Dispositivo y método para la reducción suave de productos metálicos de sección circular.
Sección de la CIP Técnicas industriales diversas y transportes
(15/07/2020). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B22D11/128, B22D11/12, B22D11/041.
Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente líquido, para reducir el espesor de dicho producto de colada, procedente de una máquina de colada continua, al mismo tiempo que se mantiene la sección circular, comprendiendo el dispositivo al menos dos unidades de reducción suave , donde dichas al menos dos unidades de reducción suave se disponen en serie, donde cada unidad de reducción suave está provista de un grupo de solo tres rodillos dispuestos a 120° entre sí, y donde el grupo de tres rodillos de una unidad de reducción suave está desviado en un ángulo predeterminado con respecto al grupo de tres rodillos de una unidad de reducción suave adyacente.
PDF original: ES-2823303_T3.pdf
Dispositivo de sujeción de cristalizador.
(05/04/2017) Conjunto de un dispositivo de sujeción de cristalizador y de un cristalizador para fundir productos de acero tales como palanquillas, desbastes y placas de acero líquido, que comprende:
- un cristalizador tubular que define una dirección de fundición longitudinal (X) dotado de una pluralidad de canales longitudinales para el paso de un primer líquido de enfriamiento,
- un colector en forma sustancialmente anular dispuesto en un primer extremo de dicho cristalizador tubular que comprende una primera cámara para suministrar el primer líquido de enfriamiento a dicha pluralidad de canales longitudinales ,
caracterizado por que
- el cristalizador tubular es monolítico y los orificios de enfriamiento longitudinales…
Cristalizador para colada continua y método para su producción.
Sección de la CIP Técnicas industriales diversas y transportes
(30/11/2016). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B22D11/055, B22D11/057.
Cristalizador para colada continua que comprende al menos una pared provista, en su superficie que es externa durante el uso , de una pluralidad de ranuras cada una de las cuales se abre hacia el exterior y tiene una extensión principalmente longitudinal, una barra metálica longitudinal se inserta en cada una de dichas ranuras y se extiende en al menos una parte de la longitud de la ranura respectiva , que cierra dicha ranura hacia el exterior y que define con ella un canal para el paso de un fluido refrigerante, caracterizado por que dichas barras metálicas longitudinales están unidas con dicha pared del cristalizador al soldarlas en al menos una parte de los bordes internos de dichas ranuras.
PDF original: ES-2671472_T3.pdf
Aparato de transporte para transportar una carga de metal en una planta de fusión.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(29/02/2016). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE SPA. Clasificación: F27D3/00, C21C5/56, F27D13/00, F27D3/06, F27B3/18.
Aparato de transporte para transportar una carga de metal hacia un contenedor de una planta de fusión, que comprende al menos una estructura de soporte sustancialmente oblonga, en la que está fijado un canal de transporte y en la que está montado un dispositivo de vibración que puede impartir a dicha estructura de soporte y a dicho canal de transporte asociado un movimiento vibratorio al menos en una dirección longitudinal (X), con el fin de alimentar dicha carga de metal con respecto a dicho canal de transporte, de manera sustancialmente constante, hacia dicho contenedor , caracterizado por que dicha estructura de soporte comprende una pluralidad de elementos tubulares de metal fijados los uno a los otros a fin de formar al menos parte de un entramado reticular.
PDF original: ES-2561619_T3.pdf
Dispositivo para retirar partículas líquidas o sólidas de una superficie plana de un producto metálico.
(27/01/2016) Un dispositivo para la retirada de unas partículas líquidas o sólidas de una superficie plana de un producto metálico , estando adaptado dicho dispositivo y dicha superficie plana para moverse en un movimiento relativo a lo largo de una trayectoria longitudinal, comprendiendo el dispositivo:
- unos primeros y segundos medios de alimentación (2', 2) para la alimentación de chorros de gas a lo largo de la anchura de la trayectoria longitudinal, dispuestos en una posición proximal a dicha trayectoria longitudinal y a la superficie del producto metálico ,
- una carcasa que contiene una cámara de recogida para la recogida de partículas líquidas o sólidas retiradas de la superficie…
Tanque de refrigeración para carriles.
(08/07/2015) Tanque de refrigeración para el tratamiento térmico de una cabeza de un carril, que define un eje longitudinal, que comprende al menos un módulo longitudinal provisto de:
- un bastidor que comprende un volumen central a llenar con un fluido de refrigeración en el que puede sumergirse la cabeza del carril a tratar;
- un colector de suministro para la entrada del fluido de refrigeración, situado en el área inferior de dicho volumen central ;
- dos segundos volúmenes , laterales con respecto a dicho volumen central , para recoger el fluido de refrigeración cuando se desborde desde la parte superior de dicho volumen central ;
en el que dichos segundos volúmenes están provistos, a lo largo de su extensión longitudinal, de unas respectivas tuberías de descarga dispuestas de…
Aparato y proceso para la formación de haces de barras laminadas.
(16/04/2014) Un aparato para la formación de un haz de barras laminadas, comprendiendo medios de transporte de barras, un dispositivo de plano inclinado para la formación de una capa de barras y un medio de acumulación de barras,
en el que el dispositivo de plano inclinado comprende
una pluralidad de elementos de soporte , dispuestos en paralelo entre sí y que definen un primer plano inclinado mediante un ángulo (a) con respecto a una dirección horizontal, y adaptado para recibir un número predeterminado de barras que definen la capa de barras sobre dicho primer plano desde dicho medio de transporte de barras, medios de manejo configurados para el traslado del dispositivo de plano inclinado desde una primera posición…
Puesto de laminado multifunción y método de uso relacionado.
(02/04/2014) Puesto de laminado multifunción, adecuado para el laminado/forjado de grandes placas, grandes tochos, grandes piezas redondas y otros productos semiacabados de gran tamaño , por ejemplo lingotes o productos similares, caracterizado por que comprende rodillos (12a, 12b) que tienen un diámetro comprendido entre 1600 mm y 2000 mm, con una zona central plana con tamaños comprendidos entre 1500 mm y 2500 mm, siendo capaces dichos rodillos (12a, 12b) de distanciarse entre sí de modo que definen, en la posición distanciada, un espacio de trabajo 1 comprendido entre 1300 mm y 1500 mm.
Máquina de manipulación de carriles y proceso de manipulación asociado a la misma.
(22/01/2014) Máquina de manipulación para un carril provisto de un cabezal y una brida, comprendiendo la máquina:
- una pluralidad de medios móviles para tomar y hacer girar el carril desde una posición inclinada sobre un lado del mismo hasta una posición en la que el cabezal de carril está girado hacia arriba;
- una pluralidad de manipuladores provistos de medios de sujeción adaptados para sujetar el carril en la brida, y capaces de mover el carril desde dicha posición en la que el cabezal de carril está girado hacia arriba hasta una posición en la que el cabezal está girado hacia abajo,
en la que dichos medios móviles comprenden primeras palancas adaptadas para accionarse mediante los primeros medios de accionamiento (11') y configuradas de modo que mueven el…
Electrodo para hornos de arco continuo de corriente continua.
(06/11/2013) Un electrodo para horno de arco de corriente continua para fundir metales, adaptado para alojarse en el fondode dicho horno, que comprende:
- una barra bimetálica , que define un eje longitudinal (X), que comprende a lo largo de la extensiónlongitudinal del mismo una primera porción de acero , de la que un primer extremo está adaptado paraentrar en contacto con un baño de metal dentro del horno, y una segunda porción de cobre soldada a unsegundo extremo de dicha primera porción de acero ;
- medios de refrigeración para enfriar dicha barra bimetálica ;
- una cavidad obtenida dentro de dicha segunda porción de cobre…
Dispositivo y procedimiento de medición de la temperatura del metal líquido en un horno eléctrico.
(18/09/2013) Dispositivo de medición de la temperatura del metal líquido en un horno de arco eléctrico, u otrorecipiente similar a un horno, que comprende una tubería de suministro que tiene un extremo inferior con unaboquilla para suministrar un chorro de gas inerte o de aire contra la capa de escoria por encima del menisco de metal líquido, y medio de detección óptica para detectar dicha temperatura, caracterizado porqueel medio de detección óptica está asociado a una parte superior de la tubería de suministro y porque eldispositivo comprende además un tubo para introducir el gas inerte en la tubería de suministro, en el que laconexión entre el tubo y la tubería de suministro está situada aguas…
Máquina de manipulación para manipular raíles y proceso de manipulación de la misma.
(28/08/2013) Máquina de manipulación para manipular un raíl , provista con una cabeza y un reborde, comprendiendo lamáquina:
- una pluralidad de medios de basculación para hacer que bascule el raíl desde una primera posición queestá inclinada sobre un lado del mismo hasta una segunda posición en la que la cabeza de raíl está girada haciaarriba;
- una pluralidad de manipuladores provistos con unos medios de sujeción que están adaptados para sujetarel raíl en el reborde,
en la que cada uno de dichos medios de sujeción está provisto con dos mordazas , que pueden pivotaralrededor de unos pasadores de pivote respectivos y configuradas de tal modo que tiene lugar la sujecióndel raíl poniendo en contacto unas porciones (31', 31") de la superficie…
Dispositivo para la formación de bobinas de productos largos laminados o estirados.
(04/07/2012) Dispositivo para bobinar un producto de metal largo que se puede enrollar , que comprende un mandril provisto de una sección transversal sustancialmente circular y que gira alrededor de un eje horizontal, vertical oinclinado, un elemento de contención para contener dicho producto de mental , instalado encorrespondencia con dicho mandril y sustancialmente ortogonal a dicho eje y por lo menos un elemento de guiay de contenci6n capaz de ser accionado entre una primera posición de trabajo en la que coopera con dichomandril y una segunda posición inactiva en la que esta instalado distante de dicho mandril , en el que dichoelemento de contención comprende un canal anular el cual esta realizado en la proximidad de unasuperficie exterior…
Plantilla para centrar rodillos en la base de una lingotera.
(28/05/2012) Una plantilla para centrar rodillos en la base de una lingotera, estando la lingotera dotada de un cristalizador en el que la plantilla puede insertarse pasando a través del mismo desde un primer extremo hasta un segundo extremo, definiendo la plantilla un eje longitudinal (X) y que comprende:
al menos dos elementos longitudinales separados uno de otro, que tienen una superficie exterior de una forma sustancialmente complementaria con unas partes de pared interior respectivas del cristalizador, caracterizada por que los al menos dos elementos longitudinales tienen una extensión longitudinal tal que una primera longitud está adaptada para cubrir la totalidad de la longitud del cristalizador cuando la plantilla se inserta en el cristalizador, y una segunda longitud está adaptada para cubrir una zona en el exterior del cristalizador…
PLANTA COMPACTA PARA PRODUCCIÓN CONTINUA DE BARRAS Y/O PERFILES.
(23/02/2012) Planta compacta para la producción continua de barras y/o perfiles de acero de acero líquido, que incorpora una estación de planta de acero provista de un horno primario para fundir la chatarra, y un horno secundario para la metalurgia secundaria del acero líquido, una estación de colada continua , adecuada para colar tochos, una estación de extracción , una estación de laminado , una estación de acabado que comprende un aparato de empaquetado adecuado para empaquetar dichas barras y/o perfiles en paquetes o haces de un peso definido, listos para la venta, estando dichas estaciones todas en línea, sin puntos de interrupción intermedios, caracterizada por que dicho aparato de empaquetado está provisto de una primera cizalladora en la salida de la última caja de laminado de dicha estación de laminado , para cortar directamente a una…
DISPOSITIVO Y PROCEDIMIENTO PARA FORMAR PAQUETES DE BARRAS LAMINADAS.
(25/01/2012) Un dispositivo para formar un paquete de barras laminadas, adaptado para cooperar con un extremo de un transportador de dichas barras, definiendo el transportador un primer plano, comprendiendo el dispositivo:
- una pluralidad de elementos de soporte transversales , dispuestos sobre un segundo plano y paralelos entre sí,
- medios de movimiento adaptados para mover la pluralidad de elementos de soporte transversales a lo largo de dicho segundo plano desde una primera posición de recepción adyacente a dicho extremo del transportador , en el que los elementos de soporte se colocan durante una etapa de recepción de un número predeterminado de barras que se descargan desde el transportador para formar una capa de barras sobre dichos elementos de soporte , hasta una segunda posición de descarga con el objeto de descargar dicha capa de barras…
CABEZAL ENDEREZADOR CON MIEMBRO ROTATORIO MULTI-RANURA.
(14/12/2011) Un cabezal enderezador para formar bobinas a partir de un producto laminado continuo y sustancialmente liso por ejemplo barras redondas, alambrones u otros productos que llegan de una laminadora o de otra fuente análoga, que comprende una estructura de soporte , un miembro rotatorio que rota alrededor de su propio eje (X) accionado por un motor , fijado rotatoriamente a la estructura de soporte por medio de rodamientos , en el que el miembro rotatorio consiste en un mandril y un elemento acampanado que coopera axialmente con el mandril e íntegramente colocado como una prolongación de dicho mandril, comprendiendo el elemento acampanado sobre su superficie externa una pluralidad de ranuras que guían el producto laminado , teniendo dichas ranuras una forma sustancialmente de espiral, estando…
PROCESO DE TRATAMIENTO TÉRMICO DE RAÍLES Y DISPOSITIVO PARA ELLO.
(28/10/2011) Un proceso para el tratamiento térmico en línea de un raíl que sale de un sistema de laminado, que incluye las siguientes etapas: - una primera etapa de refrigeración en aire del raíl, hasta que se alcanza una temperatura de la superficie de la cabeza del raíl de al menos 720 ºC; - una segunda etapa de refrigeración mediante un fluido de refrigeración, hasta que se alcanza una temperatura de la superficie de la cabeza del raíl de 50 a 150 ºC por encima de la temperatura Ar3, para evitar una transformación de fases de austenita a perlita; - una tercera etapa de refrigeración en aire, que tiene una duración predeterminada, con lo que el calor de las capas internas atempera las capas superficiales hasta una temperatura…
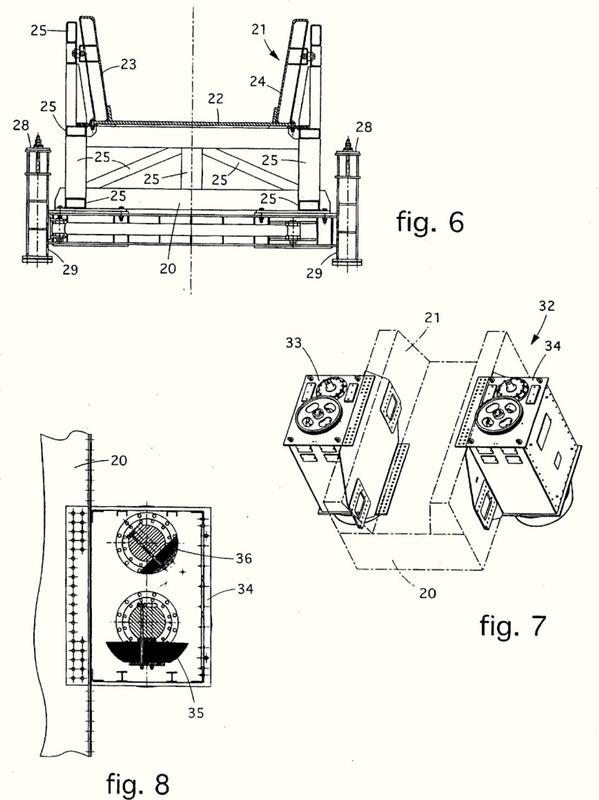
DISPOSITIVO DE VIBRACIÓN PARA UN APARATO PARA TRANSPORTAR UNA CARGA METÁLICA EN UNA PLANTA DE FUSIÓN.
(14/01/2011) Dispositivo de vibración para un aparato transportador, capaz de transportar una carga metálica, hacia un depósito de una planta de fusión , en el que dicho aparato transportador comprende, al menos, una estructura de soporte , sustancialmente rectangular, con un canal transportador asociado, y soportada por elementos de soporte que permiten que dicho canal transportador oscile, o vibre, al menos en una dirección longitudinal (X), permaneciendo sustancialmente horizontal, y en el que dicho dispositivo de vibración está fijado a dicha estructura de soporte y comprende, al menos, un primer par de masas excéntricas (35a, 36a) montadas fuera del eje, sobre dos árboles de soporte correspondientes, capaces de girar en sincronía entre sí, y un segundo par de masas excéntricas (35b, 36b) montadas…
CABEZAL DEVANADOR CON DISPOSITIVO AMORTIGUADOR DE VIBRACIONES.
(28/09/2010) Cabezal devanador para formar bobinas de productos laminados continuos y sustancialmente rectilíneos, que comprende una estructura de soporte , un rotor adaptado para girar alrededor de su propio eje (X) bajo la acción de unos medios motores y mantenido en rotación mediante la estructura de soporte por medio de unos rodamientos , caracterizado porque sólo hay dos rodamientos y porque al menos uno de los dos rodamientos incorpora unos medios de amortiguación de vibraciones que comprende un rodamiento con película de aceite de tipo hidrodinámico
DISPOSITIVO Y PROCEDIMIENTO DE BOBINADO PARA PRODUCTOS LARGOS LAMINADOS O ESTIRADOS.
(20/09/2010) Dispositivo para bobinar un producto
metálico largo bobinable , que comprende un mandril que
tiene una sección sustancialmente circular y que rota alrededor de
un eje horizontal, vertical o inclinado, al menos una guía y un
dispositivo de contención capaz de ser dirigido entre una
primera posición de trabajo en la que colabora con dicho mandril
y una segunda posición inactiva en la que está dispuesta
distante de dicho mandril , y al menos un dispositivo de
sujeción asociada con dicho mandril y capaz de sujetar al
menos temporalmente un segmento inicial de dicho producto metálico
, que se caracteriza porque dicho dispositivo de
sujeción comprende un medio de tenaza…
(15/09/2010) Tabla oscilante que comprende:
- una estructura móvil introducida en una estructura de soporte sujeta al suelo, comprendiendo la estructura móvil un cristalizador que define una dirección (X) de fundición y está adaptado para ser guiado en una oscilación por medio de primeros elementos (11, 11', 35, 35', 12, 12', 36, 36') elásticos dispuestos transversalmente a la dirección de fundición;
- elementos de accionamiento adaptados para transmitir impulsos alternantes en una dirección fundamentalmente vertical al cristalizador para provocar el movimiento de oscilación del mismo,
caracterizada por el hecho de que los primeros elementos elásticos comprenden un número par de pares de primeras barras (11, 11', 35, 35') elásticas y un…
PROCEDIMIENTO Y DISPOSITIVO DE ARROLLAMIENTO PARA PRODUCTOS LARGOS LAMINADOS O ESTIRADOS.
(10/09/2010) Dispositivo para el arrollamiento de un producto largo que comprende un mandril con una forma sustancialmente cilíndrica y que rota alrededor de su propio eje, un elemento de contención coaxial con dicho mandril , que rota conjuntamente con él y que define una pared frontal para contener la bobina de producto que va a ser conformada, en el que dicho mandril comprende una zona de conformación para al menos una primera espiral de dicha bobina y en el que dicho elemento de contención comprende un canal anular para sujetar el extremo delantero de dicho producto alrededor de dicho mandril , en el que dicho elemento de contención puede ser desplazado axialmente con respecto a dicho mandril entre…
PROCEDIMIENTO PARA EL ENROLLADO EN BOBINAS DE BARRAS DE METAL.
(17/05/2010) Procedimiento para el enrollado en bobinas de barras de metal, en el cual se dispone a la salida del tren de laminación de las siguientes fases:
a) enfriamiento de la barra mediante una primera caja de agua (4'') a una segunda temperatura predeterminada, superior a la temperatura a la cual empieza a formarse la martensita;
b) realización de la igualación (de temperaturas) al aire y de un revenido de la superficie;
c) enfriamiento mediante una o más cajas de agua (4'''', 4''''''), descendiendo la superficie del producto por debajo de la temperatura a la cual empieza a formarse la martensita;
d) realización de la igualación al aire, después de cada…
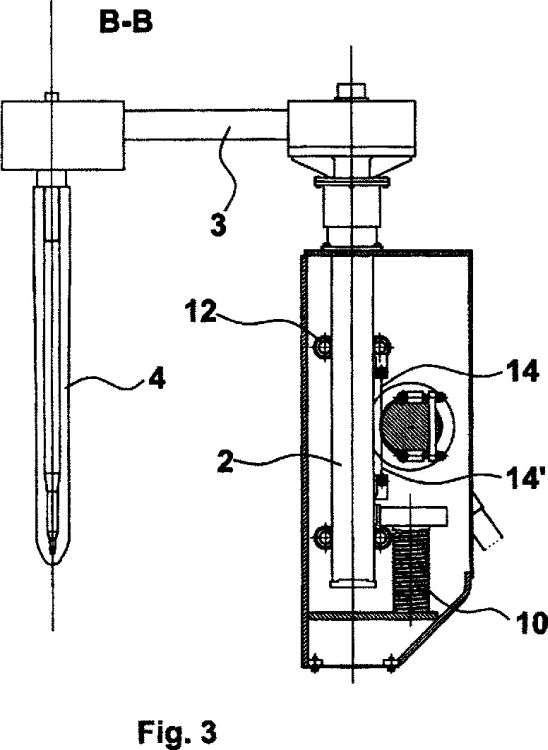
DISPOSITIVO DE CONTROL DE UN VASTAGO DEL TAPON.
Sección de la CIP Técnicas industriales diversas y transportes
(02/12/2009). Ver ilustración. Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Clasificación: B22D41/20.
Dispositivo de control para un vástago del tapón para regular el flujo de salida de metal líquido a través de un orificio calibrado de un receptáculo de colada que comprende medios de motor , adecuados para accionar medios de elevación y descenso del vástago del tapón por medio de unos primeros medios de accionamiento y segundos medios de accionamiento (14, 14''), los últimos siendo adecuados para convertir un movimiento giratorio de los primeros medios de accionamiento en un movimiento de traslación de los medios de elevación y descenso , caracterizado porque dicho segundos medios de accionamiento (14, 14'') son elementos longitudinales flexibles y están fijados en un primer extremo de los mismos a medios de elevación y descenso y en un segundo extremo de los mismos a un elemento de anclaje , integral con dichos primeros medios de accionamiento.
DISPOSITIVO DE CONTENCION E BAO METALICO COLOCADO ENTRE LOS RODILLOS DE CRISTALIZACION DE UNA MAQUINA DE COLADA CONTINUA.
(01/05/2009) Una máquina de colada continua para productos metálicos que comprende un dispositivo de contención de metal fundido colocado entre rodillos de cristalización de dicha máquina de colada, donde dichos rodillos de cristalización pueden girar alrededor de dos ejes (A1, A2) sustancialmente horizontales y están colocados en posiciones tales, que definen entre los mismos una zona de distancia mínima entre las superficies de dichos rodillos de cristalización y para permitir, en el espacio por encima de dicha zona de distancia mínima, la acumulación de un baño de metal fundido vertido desde una artesa de colada o desde otros medios de distribución, comprendiendo cada uno de dichos rodillos de cristalización una o más superficies salientes dispuestas en un plano…
(16/04/2009) Quemador para generar una llama, que comprende un cuerpo cilíndrico que define un primer eje (X) y una extremidad, dotado de al menos un primer conducto interno axial para el paso de combustible y de al menos un segundo conducto axial para el paso de comburente y un cabezal , fijado en una posición coaxial en la extremidad del cuerpo cilíndrico, que presenta una superficie exterior sustancialmente ortogonal al primer eje (X) y dotado de primeros orificios (4'') de paso que permiten la comunicación del al menos un primer conducto interno axial con el entorno exterior y de segundos orificios (4'''') de paso que permiten la comunicación del al menos un segundo conducto interno axial con el entorno exterior, definiendo…
DISPOSITIVO DE BOBINADO PARA PRODUCTOS LAMINADOS SEMIACABADOS.
(01/11/2008) Dispositivo de bobinado para material laminado (BL), situado a continuación de una línea de laminación, que comprende por lo menos un primer elemento de guía y un segundo elemento de guía , definiendo cada uno de ellos un paso diseñado para soportar, contener y guiar dicho material laminado (BL), en donde el primer elemento de guía está diseñado por lo menos para girar sobre un eje que es substancialmente normal a su propio plano de apoyo y comprende un extremo de entrada adaptado para recibir dicho material laminado que sale de dicha línea de laminación, y un extremo de salida del cual puede salir dicho material laminado, y donde el segundo elemento de guía comprende un extremo de entrada, situado en las proximidades de dicho extremo de salida de dicho primer elemento de guía , dentro del cual es posible introducir el material…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR.
(01/11/2008) Dispositivo de soldadura , para soldadura a tope de elementos de una forma básicamente alargada, tales como barras, planchones, palanquillas o tochos producidos por colada continua, que comprende medios (2'', 2'''') para el transporte simultáneo de al menos dos de dichos elementos (3'', 3'''') a lo largo de una línea de procesado, medios (5'', 5'''', 6'', 6'''') para sujetar dichos al menos dos elementos (3'', 3''''), medios de suministro de energía eléctrica (7'', 7'''', 8'', 8'''') diseñados para ser puestos en contacto con la superficie de dichos al menos dos elementos (3'', 3''''), para llevar a cabo una operación de soldadura, en el que dichos…
DISPOSITIVO DE CAMBIO DE VELOCIDAD DE UNA BARRA.
(01/07/2008) Dispositivo de cambio de velocidad de barras , para cambiar una primera velocidad a la que se desplazan las barras de una longitud dada a lo largo de su eje (X) después de abandonar un tren de laminación a una segunda velocidad a la que se alimentan dichas barras, que comprende al menos un primer par de medios de rotación (59, 59''), con sus respectivos ejes de rotación paralelos entre sí, de modo que se crea un soporte para las barras, y al menos un segundo par de medios de rotación (55, 55''), que presentan sus respectivos ejes de rotación paralelos entre sí, dispuestos a una distancia predefinida desde el primer par de medios…
INSTALACION DE EMBALAJE DE BARRAS Y PROCEDIMIENTO ASOCIADO.
(16/06/2008) Instalación de embalaje de barras que comprende: unos medios para transportar una barra, de una longitud indefinida, a lo largo de una trayectoria paralela a su eje a una primera velocidad; unos dispositivos para cortar en longitud destinados a cortar la barra en segmentos de una longitud predefinida; unos medios para desviar los segmentos de barra para poder enviar dichos segmentos de barra a lo largo de una pluralidad de direcciones predefinidas; unos medios de frenado para ajustar la velocidad de los segmentos de barra, de modo que dichos segmentos de barra sean enviados a velocidades predefinidas que no sean…
INYECTOR PARA HORNOS DE FUNDICION DE METAL.
(16/02/2007) Inyector-quemador, que comprende un cuerpo cilíndrico , que define un primer eje longitudinal , en el que el cuerpo cilíndrico comprende un primer conducto central , dispuesto a lo largo de dicho primer eje , al menos, un segundo conducto de forma anular , dispuesto alrededor de dicho primer conducto central , un tercer conducto de forma anular , dispuesto alrededor de dicho segundo conducto de forma anular , una cabeza , fijada a un extremo de dicho cuerpo y dotada con, al menos, un primer agujero central , coaxial con el primer eje longitudinal , y que conecta dicho primer conducto central con el exterior del cuerpo cilíndrico , la cabeza , que está dotada de segundos y terceros agujeros pasantes , que conectan,…
{kind=link}
{kind=link}