7 inventos, patentes y modelos de HIRSCH, RALF
METODO PARA ELABORAR UN RECUBRIMIENTO CON SISTEMAS AUTOADHESIVOS EXENTOS DE DISOLVENTE, ESPECIALMENTE SOBRE SUBSTRATOS REVESTIDOS DE CAPAS ANTIADHERENTES.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/12/2007). Ver ilustración. Solicitante/s: BEIERSDORF AG. Clasificación: B05C1/08, C09J7/00, B05D1/28, B05D5/10, B29C35/10.
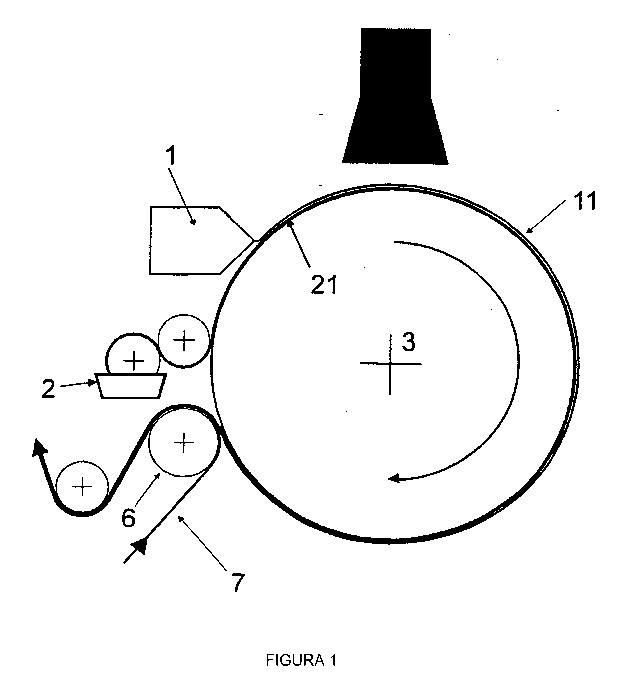
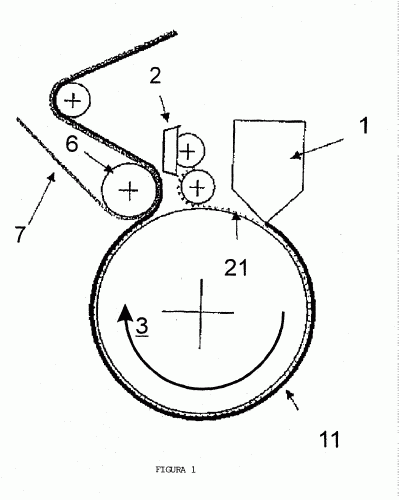
Método para elaborar un recubrimiento con sistemas autoadhesivos exentos de disolvente, especialmente sobre substratos provistos de un revestimiento antiadherente, extendiendo una o varias capas del sistema autoadhesivo sobre un rodillo giratorio mediante un dispositivo de aplicación de adhesivos, reticulando el sistema autoadhesivo sobre el rodillo en un dispositivo irradiador mediante radiación energética, y conduciendo el substrato hacia el rodillo, de tal modo que el sistema autoadhesivo se transfiere del rodillo al substrato, de tal manera, que antes de extender el sistema autoadhesivo sobre el rodillo giratorio, se aplica un film fluido sobre el rodillo mediante un dispositivo aplicador de líquidos, con lo cual el film fluido queda entre el rodillo y el sistema autoadhesivo.
LAMINA NO ESTIRADA DE COPOLIMERO EN BLOQUE DE POLIPROPILENO, PARA PROTEGER SUPERFICIES.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/08/2007). Ver ilustración. Solicitante/s: TESA AG. Clasificación: B32B27/32, C09J7/02, C09J123/08, C08L53/00, C09J153/00, B60J11/00, C09J131/04.
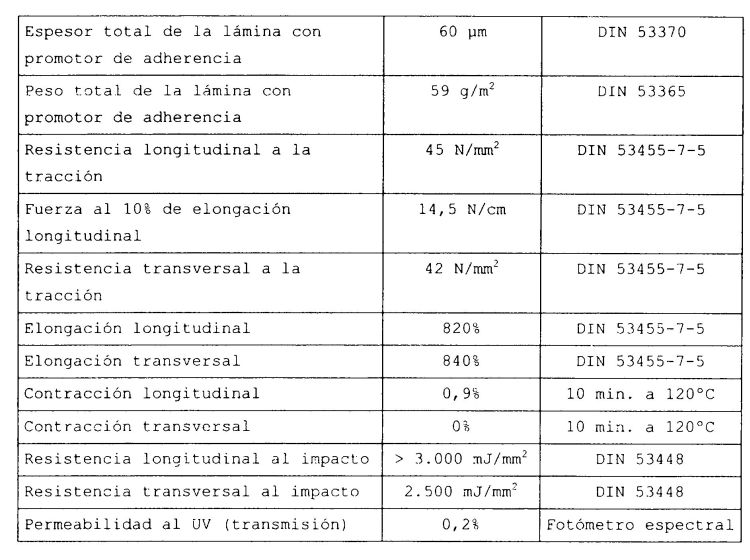
Lámina protectora autoadhesiva con una capa soporte y una capa de adhesivo, en que la capa de adhesivo consta de al menos un copolímero de etileno y acetato de vinilo, caracte-rizada porque - la capa soporte es una lámina no estirada, - la capa soporte contiene, como mínimo, un copolímero en bloque de polipropileno y - el contenido del copolímero en bloque de polipropi- leno representa del 10 hasta el 95% (peso/peso) de la lámina protectora.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/06/2007). Solicitante/s: TESA AG. Clasificación: B05D1/04, C09J7/02, B05D3/14, B05D1/00.
Procedimiento para la elaboración de productos en forma de cintas, elaborados como mínimo con dos capas, por el que una masa procedente de un dispositivo de alimentación se aplica como capa induciendo cargas electrostáticas sobre un substrato en forma de cinta, que es conducido sobre un dispositivo de transporte de forma que sobre la superficie del dispositivo de transporte se crean cargas de signo contrario y del campo resultante de ello, actúa una fuerza sobre la masa más el substrato, que comprime ambas capas contra el dispositivo de transporte, de modo que entre la capa de la masa y el substrato, no quede retenida ninguna burbuja de aire, y que el substrato recubierto con la masa antes de abandonar el dispositivo de transporte, quede electrostáticamente neutralizado, para lo cual, el dispositivo de transporte está provisto de un recubrimiento eléctricamente aislante, y además la masa aplicada se trata de una masa adhesiva.
ENCONTINUOFABRICACION EN CONTINUO DE ARTICULOS AUTOADHESIVOS MEDIANTE EL REVESTIMIENTO DE MATERIALES EN FORMA DE CINTA CONTINUA CON POLIURETANOS DE DOS COMPONENTES.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/03/2006). Ver ilustración. Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Clasificación: C09J7/02, B05D1/34, B05D1/42.
Método para la fabricación continua de los artículos autoadhesivos, por el que a) se colocan en un recipiente A básicamente un componente a base de poliol y en un recipiente B un componente a base de isocianato. b) en un mezclador se mezclan el componente de poliol y el de isocianato c) la masa de poliuretano mezclada se aplica entonces sobre un material soporte recubierto de una composición adhesiva sensible a la presión c2) a la masa de poliuretano de la lámina se añade un segundo material soporte d) la lámina del primer material soporte, la composición adhesiva y la masa de poliuretano se hacen pasar por un canal de calentamiento, en el que se endurece la masa de poliuretano, d2) después del canal de calentamiento se retira el segundo material soporte. e) la lámina se arrolla seguidamente en una estación de arrollado.
PROCEDIMIENTO DE FABRICACION DE UN REVESTIMIENTO A BASE DE SISTEMAS ADHESIVOS SIN DISOLVENTES SOBRE SUSTRATOS RECUBIERTOS DE UNA CAPA ANTIA DHERENTE.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/06/2005). Ver ilustración. Solicitante/s: BEIERSDORF AG. Clasificación: B05C1/08, C09J7/00, B05D1/28.
Método para la fabricación de un revestimiento a base de sistemas adhesivos sensibles a la presión, sin disolventes, sobre sustratos, en particular sustratos recubiertos de una sustancia antiadherente, en el cual se aplica una película de fluido a un rodillo giratorio por medio de un mecanismo aplicador de fluido, el sistema adhesivo sensible a la presión se aplica en una o varias capas a la película de fluido por medio de un mecanismo aplicador de fluido, y el rodillo entra en contacto con el sustrato, de manera que el sistema adhesivo sensible a la presión es transferido del rodillo al sustrato.
PROCEDIMIENTO PARA FABRICAR CINTAS ADHESIVAS DE EMBALAJE CON ADHESIVO SENSIBLE A LA PRESION DE CAUCHO NATURAL.
(01/05/2005) Método para fabricar una cinta adhesiva formada por un soporte de lámina termoplástica estirada y por un recubrimiento de masa adhesiva basada en elastómeros no termoplásticos, como caucho natural y resinas taquificantes, y elaborada sin disolvente ni masticación con maquinaria de funcionamiento continuo que consta de una parte de carga y otra parte de mezclado, de manera que la masa adhesiva contiene un sistema reticulante termolábil y dicho método comprende las siguientes etapas: a) alimentación de los componentes sólidos de la masa autoadhesiva, como los elastómeros y las resinas, y eventualmente de cargas, colorantes y/o reticulantes, a la parte de carga del equipo, b) transferencia…
Procedimiento de obtención continua, sin disolventes y sin masticación, de masas autoadhesivas sensibles a la presión, basadas en elastómeros no termoplásticos, así comode su aplicación en forma de recubrimiento para fabricar artículos autoadhesivos.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/2002). Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Clasificación: C09J7/02, B29C47/42, B29C47/00.
Procedimiento de fabricación en continuo, sin disolventes y sin masticación, de masa autoadhesivas basadas en elastómeros no termoplásticos en una máquina que trabaja en continuo y posee una zona de alimentación y una zona de fabricación de compuesto , que consta de a) introducción de los componentes sólidos de la masa autoadhesiva , como son elastómeros y resinas, en la zona de alimentación de la máquina, eventualmente introducción de cargas de relleno, colorantes y/o reticulantes, b) transporte de los componentes sólidos de la masa autoadhesiva de la zona de alimentación a lazona defabricación de compuesto , c) adición de los componentes líquidos de la masa autoadhesiva, como son los plastificantes, reticulantes y/o otras resinas de pegajosidad, a la zona de fabricación del compuesto , d) fabricación de una masa autoadhesiva homogénea en la zona de fabricación de compuesto y e) descarga de la masa autoadhesiva.
{kind=link}
{kind=link}
{kind=link}
{kind=link}