6 inventos, patentes y modelos de DONHAUSER, GEORG
REMACHE TROQUELADOR-PUNZONADO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Química y metalurgia
(01/06/2007). Solicitante/s: KERB-KONUS-VERTRIEBS-GMBH. Clasificación: F16B19/06, C04B35/488.
Remache troquelado-punzonado con una cabeza de remache y un vástago que se une mediante punzonado, al menos, de dos piezas de ensamblaje (2, 3a, 3b) superpuestas, en el que el vástago contiene, al menos, una ranura de vástago para llenar de material, al menos, la pieza de ensamblaje inferior (3a, 3b) en el sentido de punzonado en el proceso de troquelado contiguo, caracterizado porque todo el remache troquelado-punzonado se compone de una cerámica de óxido de aluminio reforzado con óxido de circonio.
REMACHE TROQUELADOR-PUNZONADOR.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/12/2005). Ver ilustración. Solicitante/s: KERB-KONUS-VERTRIEBS-GMBH. Clasificación: B21J15/02, F16B19/04, F16B19/06.
Remache troquelador-punzonador con una cabeza de remache de forma troncocónica y un vástago incorporado a ella que presenta al menos una ranura del vástago , en el que para fabricar una unión entre remaches entre al menos dos componentes colindantes (2, 3A y/o 3B) del vástago punzona el componente (2, 3A y/o 3B) formando un agujero punzonado y, a continuación, alrededor del extremo del vástago se troquela una ranura (8A, 8B) en dicho componente (3A, 3B), por la cual bajo deformación plástica penetra material de dicho componente (3A, 3B) en al menos una ranura del vástago caracterizado porque en el vástago están dispuestas al menos dos ranuras del vástago.
HERRAMIENTA PARA APLICAR REMACHES TROQUELADORES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2003). Ver ilustración. Solicitante/s: KERB-KONUS-VERTRIEBS-GMBH WAGGONFABRIK TALBOT GMBH & CO.KG TECHNISCHE UNIVERSITAT DRESDEN. Clasificación: B21J15/02.
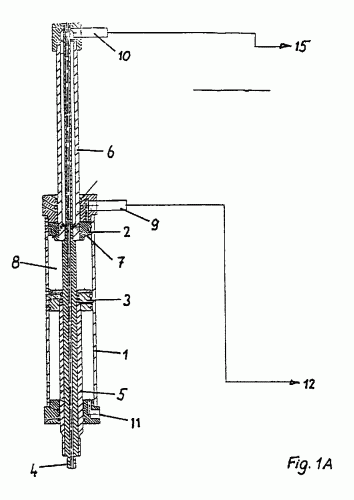
Herramienta para aplicar remaches troqueladores macizos con un pisa para pretensar las piezas a ensamblar, especialmente chapas , un punzón de remachado guiado con movilidad axial en un cilindro del pisa y susceptible de ser solicitado con una fuerza, y una matriz opuesta al pisa y dotada de un resalto en un tramo de su superficie frontal vuelta hacia el punzón de remachado , caracterizada porque en una herramienta para aplicar remaches macizos - la superficie frontal de la matriz está dividida en tramos radialmente por fuera del resalto y - los distintos tramos de la superficie frontal son desplazables uno respecto de otro en dirección axial en función de la profundidad de penetración del remache macizo en las piezas a ensamblar o de la fuerza que ejerce el punzón de remachado sobre el remache macizo.
HOKRAMIENTA DE ESTAMPADO Y CORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2003). Ver ilustración. Solicitante/s: KERB-KONUS-VERTRIEBS-GMBH. Clasificación: B21J15/02, B21J15/20.
UNA HERRAMIENTA DE ESTAMPADO Y TROQUELADO PRESENTA UNA AGUJA DE REMACHE DESPLAZABLE EN UN ORIFICIO DE UN TROQUEL . LA HERRAMIENTA SE COMPONE DE UN CILINDRO HIDRAULICO CON DOS EMBOLOS , SOPORTANDO UNO DE LOS EMBOLOS LA AGUJA DE REMACHE Y EL OTRO EMBOLO EL TROQUEL . EL ESPACIO ENTRE LOS EMBOLOS ESTA UNIDO A UNA CAMARA DE PRESION DE VOLUMEN VARIABLE. LA CAMARA CILINDRICA ORIENTADA HACIA UNO DE LOS EMBOLOS ESTA UNIDA A UN CILINDRO COMPRESOR . DESPUES DE COLOCAR UN REMACHE POR DEBAJO DE LA AGUJA DE REMACHE , EL CILINDRO COMPRESOR SE ACTIVA E INTERCALA UNA VALVULA MARIPOSA ENTRE LA CAMARA , LOS EMBOLOS Y LA CAMARA DE PRESION . EN ESTE CASO SE LLEVA A CABO EL PROCESO DE ESTAMPADO Y A CONTINUACION SE INTRODUCE A PRESION UNO DE LOS EMBOLOS EN LA DIRECCION DEL OTRO EMBOLO , SITUANDOSE ACTO SEGUIDO UNO DE LOS EMBOLOS SOBRE EL OTRO EMBOLO PARA LA EJECUCION DEL PROCESO DE TROQUELADO.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ENSAMBLAJE MECANICO DE JUNTAS TERMICAMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2003). Solicitante/s: TECHNISCHE UNIVERSITAT DRESDEN KERB-KONUS-VERTRIEBS-GMBH ABB DAIMLER-BENZ TRANSPORTATION (TECHNOLOGY) GMBH. Clasificación: B21J1/00.
Procedimiento para la unión de piezas de ensamblaje dispuestas de forma solapada de materiales con una resistencia extremadamente alta a la deformación a temperatura normal, con la ayuda de una herramienta de ensamblaje compuesta de troquel , prensador y matriz , a través del ensamblaje mediante remachado por estampación con remache semihueco o remache macizo o a través del ensamblaje de empotrado sin piezas de ensamblaje auxiliares, caracterizado porque en la futura zona de deformación se lleva a cabo un calentamiento limitado local y temporalmente de las piezas de ensamblaje (1a, 1b) mediante calentamiento por resistencia eléctrico, llevándose a cabo el calentamiento a través de un prensador y una matriz o de estos elementos adyacentes o situados por delante (10/11, 12/13) y activándose el calentamiento con el inicio del proceso de ensamblaje o directamente antes y finalizando antes del comienzo de la deformación en la zona de deformación.
REMACHE DE ESTAMPADO/TROQUELADO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/2002). Solicitante/s: KERB-KONUS-VERTRIEBS-GMBH. Clasificación: F16B19/08.
Remache de estampado / troquelado con una cabeza de remache troncocónica conectada a un vástago con una ranura del vástago donde, para la fabricación de una unión remachada entre al menos dos piezas adyacentes, el vástago troquela las piezas formando un agujero de troquelado y, a continuación, estampa en la pieza allí existente una ranura alrededor del pié del vástago orientado de espaldas hacia la cabeza del vástago, con lo que mediante una deformación plástica, penetra material de la pieza allí existente en la ranura del vástago y en donde la ranura del vástago es cóncava, caracterizado porque el sector de la ranura del vástago orientado hacia la cabeza del vástago se desarrolla en un ángulo más plano al eje 11 del vástago que el sector de la ranura del vástago orientado hacia el pié del vástago.
{kind=link}
{kind=link}
{kind=link}