Preforma para la producción de una botella de material plástico.
Sección de la CIP Técnicas industriales diversas y transportes
(20/05/2019). Solicitante/s: ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG. Clasificación: B29C49/42, B29C49/00, B29K67/00, B29D22/00, B29K23/00, B29C49/58, B29C49/48, B29C49/12, B29B11/14, B29L31/00, B29K27/06.
Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, esencialmente cilíndrico, uno de cuyos extremos longitudinales tiene una configuración cerrada y en cuyo otro extremo longitudinal hay configurada una sección de cuello con una abertura de vertido , caracterizada por que la sección de cuello presenta un diámetro exterior más grande que el cuerpo , que en el paso del cuerpo a la sección de cuello hay configurada una superficie de apoyo , y que se renuncia a un anillo de soporte circundante, el cual separa el cuerpo de la sección de cuello.
PDF original: ES-2713197_T3.pdf
Tubo moldeado por extrusión y soplado y procedimiento.
Sección de la CIP Técnicas industriales diversas y transportes
(09/01/2019). Solicitante/s: ALPLA WERKE ALWIN LEHNER GMBH & CO. KG. Clasificación: B29C49/22.
Tubo moldeado por extrusión y soplado, tratándose de un tubo llenado o que puede llenarse a través de su extremo posterior, cuyo cuerpo, hombro y cuello están fabricados en una pieza mediante moldeo por extrusión y soplado, presentando el tubo una capa rica en LLDPE, presentando el tubo al menos dos capas, estando fabricadas todas las capas mediante moldeo por extrusión y soplado, estando delimitado mediante la capa rica en LLDPE un espacio interno del tubo, caracterizado por que la capa rica en LLDPE presenta un porcentaje de LLDPE de al menos 50 por ciento en peso y el espesor de pared medio del tubo en la zona del cuerpo asciende de 0,3 a 0,85 milímetros, incluyendo la capa rica en LLDPE HDPE y/ o LDPE, que tienen solo o conjuntamente un porcentaje en cuanto al peso entre 5 por ciento en peso y 50 por ciento en peso.
PDF original: ES-2718882_T3.pdf
Contenedor de plástico para un desodorante de bola.
Sección de la CIP Necesidades corrientes de la vida
(07/11/2018). Solicitante/s: ALPLA WERKE ALWIN LEHNER GMBH & CO. KG. Clasificación: A45D34/04, A45D40/26, A45D33/12.
Contenedor de plástico para un desodorante de bola, que comprende un receptáculo y una jaula de rodadura para la sujeción giratoria imperdible de una bola de aplicación , estando la jaula de rodadura configurada de una sola pieza con el receptáculo y siendo fabricada en un procedimiento de moldeo por extrusión y soplado a partir de un tubo flexible de plástico extruido, caracterizado por que la jaula de rodadura conformada de una sola pieza presenta una zona de sellado anularmente perimétrica en una transición hacia el receptáculo , y por que la jaula de rodadura presenta por lo menos en esta zona de sellado una capa interior fabricada por coextrusión que es más blanda que una capa exterior de la jaula de rodadura.
PDF original: ES-2688810_T3.pdf
Procedimiento de moldeo por extrusión y soplado para recipientes plásticos, en particular para botellas plásticas.
(20/09/2017) Procedimiento de moldeo por extrusión y soplado para recipientes plásticos, en particular para botellas plásticas, en donde un tubo flexible plástico de una capa o de múltiples capas, bajo una presión de extrusión predeterminada, es extruido a través de una abertura anular que es limitada por una boquilla de extrusión proporcionada en una cabeza de extrusión y por un mandril preferentemente ajustable de forma axial, y que puede ser limitada en cuanto a su extensión, es colocado en una cavidad del molde de una disposición de herramienta de moldeo por soplado y, a través de sobrepresión, de acuerdo con la cavidad del molde , es soplado para formar un recipiente plástico y es desmoldeado, donde al tubo flexible plástico extruido, a una distancia…
Procedimiento para la fabricación de una botella de plástico.
(08/02/2016) Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo cerrado por un lado al que se conecta una sección de cuello con una abertura de vertido , en el que la preforma fabricada en un procedimiento de inyección de plástico o en un procedimiento de extrusión se introduce en una cavidad de molde de un molde de soplado y se infla con ayuda de una tobera de soplado por sobrepresión de acuerdo con la cavidad de molde , la obturación entre la tobera de soplado y la preforma se realiza por un contacto en forma de anillo, fundamentalmente en forma de línea, de la boca de la tobera de soplado con una superficie interior en la sección…
Procedimiento de calibración de una abertura de vertido de un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado.
(22/10/2014) Procedimiento para garantizar la conformidad dimensional, en particular para calibrar aberturas de vertido en o sobre un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado y provisto de dos aberturas de vertido , en el que un tramo de una manga de plástico extruida en una o más capas mediante una hilera de extrusión es colocado en una cavidad de molde de un utillaje de moldeo por soplado y es soplado a través de un mandril de soplado y calibración doble , que presenta dos zonas de calibración, en función de la cavidad de molde que lo rodea, siendo las aberturas de vertido del contenedor de plástico determinadas, en particular, calibradas en lo que respecta a…
Herramienta de moldeo para soplado de varias partes, procedimiento para la fabricación de un cuerpo hueco y máquina de extrusión y soplado.
(25/04/2012) Herramienta de moldeo por soplado de varias piezas para fabricar un cuerpo hueco de moldeo por soplado, enparticular, una preforma o un tubo flexible de material plástico extruido envuelto en un molde de soplado con:
- un primer segmento de herramienta de una pieza con un taladro pasante axial con un primer y segundoorificios , definiendo dicho taladro pasante una primera cavidad para formar un primersegmento de cuerpo hueco sin rebabas,
- un segundo segmento de herramienta de dos partes que define una segunda cavidad en laposición de soplado que termina en el primer orificio del taladro pasante y que sirve para formar unaparte de la cabeza del cuerpo hueco y
- un tercer segmento de herramienta de dos partes que define una tercera cavidad en la posición desoplado que…
PRODUCTO SEMIACABADO PARA LA FABRICACION DE UN TUBO DE PLASTICO ASI COMO PROCEDIMIENTO DE FABRICACION, Y TUBO A PARTIR DE PLASTICO FABRICADO A PARTIR DEL MISMO.
(31/05/2010) Producto semiacabado para la fabricación de tubos de plástico con un cuerpo esencialmente cilindrico, cuyo un extremo longitudinal pasa a una parte de cabeza con una abertura de salida por presión cerrada mediante un cierre desechable y cuyo otro extremo longitudinal está configurado de manera abierta, caracterizado porque la parte de cabeza tiene un contorno externo que difiere de la forma circular y está equipada al menos con una superficie de evacuación de aire y el cuerpo se sopla en el procedimiento de soplado según un molde de soplado a partir de un tubo flexible de plástico extruído de una o varias capas y el cierre desechable se realiza durante la operación de soplado dentro del molde de soplado
PROCEDIMIENTO DE FABRICACION Y MAQUINA DE EXTRUSION Y SOPLADO PARA RECIPIENTES DE PLASTICO.
(25/05/2010) Procedimiento para la fabricación de recipientes de plástico, especialmente de botellas de plástico, en un procedimiento de extrusión y soplado, en el que un tubo (T) de plástico extruído por una cabeza extrusora se introduce a un ritmo predeterminable en un hueco de molde de una disposición de herramientas de moldeo por soplado, el tubo (T) de plástico insertado se sopla mediante sobrepresión según el hueco de molde y a continuación se desmoldea, insertándose el tubo (T) de plástico extruído en un hueco de molde compuesto por varias cavidades de moldeo por soplado dispuestas axialmente unas debajo de otras, estando dispuestas en cada caso dos de las cavidades…
PIEZA SUPERIOR DE VERTIDO PARA BOTELLAS.
(02/10/2009) Pieza superior de vertido de una sola pieza para recipientes, especialmente botellas, con un cuerpo esencialmente cilíndrico que presenta una pared interior con perfiles a modo de rosca o similar que, en el montaje, actúan conjuntamente sobre un cuello (N) de botella con perfiles complementarios configurados de manera correspondiente y, mediante un giro relativo de la pieza superior de vertido y de la botella (B), permiten un ajuste en altura axial, y un cuerpo de obturación conformado formando una sola pieza, que puede moverse mediante el ajuste en altura axial desde una posición cerrada hacia una posición…
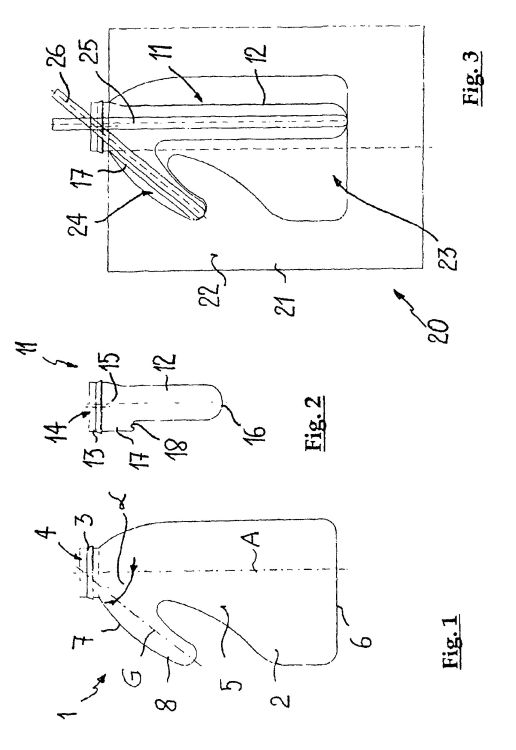
RECIPIENTE DE PLASTICO CON PARTE DE AGARRE CONFORMADA, PIEZA PREMOLDEADA Y PROCEDIMIENTO DE FABRICACION PARA EL RECIPIENTE DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2009). Ver ilustración. Solicitante/s: ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG. Clasificación: B29C49/00, B29K67/00, B65D23/10, B29K23/00, B29L22/00, B29C49/12, B29K27/00.
Recipiente de plástico con un cuerpo de recipiente, que presenta una parte de cuello con una abertura de vertido, y una parte de agarre conformada, que en un procedimiento de soplado-estirado está configurada por una pieza premoldeada fabricada en un procedimiento de inyección de plástico de manera solidaria con el cuerpo de recipiente y presenta una sección de agarre estirada y soplada, caracterizado porque el cuerpo de recipiente y la sección de agarre forman un espacio hueco común.
DISPOSICION DE HERRAMIENTA DE MOLDE DE SOPLADO CON ELEMENTOS DE EXPULSION PARA UNA MAQUINA DE EXTRUSION POR SOPLADO PARA FABRICAR RECIPIENTES DE PLASTICO.
(01/03/2009) Disposición de herramienta de molde de soplado para una máquina de extrusión por soplado para recipientes de plástico, especialmente para botellas de plástico, que comprende dos o varias piezas de molde de soplado que pueden moverse desde una posición abierta a una posición cerrada y viceversa y que, en el estado cerrado, delimitan un espacio hueco de molde que presenta al menos una abertura de acceso para un mandril de soplado, y con un dispositivo de expulsión para desmoldear el recipiente de plástico soplado mediante sobrepresión a partir de un tubo de plástico conforme al espacio hueco de molde, que comprende al menos dos pistones (11 a 14) de expulsión que están guiados en perforaciones opuestas entre sí de piezas de molde de soplado opuestas entre sí y, en la expulsión, pueden salir…
{kind=link}