6 inventos, patentes y modelos de SANZ JUSTES, PEDRO
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1991). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA. Clasificación: B23K26/00.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION, QUE CONSISTEN EN UNOS MEDIOS DE CONTROL QUE CONSTAN DE: UN SENSOR DE LOS MICROCRATERES-MICROGOTAS PREVIAMENTE EFECTUADAS EN LA SUPERFICIE DEL RODILLO DE LAMINACION, CUYA SEÑAL DE SALIDA SE ENVIA A UN SINCRONIZADOR DE FRECUENCIAS, QUE RECIBE TAMBIEN LA SEÑAL DE FRECUENCIA DE UN GENERADOR DE LA FRECUENCIA DEL PROCEDIMIENTO, DISPONIENDO DE MEDIOS PARA DESFASAR Y VARIAR ALEATORIAMENTE DICHA SEÑAL ANTES DE ENVIARLA AL GENERADOR DE LASER DEL PROCEDIMIENTO.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N{ 8900753 POR: PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1991). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA EMPRESA NACIONAL SIDERURGICA, S.A. Clasificación: B23K26/00.
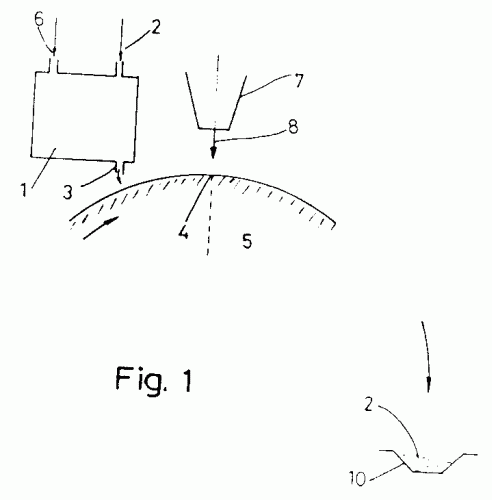
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G 8900753 POR PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION, EN EL QUE SE UTILIZA UN LASER PULSADO DISPONIENDOSE UN DOSIFICADOR DE POLVO DE ALEACION CON UNA ENTRADA PARA EL POLVO Y OTRA ENTRADA PARA GAS A PRESION Y UNA BOCA DE SALIDA QUE SESITUA EN UNA ZONA ANTERIOR A LA COTA MAXIMA DEL CILINDRO DE LAMINACION EN EL SENTIDO DE GIRO Y EL CABEZAL DE RAYOS LASER EN LAS PROXIMIDADES DE DICHA COTA MAXIMA, DE MODO DE LA ACCION DEL LASER SOBRE LAS ZONAS DE POLVO DE ALEACION EN LAS QUE INCIDE ORIGINE MICROGOTAS METALICAS.
CABEZAL PERFECCIONADO PARA MAQUINA DE LASER QUE ORIGINA PROTUBERANCIAS EN LA SUPERFICIE DE UN CILINDRO DE LAMINACION.
Secciones de la CIP Técnicas industriales diversas y transportes Electricidad
(16/12/1990). Solicitante/s: CENTRO LASER DE NAVARRA. Clasificación: B23K26/00, H01S3/02.
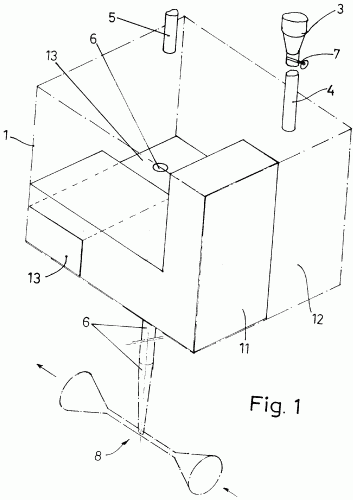
CABEZAL PERFECCIONADO PARA MAQUINA DE LASER QUE ORIGINA PROTUBERANCIAS EN LA SUPERFICIE DE UN CILINDRO DE LAMINACION, DE LAS QUE UTILIZAN UN LASER PULSADO, LENTE DE FOCALIZACION DEL LASER Y UN GAS DE REFRIGERACION, SALIENDO EL LASER FOCALIZADO Y EL GAS DE REFRIGERACION POR UN ORIFICIO DE LA BOCA DEL CABEZAL, CARACTERIZADO PORQUE DISPONE DE MEDIOS OPTICOS, TALES COMO LENTES Y/O ESPEJOS, PARA QUE EL LASER FOCALIZADO INCIDA EN UNA ZONA DE INCIDENCIA, SOBRE LA SUPERFICIE DEL CILINDRO Y MEDIOS PARA QUE EL GAS DE REFRIGERACION ORIGINE A SU SALIDA DEL ORIFICIO DE LA BOCA DEL CABEZAL UNA ZONA DE BAJAS PRESIONES, ESTANDO DESFASADAS LA ZONA DE INCIDENCIA Y LA ZONA DE BAJAS PRESIONES.
APLICACION DE LAS TECNICAS DE CORTE POR HAZ DE LASER A LA OBTENCION DE COMPONENTES DE TROQUELES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1990). Solicitante/s: CENTRO LASER DE NAVARRA. Clasificación: B23K26/02.
APLICACION DE LAS TECNICAS DE CORTE POR HAZ DE LASER A LA OBTENCION DE COMPONENTES DE TROQUELES. A PARTIR DE PLACAS DE ACERO DEL ORDEN DE 6 MM. DE ESPESOR SON CORTADOS POR UN HAZ DE LASER EL PUNZON Y LA MATRIZ QUE FORMAN PARTE DEL TROQUEL Y DEFINEN LA FORMA DE LA PIEZA A OBTENER. UNA SERIE DE AGUJEROS ROSCADOS (20 Y 22), EN LA PLACA PORTAPUNZONES Y EN LA BASE , PERMITEN LA SUJECION DEL PUNZON Y DE LA MATRIZ, QUE PUEDEN SUSTITUIRSE CUANDO LA NECESIDAD DE TROQUELAR OTRO TIPO DE PIEZA LO REQUIERA. VENTAJAS. POSIBILIDAD DE CONSTRUIR PUNZONES Y MATRICES PARA TROQUELAR PIEZAS DE FORMA COMPLEJA. RAPIDEZ DE DISEÑO Y MECANIZACION. UN PROGRAMA DE CONTROL NUMERICO TIENE EN CUENTA FACTORES COMO EL JUEGO ENTRE PUNZON Y MATRIZ Y EL ANGULO DE SALIDA DE LA MATRIZ.
PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1990). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA EMPRESA NACIONAL ISDERURGICA, S.A. Clasificación: B23K26/00.
PROCEDIMIENTO PARA LA OBTENCION DE UNA RUGOSIDAD EN LA SUPERFICIE DE CILINDROS DE LAMINACION. COMPRENDE LA GENERACION DE UN HAZ LASER PULSADO POR CONTROL ELECTRONICO DE LA EXCITACION EN EL MEDIO LASER; POR MODULACION OPTICA; O SITUANDO EN SERIE UN LASER DE BAJA POTENCIA, OSCILADOR, CON OTRO DE MAYOR POTENCIA, AMPLIFICADOR. LAS IRREGULARIDADES SUPERFICIALES ORIGEN DE LA RUGOSIDAD PUEDEN ESTAR CONSTITUIDAS POR MICROCRATERES O MICROGOTAS SEGUN SEA LA MODALIDAD ELEGIDA. UN TORNO O SIMILAR PROPORCIONA EL MOVIMIENTO DE ROTACION DEL CILINDRO Y DE TRASLACION DEL HAZ FOCALIZADO . CADA PULSO ES ORIGEN DE UNA IRREGULARIDAD. LA OPERACION ES CONTROLADA CON UN SENSOR LO QUE PERMITE OBTENER DISTINTAS DISTRIBUCIONES DE IRREGULARIDADES SUPERFICIALES. EL CONTROL SE HACE TOMANDO COMO REFERENCIA LA POSICION DE UNA IRREGULARIDAD O LA POSICION MEDIA DE VARIAS IRREGULARIDADES PROXIMAS DE LA VUELTA ANTERIOR.
DOSIFICADOR DE MATERIAL EN POLVO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1990). Ver ilustración. Solicitante/s: CENTRO LASER DE NAVARRA. Clasificación: B21B27/00, B05B7/26.
DOSIFICADOR DE MATERIAL EN POLVO, CARACTERIZADO PORQUE CONSTA DE: A) UN CUERPO-CARCASA, PROVISTO INTERIORMENTE DE UN LIMITADOR DE VOLUMEN; B) SENDAS CONDUCCIONES, UNA DE ENTRADA DEL MATERIAL EN POLVO A DOSIFICAR, QUE, PROVENIENTE DE UNA TOLVA, ALCANZA UNA ZONA INTERIOR DEL CUERPO-CARCASA; UNA DE ENTRADA DE GAS A PRESION, QUE INCIDE EN TORNO A LA ZONA DE SALIDA; Y UNA DE SALIDA DE LA MEZCLA DE MATERIAL EN POLVO (DOSIFICADO) Y GAS DE IMPULSION; C) UNA NORIA DOSIFICADORA, MONTADA EN EL INTERIOR DE DICHO CUERPO-CARCASA CON POSIBILIDAD DE GIRAR, TRANSPORTANDO DOSIFICADAMENTE POLVO DESDE EL APILAMIENTO A LA ZONA DE SALIDA; D) MEDIOS PARA REGULAR EL PASO DE POLVO A DOSIFICAR PROVENIENTE DE LA TOLVA HACIA EL CUERPO-CARCASA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}