8 inventos, patentes y modelos de HOEG, HARRO, ANDREAS
Boquilla para una válvula de combustible en un motor diésel.
(07/06/2017) Una boquilla para una válvula de combustible para un motor de combustión interna, en particular un motor de cruceta de dos tiempos, boquilla para una válvula de combustible que comprende una cabeza de válvula con una parte central de un acero aleado, y un revestimiento exterior que forma la superficie de la boquilla hacia una cámara de combustión, revestimiento exterior que se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa uniforme, caracterizada…
Un husillo de válvula de escape para un motor de combustión interna y método para su fabricación.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(03/05/2017). Solicitante/s: MAN DIESEL & TURBO, FILIAL AF MAN DIESEL & TURBO SE, TYSKLAND. Clasificación: B21J5/00, B22F3/14, B22F3/17, B22F5/00, B22F7/08, F01L3/04, B21K1/22, B21J5/06.
Un husillo de válvula de escape para un motor de combustión interna, en particular, un motor de cruceta de dos tiempos, cuyo husillo de válvula de escape comprende una cabeza de válvula con una parte de base de un acero aleado, y un revestimiento externo que forma la superficie del husillo de la válvula hacia una cámara de combustión, cuyo revestimiento externo se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa coherente, caracterizado por que, al menos en la zona de transición hacia la parte de base, las partículas del material particulado del revestimiento externo se han deformado hasta formas ovaladas o alargadas debido al esfuerzo de cizalla provocado al forjar el revestimiento externo y la parte de base, y por qué el revestimiento externo forjado tiene una densidad de al menos 98,0 %.
PDF original: ES-2651311_T3.pdf
METODO PARA FABRICACION UNA BOQUILLA PARA VALVULA DE COMBUSTIBLE EN UN MOTOR DIESEL, Y BOQUILLA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2009). Ver ilustración. Solicitante/s: MAN DIESEL, FILIAL AF MAN DIESEL SE, TYSKLAND. Clasificación: B22F3/15.
Método de fabricación de una boquilla para una válvula de combustible en un motor diésel, en particular un motor de cruceta de dos tiempos, estando un primer material de una primera aleación resistente a la corrosión dispuesto en un molde al menos en un área exterior que ha de constituir la superficie exterior de la boquilla alrededor de los orificios de la boquilla, caracterizado porque un segundo material de una segunda aleación también se coloca en el molde en un área interna, y porque los materiales así colocados son tratados mediante prensado isostático para formar un primordio en la boquilla consolidado sin microgrietas en el área del límite entre la primera aleación y la segunda aleación.
MOTOR DIESEL GRANDE DE DOS TIEMPOS.
(16/03/2009) Motor diésel grande de dos tiempos en modo de construcción en línea con al menos un cilindro cuya cámara de combustión presenta una abertura de salida controlable por una válvula de salida maniobrable por medio de un dispositivo de maniobra que contiene un dispositivo de avance y un dispositivo de reposición, y sobre cuya culata está asentada una carcasa de válvula que contiene un canal de salida adyacente a la abertura de salida de la cámara de combustión y un manguito de guía que atraviesa la pared superior de este canal y está previsto para un vástago de la válvula de salida que atraviesa el canal de salida , presentando el dispositivo de reposición un pistón montado en el vástago de válvula y una cámara de…
PROCEDIMIENTO PARA PROVEER DE UN REVESTIMIENTO DE PROTECCION A UN COMPONENTE DE UNA MAQUINA GRANDE.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/03/2008). Ver ilustración. Solicitante/s: MAN B & W DIESEL A/S. Clasificación: F02F3/00, F02F1/00, F02F3/10, B23K9/04, F02F3/12, F02F3/14, F01L3/04, F16J1/01, F01L3/24.
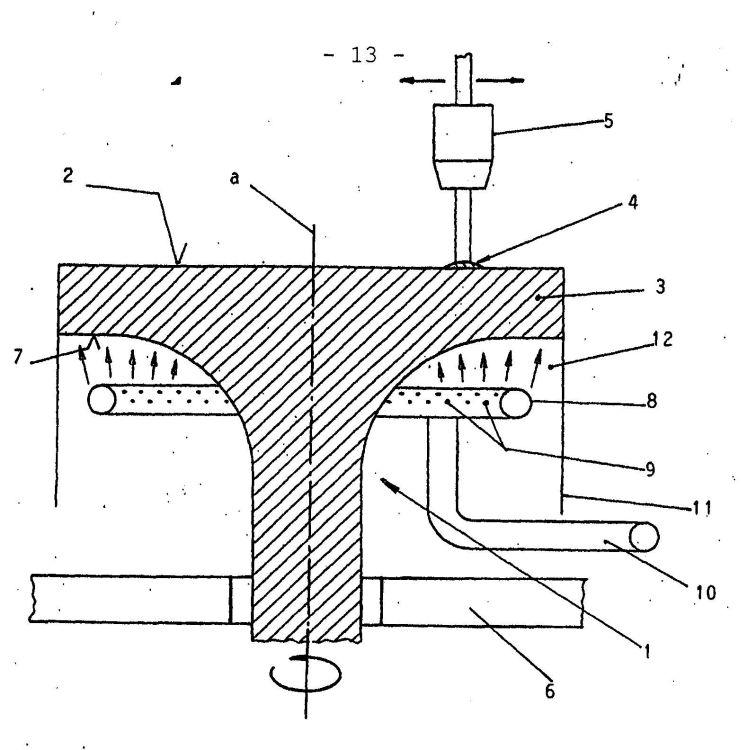
Procedimiento para proveer de un revestimiento de protección a un componente de una máquina grande, especialmente una cabeza de pistón o un plato de válvula de salida de un motor diesel grande de dos tiempos, cuyo revestimiento se aplica mediante soldadura de recargue sobre la superficie asignada (2 ó 14) y presenta una masa de al menos 10 kg, caracterizado porque durante el proceso de soldadura de recargue se refrigera el componente de máquina grande que ha de ser provisto del revestimiento de protección 4, efectuándose la refrigeración de modo que en la fase inicial del proceso de soldadura de recargue el calor transmitido por éste al componente de máquina grande sea mayor que el calor evacuado por el refrigerante y, después de este tiempo de arranque, el calor aportado por el proceso de soldadura de recargue corresponda aproximadamente al calor evacuado por el refrigerante.
VALVULA DE ESCAPE PARA UN MOTOR DE COMBUSTION INTERNA.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(01/03/2001). Ver ilustración. Solicitante/s: MAN B & W DIESEL A/S. Clasificación: C22F1/10, F01L3/04, F01L3/02.
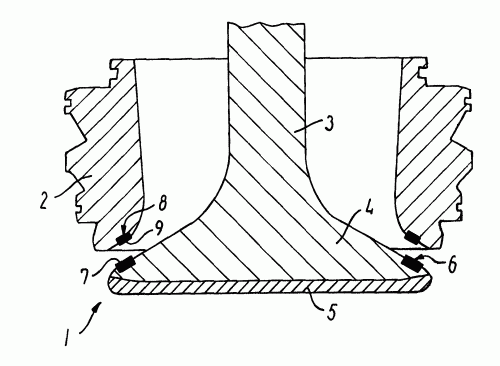
UNA VALVULA DE ESCAPE PARA UN MOTOR DE COMBUSTION INTERNA COMPRENDE UN VASTAGO MOVIL CON UN DISCO DE VALVULA QUE, EN SU SUPERFICIE SUPERIOR, TIENE UN ASIENTO ANULAR DE MATERIAL DIFERENTE AL MATERIAL BASE DEL DISCO DE LA VALVULA. EL AREA DE ASIENTO SE PONE EN CONTACTO CON UN AREA CORRESPONDIENTE DE ASIENTO DE UN MIEMBRO FIJO DE LA VALVULA, EN LA POSICION CERRADA DE LA MISMA. EL AREA DE ASIENTO EN LA SUPERFICIE SUPERIOR DEL DISCO DE LA VALVULA ESTA HECHA DE UN MATERIAL QUE TIENE UN LIMITE ELASTICO A LA TRACCION (R P0,2 ) DE AL MENOS 1.000 MPA A UNA TEMPERATURA DE APROXIMADAMENTE 20õ C.
VALVULA DE ESCAPE PARA UN MOTOR DE COMBUSTION INTERNA.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(01/02/2001). Ver ilustración. Solicitante/s: MAN B & W DIESEL A/S. Clasificación: C22F1/10, F01L3/02.
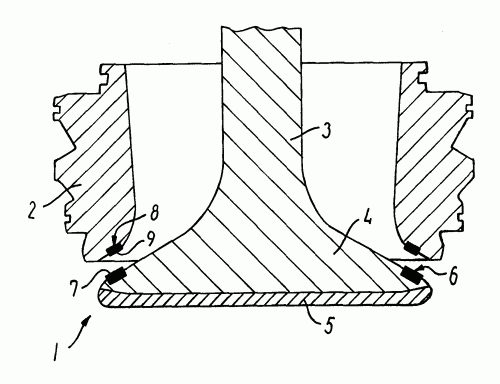
UNA VALVULA DE ESCAPE PARA UN MOTOR DE COMBUSTION INTERNA COMPRENDE UN VASTAGO MOVIL CON UN DISCO DE VALVULA DE ALEACION A BASE DE NIQUEL, QUE CONSTITUYE TAMBIEN UNA SUPERFICIE ANULAR DE ASIENTO SITUADA EN LA SUPERFICIE SUPERIOR DEL DISCO DE LA VALVULA. EL AREA DE ASIENTO SE PONE EN CONTACTO CON UN AREA CORRESPONDIENTE DE ASIENTO DE UN MIEMBRO FIJO DE LA VALVULA, EN LA POSICION CERRADA DE LA MISMA. EN EL MOMENTO DE LA FABRICACION, EL AREA DE ASIENTO DEL DISCO DE LA VALVULA SUFRE UN PROCESO DE DEFORMACION TERMOMECANICA A UNA TEMPERATURA INFERIOR A LA TEMPERATURA DE RECRISTALIZACION DE LA ALEACION O MUY CERCANA A ELLA. EL AREA DEL ASIENTO EN LA SUPERFICIE SUPERIOR DEL DISCO DE LA VALVULA TIENE PROPIEDADES QUE IMPIDEN LA FORMACION DE INDENTACIONES, EN FORMA DE UN LIMITE ELASTICO (R P0,2 ) DE AL M ENOS 1.000 MPA A UNA TEMPERATURA DE APROXIMADAMENTE 20õ C, POR MEDIO DEL PROCESO DE DEFORMACION TERMOMECANICA, Y POSIBLEMENTE UN TRATAMIENTO TERMICO QUE AUMENTA EL LIMITE ELASTICO.
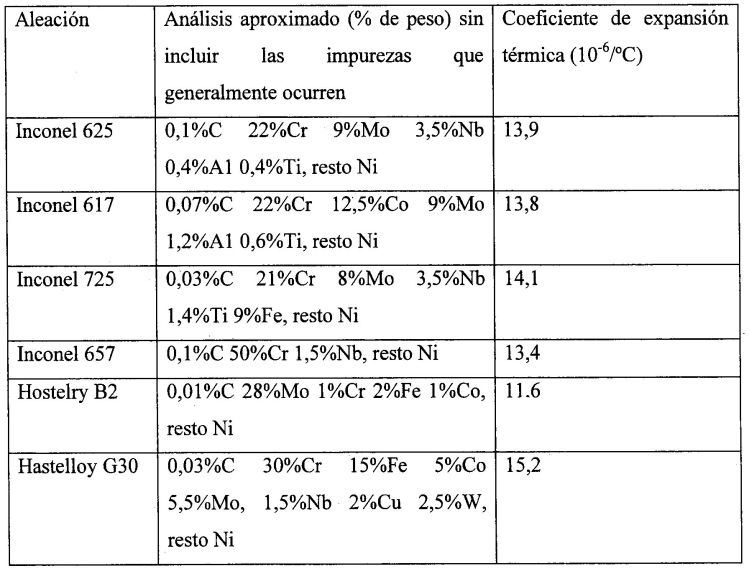
PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO DE CILINDRO Y ALEACIONES PARA RECRECIMIENTO A BASE DE NIQUEL.
(01/12/1999) EN UN MOTOR DE COMBUSTION INTERNA, UN ELEMENTO CILINDRICO, COMO UNA VALVULA, UNA PORCION DE ASIENTO, UN PISTON O UNA CAMISA DE CILINDRO, ESTA PROVISTO DE UNA SUPERFICIE DE CONTACTO DE UNA ALEACION SOLDADA, RESISTENTE A LA CORROSION A ELEVADA TEMPERATURA. LA DUREZA DE LA ALEACION SOLDADA, SE HA INCREMENTADO POR MEDIO DE UN MECANISMO DE ENDURECIMIENTO POR PRECIPITACION, BASADO EN UNA TRANSFORMACION DE FASE EN ESTADO SOLIDO, EN LA QUE LA TEMPERATURA DE ACTIVACION DEL MECANISMO DE ENDURECIMIENTO POR PRECIPITACION, ES SUPERIOR A LA TEMPERATURA DE TRABAJO DE LA ALEACION. DICHO MECANISMO DE ENDURECIMIENTO POR PRECIPITACION, ACTUA TAN LENTAMENTE, QUE LA ALEACION NO SE ENDURECE SUSTANCIALMENTE EN EL MOMENTO DE LA SOLDADURA SOBRE EL ELEMENTO CILINDRICO, SINO QUE SE ENDURECE SOLO DURANTE EL TERMOTRATAMIENTO SUBSIGUIENTE, A UNA TEMPERATURA MAYOR…
{kind=link}
{kind=link}
{kind=link}
{kind=link}