Aparato para el moldeo por soplado de recipientes de plástico.
(01/04/2020) Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar recipientes de plástico, comprendiendo dicha estación de moldeo por soplado dos cuerpos laterales y, para cada cavidad de formación definida por dicha estación de moldeo por soplado, un fondo , por lo que dicho fondo comprende un cuerpo externo del fondo que define una porción anular que se extiende en torno al eje de extensión de la cavidad de formación respectiva, y un cuerpo interno que puede alojarse, al menos parcialmente, dentro de dicha porción anular, entre la superficie lateral externa…
Método para producir un elemento de cápsula, y elemento de cápsula.
Sección de la CIP Técnicas industriales diversas y transportes
(27/11/2019). Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA. Clasificación: B26D7/01, B65D85/804, B29D22/00, B26D3/08, B29C51/44, B29C51/26, B29C51/04, B29L31/00.
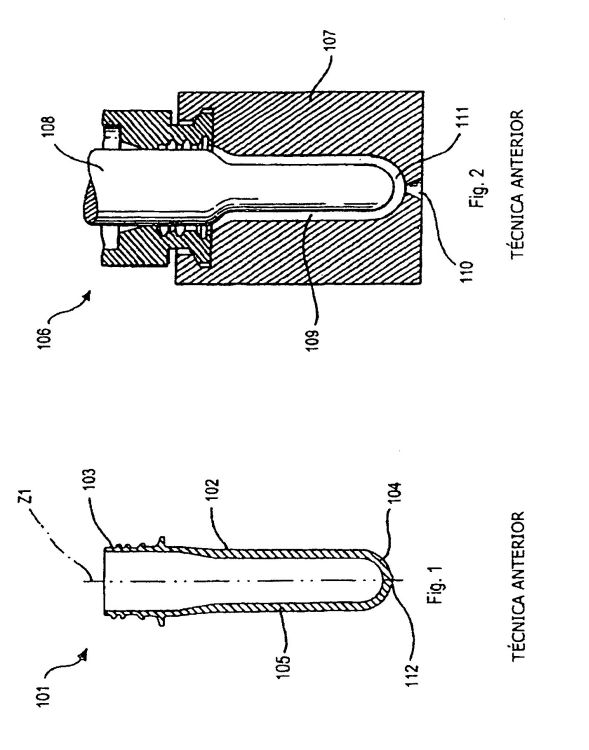
Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer por medio de un fluido de extracción, el método que comprende la etapa de obtener al menos una zona de preparación destinada a definir, durante el uso de la cápsula, un pasaje para el fluido de extracción de manera que el fluido de extracción puede pasar a través de la cápsula con el fin de extraer dicho componente, en donde la zona de preparación se obtiene por medio de una operación de corte llevada a cabo antes de que la cápsula sea llenada con dicho producto, caracterizado por que dicha operación de corte se lleva a cabo después de que el elemento de cápsula haya sido formado, y por que dicha operación de corte se lleva a cabo por medio de un elemento de cuchilla.
PDF original: ES-2772130_T3.pdf
Aparato y método para el procesamiento de dosis.
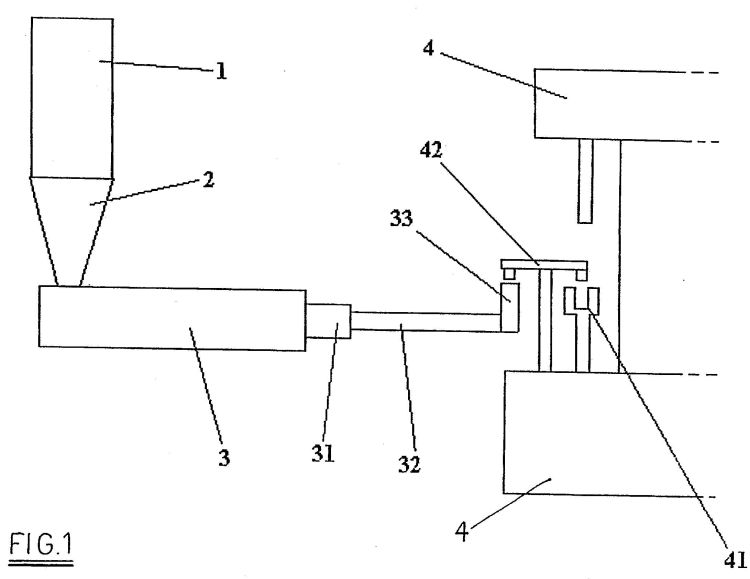
(27/11/2019) Un aparato que comprende:
- un dispositivo de coextrusión para extruir una estructura multicapa que tiene al menos una capa primaria y al menos una capa secundaria, de modo que la estructura multicapa abandone el dispositivo de coextrusión a lo largo de una dirección (X) de salida;
- un molde provisto de un par de elementos , al menos uno de dichos elementos puede moverse hacia el otro en una dirección (Y) de moldeo, para moldear por compresión un objeto de una dosis multicapa que se separó de la estructura multicapa;
un dispositivo de transporte para transportar la dosis hacia el molde , comprendiendo el dispositivo…
Un aparato y un método para confeccionar recipientes de plástico mediante moldeo por soplado de preformas.
(04/02/2019) Un aparato para confeccionar recipientes de plástico mediante moldeo por soplado de preformas que comprende:
- un molde que tiene, al menos, una cavidad de moldeo;
- una base que se monta en el molde ;
una boquilla de soplado;
- medios de fijación para acoplar y desacoplar la boquilla con respecto a la base ,
caracterizado porque los medios de fijación comprenden, en combinación:
- al menos, un pasador , que se proyecta a partir de la parte superior de la boquilla de soplado para insertarse en un respectivo agujero pasante en la base , hasta que una porción de extremo de este se proyecta hacia arriba a partir de una cara superior de la base ;
- un elemento de fijación que se conecta con…
Unidad de moldeo para el moldeo por estiramiento-soplado de envases de plástico y procedimiento para cambiar los moldes y varillas de estiramiento.
(25/01/2016) Una unidad de moldeo por soplado para fabricar envases de plástico a partir de parisones respectivos , y que comprende:
-un molde que tiene al menos una cavidad para moldear por soplado un envase respectivo y que es intercambiable con otro molde que tiene un número diferente de cavidades de moldeo ;
-un armazón de montaje ;
-al menos dos varillas de estiramiento acopladas al armazón de montaje para desplazarse a lo largo de una línea longitudinal a lo largo de la cual se extienden las propias varillas a fin de engranar y deformar longitudinalmente los parisones respectivos alojados en…
Cierre para un recipiente de un producto alimenticio vertible y método de producción del mismo.
(22/07/2015) Cierre para un recipiente de un producto alimenticio vertible, comprendiendo dicho cierre :
- un pico de vertido que tiene una parte de cuello para definir una abertura de vertido y una parte de cubierta que cierra la abertura de vertido sobre el lado de dicha parte de cuello opuesta al lado que está orientado, en uso, hacia el recipiente; y
un tapón que se puede ajustar y retirar del pico de vertido ;
caracterizado por que dicho cierre comprende además un elemento de apertura interpuesto entre el tapón y la parte de cubierta del pico de vertido y unido a dicha parte de cubierta ; y
- medios de…
Molde y método para soplar envases.
(25/03/2015) Un molde de soplado para fabricar envases de plástico a partir de unos respectivos parisones, que comprende:
- un primer y un segundo semimoldes abisagrados para rotar sobre un eje longitudinal entre una posición abierta y una posición cerrada;
- un primer elemento de sujeción fijado al primer semimolde ;
- un segundo elemento de sujeción asociado con el segundo semimolde para rotar sobre un eje paralelo al eje longitudinal entre una 10 posición, en la que los semimoldes están bloqueados y él hace tope con el primer elemento de sujeción , y una posición en la que los semimoldes están desbloqueados,
en el que el segundo elemento…
(20/08/2014) Medio de cierre, que comprende un cuello al que se puede asociar un tapón , dicho cuello teniendo un extremo cerrado por una pared , proporcionándose en dicho extremo una línea de debilitamiento que rodea dicho cuello , dicho tapón estando provisto de un medio de ayuda para la apertura dispuesto para acoplarse a un medio adicional de ayuda para la apertura de dicha pared para separar al menos una parte de dicha pared de dicho cuello a lo largo de dicha línea de debilitamiento , caracterizado por que dicha línea de debilitamiento comprende una o varias incisiones ciegas a través del espesor de dicho cuello , en donde dicha una, o varias, incisiones ciegas comprenden uno…
Planta de moldeo por insuflación de contenedores de plástico, en particular botellas.
(11/07/2013) Planta de moldeo por insuflación para realizar contenedores de plástico, en particular botellas, apartir de respectivas preformas , que comprende:
- una línea de moldeo por insuflación provista de una pluralidad de unidades de moldeo , cada una de lascuales comprendiendo al menos dos cavidades para moldear por insuflación respectivos contenedores , las cavidades de moldeo de cada unidad de moldeo teniendo respectivos primeros ejes longitudinales (19a)ubicados a una primera distancia recíproca predeterminada (D2);
- un transportador de alimentación flexible que está provisto de una pluralidad de órganos para tomar ytransportar respectivas preformas y que se extiende a través de un dispositivo de acondicionamiento térmico ;
- un dispositivo de transferencia…
Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor.
(22/08/2012) Procedimiento para crear una junta de estanqueidad en la tapa de cierre de un contenedor, a partir de una tapa formada separadamente, caracterizado porque comprende las operaciones siguientes:
- insertar en una tapa una primera parte de material en estado plástico provisto de propiedades de barrera frente a O2, CO2;
- insertar una primera matriz para someter a dicha primera parte de material a compresión para formar en la base de la tapa una primera capa de material provisto de propiedades de barrera frente a dichos gases;
- insertar en la tapa sobre dicha primera capa una segunda parte de material en estado plástico provisto de propiedades de estanqueidad frente a los…
(01/08/2012) Medio de cierre que comprende un cuello al que se puede asociar un tapón , dicho cuello teniendo unextremo cerrado por una pared , proporcionándose en dicho extremo una línea de debilitamiento que rodeadicho cuello , dicho tapón estando provisto de un medio de ayuda para la apertura dispuesto paraacoplarse a un medio adicional de ayuda para la apertura de dicha pared para separar al menos una partede dicha pared de dicho cuello a lo largo de dicha línea de debilitamiento , caracterizado porque dichomedio de ayuda para la apertura comprende un medio de pestaña que tiene un extremo articuladoal tapón y otro extremo , opuesto al extremo , dispuestos para interactuar con dicho…
Unidad de moldeo para una planta de moldeo por insuflación de contenedores de plástico, en particular botellas.
(25/05/2012) Unidad de moldeo para una planta de moldeo por insuflación para realizar contenedores de plástico, especialmente botellas, a partir de respectivas preformas , la unidad de moldeo siendo móvil a lo largo de un recorrido anular (P) y comprendiendo dos semimoldes (17a y 17b) ubicados uno en la parte interna y el otro en la parte externa del recorrido (P), el semimolde (17b) dispuesto en la parte externa siendo móvil alrededor de un eje pivote substancialmente vertical con respecto al semimolde (17a) dispuesto en la parte interna entre una posición de apertura y una posición de cierre de al menos dos cavidades para el moldeo por insuflación de respectivos contenedores ; los dos semimoldes (17a y 17b) definiendo un plano de cierre substancialmente tangente…
Máquina dotada de una pluralidad de dispositivos de accionamiento.
(23/05/2012) Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo y móviles entre una posición neutral (B) y unaposición (A) de funcionamiento, medios de control para controlar dichos dispositivos de accionamiento,comprendiendo dichos medios de control al menos una unidad de control, medios de conmutacióndispuestos para conectar de forma selectiva dicha al menos una unidad de control a al menos un dispositivo(15a, 15b, 15c, 15d, 15e) de accionamiento de dicha pluralidad de dispositivos de accionamiento, caracterizadapor el hecho de que dichos medios de conmutación…
Procedimiento y aparato para formar tapones de plástico mediante moldeo por compresión.
(25/04/2012) Procedimiento para la formación de tapones de material sintético mediante moldeado por compresión, quecomprende la inserción de un punzón en la cavidad de formación de un molde, para definir una cámara de formaciónque tiene la forma del tapón, que comprende por lo menos las siguientes etapas de operación:
a) insertar una primera cantidad medida de material sintético en el estado plástico en el interior de la cavidadde formación del molde,
b) insertar el punzón en la cavidad para definir una primera cámara de formación y prensar dicha cantidadmedida para la obtención de una primera parte interior del tapón;
caracterizado porque comprende
c) abrir el molde retirando el punzón, reteniendo al mismo tiempo dicha primera parte del tapón sobre dicho punzón yalimentar,…
Dispositivo de transferencia.
(28/03/2012) Dispositivo de transferencia de objetos, en particular preformas y/o botellas que comprende:
- un carrusel en condiciones de girar alrededor de un eje predeterminado (X);
- un elemento de toma de objetos ;
- un brazo de soporte del elemento de toma conectado al carrusel , el elemento de toma poseyendo al menos tres grados de libertad con respecto al carrusel ;
- una leva para guiar el brazo y el elemento de toma , la cual posee una cantidad predeterminada de pistas (22, 23 y 24), para mover el elemento de toma a lo largo de un recorrido predeterminado, el dispositivo estando caracterizado por el hecho que la leva comprende una parte fija y al menos una parte extraíble conectada a la parte fija , la parte extraíble poseyendo un perfil predeterminado y brindando la posibilidad de…
Cierre para un envase herméticamente cerrado de un producto alimenticio vertible, y método de producción del mismo.
(20/03/2012) Un cierre para un envase herméticamente cerrado de un producto alimenticio vertible, cuyo cierre comprende:
- un pitorro de verter que tiene al menos un estrato de material de protección contra los gases o contra la luz, y que a su vez comprende una parte de cuello para definir una abertura de verter y una parte de protección que cierra la abertura de verter en el lado de dicha parte de cuello opuesto al lado que mira, en uso, al envase; y
- un tapón que se puede encajar al "y retirar del " pitorro de verter ;
cuya parte de protección tiene un corte en su periferia y está unida a una pared superior del tapón superpuesta sobre la parte de…
APARATO PARA TRANSFERIR DOSIS.
(27/10/2011) Aparato, que comprende: - una extrusora para extruir una dosis (D) de plástico; - medios de transferencia de dosis; - medios de alojamiento para recibir dicha dosis (D) procedente de dichos medios de transferencia de dosis; caracterizado porque dichos medios de transferencia de dosis tienen una cavidad interna (50a) para alojar dicha dosis (D), siendo móviles dichos medios de transferencia de dosis a lo largo de un recorrido (P2) en forma de bucle para transferir dicha dosis (D) y comprendiendo dichos medios de transferencia de dosis primeros medios (525a) de cierre que cooperan con segundos medios (525b) de cierre para cerrar y/o abrir una abertura conformada en dichos medios de transferencia de dosis y a través de la cual puede pasar…
APARATO PARA FABRICAR RECIPIENTES.
(19/10/2011) Máquina que comprende un carrusel que soporta una pluralidad de aparatos de conformación, comprendiendo cada aparato de conformación medios de molde de moldeo por soplado dispuestos para expandir una preforma para obtener un recipiente , comprendiendo dichos medios de molde de moldeo por soplado medios de matriz que cooperan con medios de macho, comprendiendo además dicho aparato de conformación medios de molde de moldeo por compresión que comprenden medios de matriz adicionales que cooperan con dichos medios de macho para moldear por compresión una dosis de plástico para obtener dicha preforma , caracterizada por el hecho de que dichos medios de matriz adicionales son distintos de dichos medios de matriz, siendo móviles dichos medios de matriz adicionales a lo largo de un eje longitudinal (A) de dicho aparato…
UNIDAD DE MOLDEO PARA UNA PLANTA DE MOLDEO POR INSUFLACIÓN DE CONTENEDORES DE PLÁSTICO, EN PARTICULAR BOTELLAS.
(21/07/2011) Unidad de moldeo para una planta de moldeo por insuflación de contenedores de plástico a partir de respectivas preformas , la unidad de moldeo siendo móvil a lo largo de un trayecto (P) definido y que comprende: dos semimoldes (17a y 17b), móviles en relación recíproca entre una posición de apertura y una posición de cierre de al menos una cavidad para moldear por insuflación un respectivo contenedor ; y un dispositivo de bloqueo para bloquear los dos semimoldes (17a y 17b) en la posición de cierre, el dispositivo de bloqueo comprendiendo un primer elemento de sujeción asociado con el primer semimolde (17a) y un segundo elemento de sujeción colocado en el segundo semimolde (17b), el primer elemento de sujeción siendo móvil entre una posición de bloqueo y una posición de desbloqueo…
DISPOSITIVO PARA SEPARAR Y TRANSPORTAR UNA PARTE DOSIFICADA DE MATERIAL EN UNA INSTALACIÓN PARA CONFORMAR ARTÍCULOS MEDIANTE MOLDEO POR COMPRESIÓN Y MÉTODO QUE USA ESTE DISPOSITIVO.
(17/03/2011) Máquina para moldear por compresión material sintético que comprende una mesa giratoria principal que soporta periféricamente, equidistantes entre sí y con respecto al eje de giro de la mesa giratoria, una serie de cavidades o matrices y unos punzones respectivos móviles con respecto a las matrices, una boquilla de extrusión y al menos una primera mesa giratoria auxiliar situada entre dicha boquilla de extrusión y dicha mesa giratoria principal y que soporta medios de extracción y al menos unos medios de corte de material para separar de la boquilla de extrusión partes de material a moldear y para transportar dichas partes al interior de las matrices de la mesa giratoria principal, caracterizada por el hecho de que la primera mesa giratoria auxiliar comprende solamente los medios de extracción, estando soportados…
MOLDES PARA MODELAR OBJETOS DE PLÁSTICO Y MÉTODO PARA PRODUCIR UN ELEMENTO DE MOLDE.
(01/03/2011) Molde para modelar preformas de botellas que comprende al menos dos partes de matriz , para modelar el cuello de botellas, cada parte de matriz comprendiendo un ahuecamiento para modelar una porción del cuello de botella y medios de conducto a través de los cuales puede circular un fluido de enfriamiento, dichos medios de conducto comprendiendo un conducto curvo que circunda a dicho ahuecamiento , un conducto de entrada que tiene una porción de alimentación (41a) que desemboca en dicho conducto curvo y un conducto de salida que tiene una porción de descarga (42a) que abandona dicho conducto…
CIERRE PARA UN RECIPIENTE SELLADO DE UN PRODUCTO ALIMENTICIO VERTIBLE, Y MÉTODO PARA PRODUCIR EL MISMO.
(15/02/2011) Un cierre para un recipiente sellado de un producto alimenticia que se puede verter, comprendiendo dicho cierre : una boca de vertido que tiene una parte de cuello para definir una abertura de vertido y una parte de cubierta que cierra la abertura de vertido sobre el lado de dicha parte de cuello opuesto al lado enfrentado, en uso, el recipiente; un tapón que se puede fijar, y que se puede retirar de la boca de vertido ; y un corte anular producido a lo largo de la periferia de la parte de cubierta y sobre el lado que mira en sentido contrario al tapón ; caracterizado porque dicho corte es completo, se extiende al menos a través de toda la parte de cubierta y ha sido realizado en un estado caliente; comprendiendo…
APARATO PARA EL MOLDEO POR COMPRESION DE UNA PREFORMA DE CONTENEDOR.
(20/05/2010) Aparato que comprende una disposición de punzón y una disposición de matriz que tiene una cavidad , dicha disposición de punzón y dicha disposición de matriz estando dispuestas enfrentadas entre sí para el moldeo por compresión de una preforma de contenedor a partir de una dosis de materia plástica, dicha disposición de punzón comprendiendo un punzón , dicho aparato además comprendiendo un molde de cuello separado que tiene dos partes recíprocamente móviles cada una con una superficie de moldeado para moldear socavaciones sobre una superficie externa de una porción de cuello de dicha preforma ,…
PREFORMAS PARA OBTENER CONTENEDORES Y CORRESPONDIENTE CONTENEDOR.
Sección de la CIP Técnicas industriales diversas y transportes
(13/08/2009). Ver ilustración. Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA. Clasificación: B29C49/02, B29B11/12.
Preforma para obtener contenedores, que comprende un cuerpo hueco que tiene una pared lateral que se extiende alrededor de un eje longitudinal (Z) y una pared de extremidad dispuesta transversal a dicho eje longitudinal (Z), un punto (A) de dicha pared de extremidad teniendo un valor de entalpía de fusión residual específica (DeltaHspec), la entalpía de fusión residual específica (DeltaHspec) siendo igual a la diferencia entre la entalpía de fusión residual específica (H fspec) y la entalpía de cristalización específica (H cspec) de la parte de fase amorfa que se cristaliza cuando se la calienta, que se puede medir a través del análisis de calorimetría de exploración diferencial (DSC), caracterizada por el hecho que al menos un punto (B, F, L, O) de dicha pared lateral tiene otro valor de entalpía de fusión residual específica (DeltaHspec) que es mayor que dicho valor.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2009). Ver ilustración. Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA. Clasificación: B65G47/84, B29C49/36, B29C45/72, B65G47/80.
Aparato, que comprende unos medios de carrusel , unos dispositivos de funcionamiento asociados con dichos medios de carrusel y dispuestos para interactuar con unos objetos , y unas unidades de transporte soportadas por dichos medios de carrusel y móviles con respecto a dichos medios de carrusel para transferir dichos objetos , caracterizado porque cada una de dichas unidades de transporte soporta una pluralidad de dichos dispositivos de funcionamiento.
PROCEDIMIENTO PARA EL MOLDEO POR COMPRESION DE POLIMEROS SEMICRISTALINOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2007). Ver ilustración. Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA SOC. COOP. A R.L.. Clasificación: B29C69/02, B29C45/78, B29C35/16, B29C43/02, B29C43/52, B29C43/58, B29C43/16.
Procedimiento para el moldeo por compresión de polímeros semicristalinos, que comprende las operaciones siguientes: - suministro de cantidades medidas de material a un molde que funciona por compresión a una temperatura TLAV próxima, aunque superior, a la temperatura TIC a la que se inicia la cristalización durante la refrigeración; - conformación del artículo manteniendo la temperatura próxima a TLAV; caracterizado porque, antes de su suministro al molde a la temperatura TLAV, el material se lleva a una temperatura superior al punto de fusión del polímero TF y, después de la conformación, el artículo se somete a refrigeración a por lo menos por debajo de la temperatura TFC a la que la velocidad de cristalización del polímero se reduce a cero durante la refrigeración, siendo la velocidad de refrigeración por lo menos de 3, 5ºC/s, con el fin de mantener el artículo en un estado transparente amorfo.
TAPON ROSCADO DE PLASTICO CON UN ANILLO INVIOLABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.. Clasificación: B65D41/34.
La presente invención se refiere a una cápsula de tornillo de plástico que comprende una cápsula cilíndrica con fileteado interno provista con un anillo de inviolabilidad que está conectado al borde de la cápsula por una pluralidad de puentes que forman una línea de fractura circular, comprendiendo el anillo de inviolabilidad: varias aletas interiores inclinadas hacia el fondo de la cápsula; una pared cilíndrica cuyo espesor es tal que es sensiblemente flexible en una dirección de expansión radial; un borde conectado al borde de la cápsula por los puentes; y un borde opuesto conectado a una pestaña anular interna cuyo diámetro interior es inferior al diámetro interior de la pared y cuyo espesor es sensiblemente mayor que el espesor de la pared, estando varias aletas en voladizo desde la zona que conecta la pared flexible a la pestaña anular interna y que presenta un espesor suficiente para adquirir una rigidez sensible respecto de las tensiones radiales.
TAPON ROSCADO DE PLASTICO CON UN ANILLO DE PRUEBA DE MANIPULACION.
(16/06/2003) Tapón roscado de plástico que comprende una copa cilíndrica provista de una rosca interior y un anillo de prueba de manipulación que está acoplado en el borde de la copa mediante una pluralidad de puentes que forman una línea de rotura , presentando dicho anillo una pared sensiblemente más delgada que la pared de la copa , y presentando dicho anillo medios de retención para retenerlo debajo de una porción anular elevada de un recipiente en el que se coloca el tapón, caracterizado por el hecho de que las incisiones están formadas en el lado exterior de dicho anillo de prueba de manipulación mediante una máquina de corte provista de una cuchilla, dichas incisiones no atraviesan todo el espesor del anillo y…
TAPON ROSCADO DE PLASTICO PARA CERRAR RECIPIENTES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2000). Solicitante/s: SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.. Clasificación: B65D41/04.
ESTA INVENCION PROPORCIONA UN TAPON DE ROSCA DE PLASTICO PARA CERRAR UN CONTENEDOR, QUE INCLUYE UN VASO HECHO DE UNA PORCION SEMEJANTE A UN DISCO Y UNA PARED CILINDRICA QUE SOBRESALE DE LA CORONA DE LA PORCION SIMILAR A UN DISCO Y TIENE UN FILETE INTERNO QUE ESTA ADAPTADO PARA ENGANCHARSE CON EL FILETE CORRESPONDIENTE DEL CONTENDOR. ADEMAS, EL TAPON CONSTA DE UN REBORDE ANULAR QUE SOBRESALE DE LA PORCION SIMILAR A UN DISCO CONCENTRICAMENTE CON RESPECTO A LA PARED CILINDRICA , DE FORMA QUE EL REBORDE ANULAR ACTUA COMO UN SOPORTE PARA UNA CAMISA DE CIERRE , PARA QUE LA CAMISA , CUANDO EL TAPON HA SIDO APLICADO AL CONTENEDOR, SE ENGANCHE EXTERNA Y FRONTALMENTE CON LA CORONA DE LA BOCA DEL CONTENEDOR.
{kind=link}
{kind=link}
{kind=link}