTRASENTIDO.
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR BANDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B13/14, B21B27/02, B21B37/40.
PARA EL EFECTO CONTRARIO DE LOS REBORDES DE CANTOS DE BANDA CRECIENTES EN BOMBEADO TERMICO EN LAMINACION CON RODILLOS DE TRABAJO, BAJOS DE DESGASTE, SE PROPONE QUE LOS RODILLOS DE TRABAJO, JUNTO A LAS ZONAS CON REGIONES EXTREMAS DE DIAMETRO PEQUEÑO, MUESTREN DIAMETRO MAYOR Y QUE LA ZONA EXTREMA CON DIAMETRO MAYOR EN EL ABOMBADO DE LAMINACION CRECIENTE SE DESPLACE A TRAVES DE LAS ZONAS BORDE DE LAS BANDAS DE LAMINACION.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/46, B21B1/34.
EN LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN CALIENTE SE BOBINAN LAS BANDAS PROCEDENTES DE LA INSTALACION DE FUNDICION, PARA SU ALMACENAMIENTO INTERMEDIO, EN BOBINAS, QUE SE DESENROLLAN NUEVAMENTE, DESPUES DE CALENTARLAS, PARA LLEVARLAS A UN TREN DE LAMINADO EN EL QUE SE LAMINAN HASTA LA SECCION FINAL. EL INCONVENIENTE DEL PROCEDIMIENTO RESIDE EN EL HECHO DE QUE LAS BANDAS TENGAN QUE SER ALMACENADAS Y PRECALENTADAS ANTES DE LLEVARLAS AL TREN DE ACABADO. SEGUN EL INVENTO, SE ELIMINA ESTE INCONVENIENTE POR EL HECHO DE QUE EL MATERIAL PREVIO, COLADO DE FORMA CONTINUA, SE LLEVA DESPUES DEL CALENTAMIENTO EN UN HORNO A UN TREN DE LAMINADO DE ACABADO REVERSIBLE DE CAJAS MULTIPLES CON COILBOX ACOPLADA.
PREPARACIONES DE MEDICAMENTOS CON CRISTALES MICRONIZADOS DE EBSELEN.
Secciones de la CIP Necesidades corrientes de la vida Química y metalurgia
(01/12/1993). Solicitante/s: A. NATTERMANN & CIE. GMBH. Clasificación: A61K31/41, A61K9/14, C07D293/12.
LA INVENCION SE REFIERE A PREPARACIONES SOLIDAS DE MEDICAMENTOS DE 2-FENIL-1,2-BENSISOSELENAZOL-3(2H)-ONA (EBSELEN) CON ALTA BIODISPONIBILIDAD QUE CONTIENEN EBSELEN EN FORMA DE CRISTALES MICRONIZADOS ASI COMO A UN PROCEDIMIENTO PARA SU OBTENCION.
FUNDICION CONTINUA CON TREN DE LAMINACION CONTINUA DE BASTIDORES MULTIPLES PROPUESTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1992). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/46.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y A UNA INSTALACION PARA LA FABRICACION DE FLEJE DE ACERO, PARTIENDO DE UN MATERIAL PREVIO DE FUNDICION EN COLADA, CON FORMA DE TIRA, EN FASES DE TRABAJO SUCESIVAS. UNA VEZ ENFRIADO EL MATERIAL PREVIO , CON FORMA DE TIRA, SE CALIENTA A LA TEMPERATURA ADECUADA PARA LAMINADO EN CALIENTE Y SE INTRODUCE EN UN TREN LAMINADOR DE DONDE SALDRA COMO FLEJE ACABADO , TENIENDO EN CUENTA QUE DICHO LAMINADO SE PRODUCE DE FORMA CONTINUADA EN UN MAXIMO DE TRES O CUATRO BASTIDORES LAMINADORES (6',6'',6''') CON UNAS DISMINUCIONES DEL ESPESOR DE PASADA LO MAS GRANDES POSIBLES, Y TRABAJANDO EN LOS DOS PRIMEROS BASTIDORES (6',6'') CON UN MOMENTO DE LAMINADO MAXIMO Y RODILLOS LAMINADORES DE GRAN DIAMETRO.
EMPLEO DE GLICOFUROL PARA LICUACION DE PREPARACIONES MEDICAS, PARA EL LLENADO EN CAPSULAS DE GELATINA BLANDA.
Sección de la CIP Necesidades corrientes de la vida
(01/07/1991). Solicitante/s: A. NATTERMANN & CIE. GMBH. Clasificación: A61K47/00, A61K31/685, A61K9/66.
EMPLEO DE GLICOFUROL PARA LICUACION DE MAS DEL 50% DE FOSFATIDICOLINA CON UN ELEVADO CONTENIDO EN PREPARACIONES MEDICAS, CONTENIENDO ACIDOS GRASOS NO SATURADOS, QUE PUEDEN CONTENER UNA SUSTANCIA ACTIVA CON LO QUE LA VISCOSIDAD CONSEGUIDA POSIBILITA EL LLENADO EN CAPSULAS DE GELATINA BLANDA.
{kind=link}
{kind=link}
{kind=link}