7 inventos, patentes y modelos de CREE, JAMES, W.
PELÍCULA ELÁSTICA DE AJUSTE INFERIOR RESISTENTE AL DESGARRO Y MÉTODO DE FABRICACIÓN.
(07/01/2011) Un método para formar una película elástica de ajuste inferior resistente al desgarro que comprende las etapas de: coextruir una película de una primera capa que comprende una mezcla de Metaloceno-polietileno, una segunda capa que comprende una mezcla de Metaloceno-polietileno y una capa núcleo, en la que dicha capa núcleo se interpone entre dicha primera capa y dicha segunda capa; y estirar dicha película a una tasa de tensado haciendo pasar dicha película a través de conjuntos de discos paralelos que tienen una profundidad de penetración de cresta para penetrar dicha película en un intervalo de 4,06 a 8,13 mm (de 160 milésimas de pulgadas a 320 milésimas de pulgada) hasta una proporción de extensión de al menos el 350% para producir tiras activadas…
MATERIAL COMPUESTO RESISTENTE AL AGUA ALTAMENTE TRANSPIRABLE.
Sección de la CIP Necesidades corrientes de la vida
(01/03/2009). Ver ilustración. Solicitante/s: TREDEGAR FILM PRODUCTS CORPORATION. Clasificación: A61F13/514.
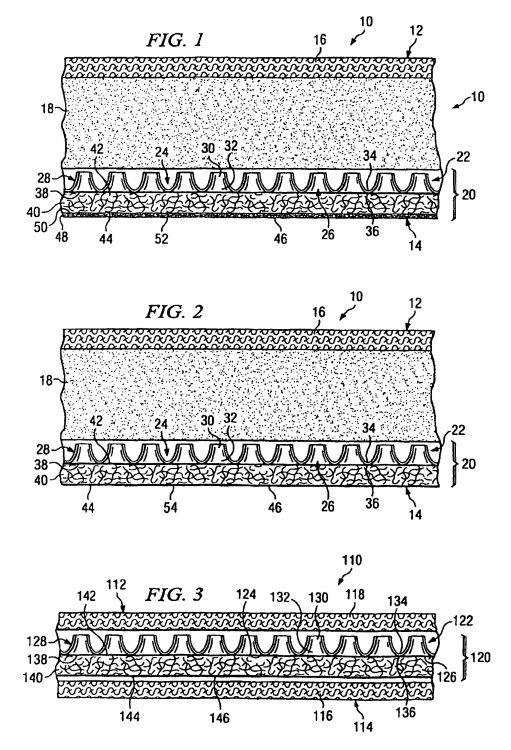
Un artículo absorbente que tiene un lado orientado hacia el cuerpo y un lado trasero opuesto al lado orientado hacia el cuerpo, teniendo el lado trasero una superficie externa, comprendiendo el artículo absorbente: una lámina superior en el lado orientado hacia el cuerpo; un núcleo absorbente entre el lado orientado hacia el cuerpo y el lado trasero; y una lámina trasera compuesta en el lado trasero que tiene: una película formada abierta con un lado macho y un lado hembra opuesto, estando el lado macho orientado hacia el núcleo absorbente, teniendo el lado hembra un área superficial; zonas del lado hembra que son más hidrófilas que otras partes de la película; una capa de extrusión y soplado unida al lado hembra de la película formada sobre más del 50% del área superficial del lado hembra de la película formada; y un medio para prevenir el desgaste sobre la superficie externa del lado trasero del artículo absorbente para prevenir el desgaste de la capa de extrusión y soplado.
METODO Y APARATO PARA LA FABRICACION DE UN MATERIAL PERFORADO PARA USO EN ARTICULOS ABSORBENTES.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Solicitante/s: TREDEGAR FILM PRODUCTS CORPORATION. Clasificación: A61F13/15, B32B27/00, B29C59/04, B32B3/10, B32B3/26, B29C51/22, B29C43/22, B26F1/26, B29C59/06, B26F1/24.
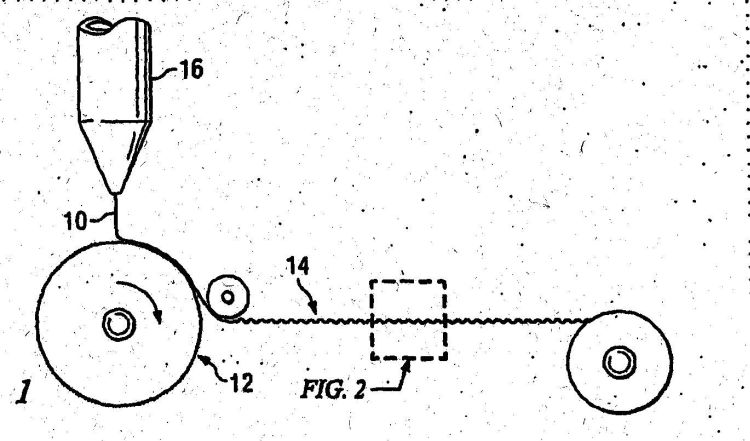
Un método para la fabricación de una película moldeada que comprende: - extruir una resina sobre un tamiz de moldeo al cual se le ha impartido una microtextura para que la resina forme una película con una microtextura ; - alimentar un pellizco para perforación con un material removible no tejido para proteger del calor con un punto de fusión superior al de la resina entre dicha película y un tambor que porta agujas perforadoras calentadas ; y - perforar dicha película con dichas agujas perforadoras calentadas para crear macroorificios tridimensionales , en donde dicho material protector removible no tejido evita el calentamiento en zonas entre los macroorificios hasta un punto en donde la película con la microtextura pierde su forma.
LAMINADO ELASTICO DE BANDA REFORZADA Y METODO DE FORMACION.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes Necesidades corrientes de la vida
(16/05/2008). Ver ilustración. Solicitante/s: TREDEGAR FILM PRODUCTS CORPORATION. Clasificación: C08J5/12, B32B27/12, B32B7/02, B32B5/26, A61F13/49, B32B5/14, B32B3/10, A61F13/514.
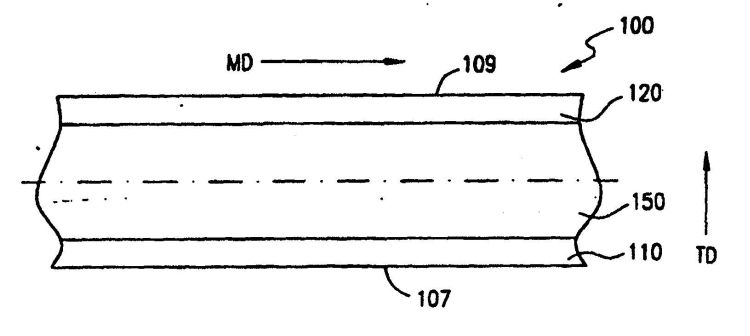
Un laminado que comprende: una tela elástica que tiene una primera superficie y una segunda superficie; una primera tela no tejida unida a la primera superficie de la tela elástica; una segunda tela no tejida unida a la segunda superficie de la tela elástica; en el que dicho laminado incluye una banda elástica y una tira de refuerzo; y en el que la fuerza requerida para la deformación transversal del 5% de dicha tira de refuerzo es al menos de 387 N/m (1000 g/pulgada).
COMPUESTOS NO TEJIDOS ABIERTOS Y METODOS PARA SU PREPARACION.
(16/12/2007) Un artículo absorbente con un lado orientado hacia el cuerpo, comprendiendo el artículo absorbente: una lámina trasera opuesta al lado orientado hacia el cuerpo; un núcleo absorbente entre la lámina trasera y el lado orientado hacia el cuerpo; una lámina superior compuesta entre el núcleo absorbente y el lado orientado hacia el cuerpo, comprendiendo adicionalmente dicha lámina superior compuesta: (i) una capa de soporte que comprende una película formada tridimensional elástica entre el núcleo absorbente y el lado orientado hacia el cuerpo, teniendo dicha película formada un lado macho, un lado hembra y aberturas a pequeña escala que tienen un recuento de malla, y una primera banda no tejida de fibras entre la película formada y el lado orientado hacia el cuerpo del…
LAMINADO ELASTICO DE BANDA REFORZADA Y METODO PARA SU FORMACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2007). Solicitante/s: TREDEGAR FILM PRODUCTS CORPORATION. Clasificación: B32B27/12.
Un laminado que comprende: una red elástica que tiene una primera superficie y una segunda superficie; una primera tela no tejida unida a la primera superficie de la red elástica; una segunda tela no tejida unida a la segunda superficie de la red elástica; y en el que una primera región de dicho laminado define una banda elástica y una segunda región de dicho laminado define una primera banda reforzada; en el que una proporción de la fuerza necesaria para obtener una deformación del 5% de dicha banda reforzada a la fuerza necesaria para obtener una deformación del 5% de dicha banda elástica es al menos 4:1.
COMPUESTO DE PELICULA TRIDIMENSIONAL NO TEJIDO ALTAMENTE ELASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2006). Ver ilustración. Solicitante/s: TREDEGAR FILM PRODUCTS CORPORATION. Clasificación: B32B5/02, B32B7/04.
Un compuesto de película/no tejido tridimensional altamente elástico, incluyendo: una capa de película núcleo impermeable a los fluidos y al aire que tiene un primer lado y un segundo lado; una primera capa no tejida unida por una pluralidad de puntos de soldadura a dicho primer lado de dicha capa núcleo; una segunda capa no tejida unida por una pluralidad de puntos de soldadura a dicho segundo lado de dicha capa núcleo; y donde dichos puntos de soldadura son sustancialmente inelásticos y los puntos de soldadura se rompen para formar agujeros cuando el compuesto se estira en una dirección transversal de la máquina a una elongación de aproximadamente 50 a 200%.
{kind=link}
{kind=link}
{kind=link}
{kind=link}