6 inventos, patentes y modelos de DUPONT, SERGE
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO A BASE DE MATERIA PLASTICA, HILERA DE EXTRUSION Y TUBO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1999). Solicitante/s: POLVA PIPELIFE B.V.. Clasificación: B29C47/02, F16L1/11.
PROCEDIMIENTO DE FABRICACION DE UN TUBO A BASE DE MATERIAL PLASTICO QUE LLEVA EN SU PARED AL MENOS UN HILO METALICO CONTINUO . EN EL QUE LA MATERIA PLASTICA ES EXTRUSIONADA A TRAVES UNA TERRAJA 81) QUE LLEVA UNA SECCION DIVERGENTE Y UNA SECCION DE GEOMETRIA CONSTANTE , CONSECUTIVA AL ANTERIOR Y DISPUESTO EN EL EJE DE ESTE, ASI COMO AL MENOS UN CANAL LATERAL POR EL CUAL SE INTRODUCE EL HILO METALICO EN EL ESPACIO INTERIOR DE LA TERRAJA, CERCA DEL EXTREMO MAS ANCHO DE LA SECCION DIVERGENTE DE MANERA QUE EL HILO SE INSERTA PRECISAMENTE EN LA PARED DEL TUBO QUE SE ESTA EXTRUSIONANDO Y SEA ARRASTRADO CON ESTE.
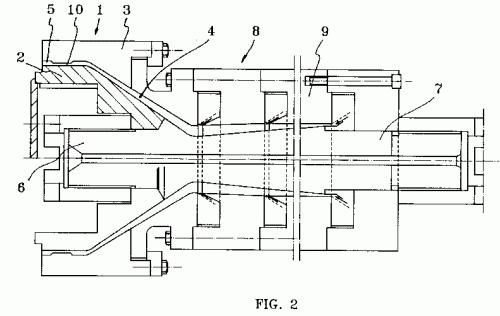
CONDUCTO PROTECTOR PARA CABLES CONSTITUIDO POR TUBO RANURADO DE MATERIA TERMOPLASTICA, Y DISPOSITIVO PARA SU FABRICACION.
Secciones de la CIP Electricidad Técnicas industriales diversas y transportes
(16/02/1999). Ver ilustración. Solicitante/s: SOLVAY. Clasificación: H02G3/04, B29C47/06, B29C47/24.
CONDUCTO PROTECTOR PARA CABLES CONSTITUIDO POR UN TUBO RANURADO DE MATERIA TERMOPLASTICA, Y DISPOSITIVO PARA SU FABRICACION. CONDUCTO PROTECTOR DE CABLES PROVISTO DE RANURAS INTERNAS NO PARALELAS A SU EJE, CONSTITUIDO POR AL MENOS DOS CAPAS COAXIALES DE MATERIAS PLASTICAS DIFERENTES. LOS CONDUCTOS PUEDEN ESTAR PROVISTOS DE APENDICES LATERALES DESTINADOS A SOLIDARIZARLOS EN HACES PLANOS O TRIDIMENSIONALES. EL INVENTO SE REFIERE IGUALMENTE A UNA CABEZA DE COEXTRUSION QUE PERMITE LA REALIZACION DE TAL CONDUCTO, ESTANDO LA EXTREMIDAD DE SU MACHO PROLONGADA POR UN UTIL GIRATORIO DENTADO.
ESTRUCTURAS MULTICAPAS FLEXIBLES QUE COMPRENDEN UNA CAPA DE COPOLIMERO DE CLORURO DE VINILIDENO LIGADA A UNA CAPA DE POLIMERO PLASTIFICADA DEL CLORURO DE VINILO Y SU UTILIZACION PARA LA FABRICACION DE EMBALAJES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1997). Solicitante/s: SOLVAY (SOCIETE ANONYME). Clasificación: B32B27/08, B32B27/30, B65D65/40.
LAS ESTRUCTURAS MULTICAPAS FLEXIBLES COMPRENDEN UNA CAPA DE COPOLIMERO DEL CLORURO DE VINILIDENO LIGADA A UNA CAPA DE POLIMERO PLASTIFICADO DE CLORURO DE VINILO CON LA INTERVENCION DE UN ADHESIVO POLIMERICO CONSTITUIDO DE UNA MEZCLA DE POLIMERO DE ACETATO DE VINILO Y DE POLIMETACRILATO DE METILO CUYO PRODUCTO DEL CONTENIDO PONDERAL DE ACETATO DE VINILO, EXPRESADO EN %, POR LA VISCOSIDAD DINAMICA A 100 (GRADOS) C Y 1 SEG ELEVADO -1, EXPRESADO EN KPA.S, ES SUPERIOR A 1,3.10 ELEVADO 3. LAS ESTRUCTURAS MULTICAPAS FLEXIBLES PUEDEN PRESENTARSE EN FORMA DE PELICULAS, HOJAS, CARTONES O BOLSAS FLEXIBLES UTILIZABLES EN EL SECTOR DEL EMBALAJE.
PELICULA DE RESINA DE COPOLIMERO DE ETILENO Y DE ACETATO DE VINILO DE LA QUE AL MENOS UNA DE ESTAS CARAS PRESENTA UN ASPECTO RUGOSO Y PROCESO PARA SU REALIZACION.
(01/05/1995) LA RELACION ENTRE EL GRADO MEDIO DE RUGOSIDAD DE LAS CARAS DE ASPECTO RUGOSO EXPRESADO EN MICRONES Y EL PORCENTAJE EN PESO DE UNIDADES DERIVADAS DEL ACETATO DE VINILO DEL COPOLIMERO QUE CONSTITUYE LA PELICULA ES SUPERIOR A 0,019. LA PELICULA ES EXTRAIDA EN FORMA DE UNA VAINA EXTRAIDA QUE ES ENFRIADA EN LA TERRAJA POR UNA CIRCULACION DE UN FLUIDO REFRIGERANTE CUYA TEMPERATURA T SATISFACE LA RELACION: EN LA QUE: TC ES LA TEMPERATURA POR LA QUE EL LOGARITMO NEPERIANO DE LA RELACION ENTRE EL ALARGAMIENTO EN LA RUPTURA Y LA LONGITUD INICIAL DE UNA PROBETA DE COPOLIMERO VALE 87 % DE SU VALOR A 180 C. TM ES LA TEMPERATURA MEDIA DEL COPOLIMERO A SU SALIDA DE LA TERRAJA. A ES IGUAL A 0,24 G ES DADO POR LA RELACION EN LA QUE: RHO ES LA MASA VOLUMINICA…
PROCEDIMIENTO PARA FORMAR, POR EXTRUSION SOPLADA, UNA FUNDA DE RESINA A BASE DE CLORURO DE VINILO, EN LA QUE POR LO MENOS UNA CARA PRESENTA UN ASPECTO MATE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1993). Solicitante/s: SOLVAY. Clasificación: B29C47/86.
LA FUNDA EXTRUIDA SE ENFRIA AL FIN DE LA HILERA POR UNA CIRCULACION DE UN FLUIDO REFRIGERANTE CUYA TEMPERATURA TO SATISFACE LA RELACION: (FIG. A), SIENDO G IGUAL A LA FORMULA; (FIG. B), SIENDO TM Y V LA TEMPERATURA MEDIA DE LA RESINA A LA SALIDA DE HILERA Y SU VELOCIDAD MEDIA DE EXTRUSION; TC ES UNA TEMPERATURA CARACTERISTICA DE LA RESINA EXTRUIDA; (SIGMA), CP Y (TAU) SON LA MASA VOLUMICA, EL CALOR ESPECIFICO Y LA CONDUCTIVIDAD TERMICA DE LA RESINA; H ES LA ALTURA DEL ENTREHIERRO DE LA HILERA EN LA ZONA REFRIGERADA; L ES LA LONGITUD DE LA ZONA REFRIGERADA.
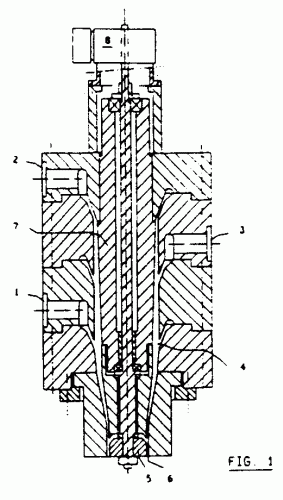
PROCEDIMIENTO E HILERA PARA LA EXTRUSION DE TUBOS DE MATERIAL TERMO- PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1990). Ver ilustración. Solicitante/s: SOLVAY & CIE (SOCIETE ANONYME). Clasificación: B29C47/20.
PROCEDIMIENTO E HILERA PARA LA EXTRUSION DE TUBOS DE MATERIAL TERMOPLASTICO. EL MATERIAL TERMOPLASTICO ES EXTRUIDO A TRAVES DE UNA HILERA REDONDA, QUE COMPRENDE UN CANAL ANULAR DIVERGENTE , ENLAZADO DIRECTAMENTE A UN CANAL RECTO ANULAR DE CONFORMACION , QUE PRESENTA UNA ZONA ANULAR DE PASO ESTRECHADA AGUAS ARRIBA DE SU ORIFICIO DE SALIDA, DE TAL MODO QUE LA VELOCIDAD DE DEFORMACION DEL MATERIAL TERMOPLASTICO EN LA ZONA ANULAR DE PASO ESTRECHADA , SEA AL MENOS IGUAL A 0,1 SEGBS-1. A ESTE EFECTO, SE UTILIZA UNA HILERA REDONDA, EN LA QUE LA RELACION ENTRE LA SECCION DE PASO AGUAS ARRIBA DE LA ZONA ANULAR DE PASO ESTRECHADA Y LA SECCION DE LA ZONA ANULAR DE PASO ESTRECHADA, QUEDA COMPRENDIDA ENTRE 1,5 Y 10. EL PROCEDIMIENTO Y LA HILERA CONVIENEN ESPECIALMENTE PARA LA PRODUCCION DE TUBOS DE GRANDES DIAMETROS, SUPERIORES A 250 MM.
{kind=link}
{kind=link}