12 inventos, patentes y modelos de BECKMANN, FRIEDHELM
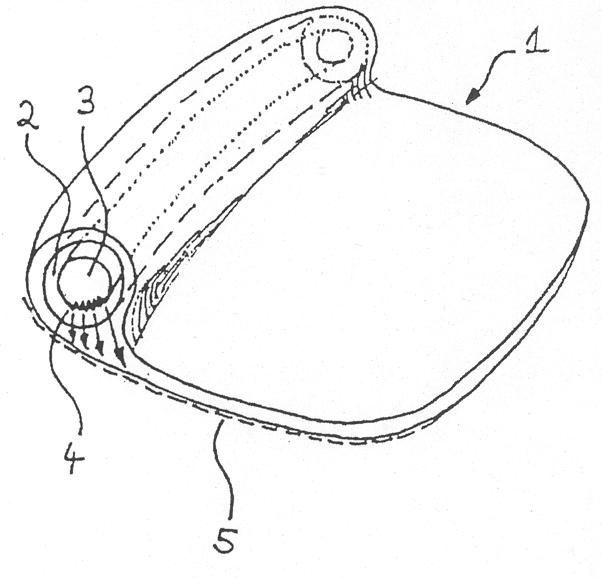
PIEZA DE REVESTIMIENTO PARA EL HABITACULO DE UN AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2008). Ver ilustración. Solicitante/s: MOLLERTECH GMBH. Clasificación: B60R13/02, B60Q3/00L, B60Q3/02A, B60Q3/02Q, B60Q3/02.
La pieza está constituida por un componente plástico que determina una región exterior para su aplicación como recubrimiento del habitáculo de un automóvil, con la función de iluminación económica, generando una iluminación ambiental uniforme, es decir con una apariencia agradable o con una iluminación de fondo agradable.#El componente de plástico , además de la región exterior, conforma también una región interior rodeada ésta por la región exterior en su mayor parte, yendo en la región interior introducido un conductor de luz , o bien la propia región interior hace las veces de conductor de luz . Esa región interior está preferentemente constituida por un canal de inyección, de manera que tanto éste como el componente plástico están formados, al menos parcialmente, por un material transparente o translúcido, pudiendo el componente de plástico estar provisto de una capa decorativa que se puede transiluminar, al menos parcialmente.
PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES ESPUMADOS CON UN MATERIAL SOPORTE VEGETAL.
Sección de la CIP Química y metalurgia
(16/10/2005). Solicitante/s: MOLLER PLAST GMBH. Clasificación: C08J9/00, C08J9/35.
Procedimiento para la fabricación de componentes espumados, en el que se mezcla con un material base plastificado que se ha de espumar un material soporte vegetal, en forma de partículas, que contiene un agente de expansión físico líquido, estando ajustadas la temperatura y la presión del material base de tal forma que el agente de expansión físico líquido no se evapore, reduciéndose a continuación la presión del material base y/o aumentándose la temperatura del material base, de modo que el agente de expansión físico líquido se evapore al menos en parte y se espuma el material base, caracterizado porque el material soporte comprende al menos en parte agramizas.
PROCEDIMIENTO PARA FABRICAR MATERIAL DE FIBRAS NATURALES UNIDAS TERMOPLASTICAMENTE DE FORMA COLABLE Y GRANULADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2004). Solicitante/s: MILLER PLAST GMBH. Clasificación: B29B15/10, B29C70/46, B29C70/50, B29C70/06, B29B9/14.
Procedimiento para fabricar material de fibras naturales unidas termoplásticamente de forma colable y granulada en el que las fibras naturales se mezclan de manera homogénea con un material termoplástico filiforme, caracterizado porque la mezcla se lleva a una forma de estera plana y mediante alimentación de energía se calienta hasta la temperatura de fusión o de ablandamiento del material termoplástico, de modo que aparece una unión entre las fibras naturales y el material termoplástico, y la mezcla solidificada después de enfriar se corta y/o reduce hasta el tamaño deseado.
PROCEDIMIENTO PARA LA PRODUCCION DE UN ELEMENTO DE CONSTRUCCION COMPUESTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2003). Solicitante/s: MILLER PLAST GMBH. Clasificación: B29C44/12.
Procedimiento para la producción de un elemento de construcción compuesto, donde un material decorativo mediante el uso de un pegamento se une a un material no tejido o fieltro, donde entre el material decorativo y el material tejido se aplica un pegamento con agente expansivo integrado y esto produce espuma mediante la acción de energía y, por tanto, simultáneamente se produce una adhesión entre el material decorativo y el material no tejido , caracterizado porque el pegamento se aplica en forma de una lámina o en forma de polvo.
PERFIL HUECO CON REFUERZO INTERNO Y PROCEDIMIENTO PARA LA FABRICACION DE ESTE PERFIL HUECO.
(16/06/2002) Procedimiento para la fabricación de un perfil hueco con refuerzo interno, en especial para su aplicación en las carrocerías de la industria del automóvil, en el que un material de núcleo sólido es revestido con un material activable y se dispone una chapa exterior con la consiguiente formación de un espacio hueco que está definido de antemano, en donde este espacio hueco es rellenado por completo mediante el proceso de formación de espuma partiendo del material activable y el material de núcleo sólido está formado por un material metálico de tipo espumado o no espumado, o bien por un material sintético reforzado por unas fibras de metal, fibras de carbono o fibras de vidrio, o también por un perfil hueco, y el citado perfil es conducido a un baño de inmersión contra la…
Procedimiento para la fabricación de objetos planos y material espumable para la fabricación de objetos planos.
Secciones de la CIP Técnicas industriales diversas y transportes Textiles y papel
(16/01/2002). Solicitante/s: MILLER PLAST GMBH. Clasificación: B29C44/04, B29C44/00, D04H1/68.
Procedimiento para fabricar objetos planos usando una mezcla de fibras y de un material espumable que se espuma mediante suministro de energía, según el cual las fibras se unen parcialmente entre sí formando una red tridimensional de baja densidad, los polímeros contenidos en la misma se expanden libremente sin contrapresión, el material espumado o espumable se incorpora en forma de gotas a las fibras, y por la expansión de las partículas de espuma, las fibras naturales se adhieren entre sí en forma de nudos, quedando apoyadas desde dentro.
COMPONENTE DE REVESTIMIENTO, ESPECIALMENTE PARA MIEMBROS DE SOPORTE DE VEHICULOS DE MOTOR REALIZADOS CON CHAPA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2001). Solicitante/s: MOLLER PLAST GMBH. Clasificación: B60R13/00.
LA PRESENTE INVENCION ADICIONAL SE REFIERE A UN COMPONENTE DE REVESTIMIENTO, ESPECIALMENTE PARA MIEMBROS DE SOPORTE DE CHAPAS METALICAS, REALIZADOS EN FORMA DE PERFIL HUECO, EN EL QUE LA ESTRUCTURA HUECA SE RELLENA TOTALMENTE CON ESPUMA. LA MASA ESPUMABLE SE ALIMENTA A LA SECCION HUECA PREDETERMINADA CON CUALQUIER CONSISTENCIA, Y SE ESPUMA POR ALIMENTACION DE ENERGIA. EL SUMINISTRO DE ENERGIA ACTUA DIRECTA O INDIRECTAMENTE SOBRE LA MASA ESPUMABLE. EL SUMINISTRO DE ENERGIA PUEDE INCLUIR ENERGIA TERMICA, DE ALTA FRECUENCIA O DE MICROONDAS. LA MASA ESPUMABLE PUEDE ALIMENTARSE A LA ZONA HUECA EN FORMA DE POLVO O GRANOS O CON CONSISTENCIA SUFICIENTE COMO PARA QUE PUEDA SER PINTADA.
PIEZA MOLDEADA Y FABRICACION DE LA MISMA.
(01/02/2001) LA PRESENTE INVENCION SE REFIERE A UNA PIEZA MOLDEADA PARA UTILIZAR, POR EJEMPLO, EN EL REVESTIMIENTO INTERNO DE VEHICULOS Y QUE PRESENTA, EN LA SUPERFICIE SUPERIOR DE LA CAPA DE APOYO , QUE SE COMPRIME Y SE REALIZA CON FIBRAS NATURALES UNIDAS ENTRE SI POR MEDIO DE UN AGENTE AGLUTINANTE, UNA CAPA DECORATIVA Y, EN LA SUPERFICIE INFERIOR, UNA CAPA DE OBTURACION , SOBRE LA QUE SE MOLDEAN ELEMENTOS FUNCIONALES EN FORMA DE CLIPS DE FIJACION Y REBORDES DE REFUERZO . LA PIEZA MOLDEADA SE REALIZA DE ACUERDO CON UN PROCEDIMIENTO QUE CONSISTE EN COMPRIMIR UNA ESTERA DE FIBRA NATURAL QUE CONTIENE UN AGENTE AGLUTINANTE SOBRE UNA CAPA DE APOYO…
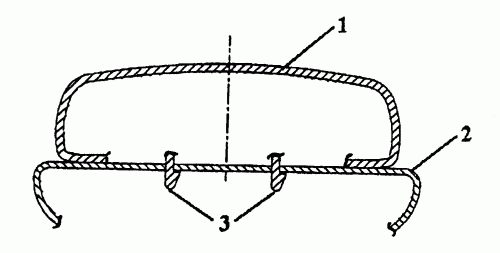
PIEZA DE REVESTIMIENTO, EN ESPECIAL PARA LAS PIEZAS DE SOPORTE DE CHAPA DE LOS VEHICULOS DE MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2000). Ver ilustración. Solicitante/s: MOLLER PLAST GMBH. Clasificación: B60R13/02, B60R13/04.
SE DESCRIBE UN ELEMENTO DE REVESTIMIENTO PARA PANELES DE CHAPA DE VEHICULOS QUE CONSISTE EN UNA PIEZA UNICA DE PERFIL HUECO FORMADA POR SOPLADO Y DISEÑADA DE MODO QUE SE PUEDA INSTALAR DE MANERA DESMONTABLE SOBRE LA CHAPA . EL PERFIL HUECO TIENE ELEMENTOS DE SUJECION EN SU CARA POSTERIOR QUE ENCAJAN EN HUECOS FORMADOS EN LA MENCIONADA CHAPA ASI COMO UNA SERIE DE PERFILES DISPUESTOS POR LOTES EN SENTIDO LONGITUDINAL. LOS ELEMENTOS DE SUJECION PUEDEN INSERTARSE EN EL ESPACIO HUECO, QUE SE RELLENA DE ESPUMA. EL DISPOSITIVO OBJETO DE LA INVENCION GARANTIZA, EN ESPECIAL DESPUES DE LLENAR EL ESPACIO HUECO CON ESPUMA, UNA CAPACIDAD SUFICIENTE DE ABSORCION DE ENERGIA, DE MANERA QUE EN PRINCIPIO LOS IMPACTOS NO DEFORMAN EL PERFIL HUECO.
CUERPO COMPUESTO DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2000). Solicitante/s: MOLLER PLAST GMBH. Clasificación: B60R13/02, B32B5/26.
LA INVENCION SE REFIERE A UN CUERPO COMPUESTO DE CAPAS MULTIPLES, QUE COMPRENDE CAPAS TERMOPLASTICAS Y CAPAS DE FIBRAS NATURALES UNIDAS CON PLASTICO TERMOPLASTICO. DICHO CUERPO COMPUESTO TIENE AL MENOS UNA CAPA DE REFUERZO REALIZADA CON UN TEJIDO DE CELULAS ABIERTAS DE FIBRAS FUNDIDAS, EN CUYA CAPA PENETRAN, POR UNO O AMBOS LADOS, LOS MATERIALES TERMOPLASTICOS EN FUSION DE CAPAS DE FIBRA NATURAL ADYACENTES, INTEGRANDOSE EN LAS MISMAS PARA REFORZARLAS. LA CAPA DE REFUERZO PUEDE TAMBIEN DISPONERSE ADEMAS O UNICAMENTE ENTRE CAPAS DE FIBRA NATURAL Y TERMOPLASTICAS PURAS, O ENTRE CAPAS TERMOPLASTICAS. DE ESTE MODO SE FORMA UN CUERPO COMPUESTO QUE TIENE EXCELENTES PROPIEDADES MECANICAS, EN PARTICULAR EN LO QUE SE REFIERE A LA RESISTENCIA A LA FLEXION Y RESISTENCIA A LOS IMPACTOS.
ELEMENTO DE CONSTRUCCION COMPUESTO, EN ESPECIAL UNA PIEZA DE REVESTIMIENTO COMPUESTA, Y PROCEDIMIENTO PARA LA FABRICACION DE ESTE ELEMENTO DE CONSTRUCCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2000). Solicitante/s: MOLLER PLAST GMBH. Clasificación: B29C70/08, B29B17/00, B32B9/02, B32B21/10.
EN EL COMPONENTE COMPUESTO CORRESPONDIENTE A LA INVENCION, EL MATERIAL DE REFUERZO ESTA FORMADO PARCIAL O TOTALMENTE POR FIBRAS NATURALES RECICLADAS, EN PARTICULAR FIBRAS DE YUTE O DE AGAVE, QUE ESTAN FORMADAS POR TEJIDOS DE MATERIALES DE EMBALAJE PARA EL TRANSPORTE. A ESTAS FIBRAS NATURALES PUEDEN AÑADIRSE MEDIANTE MEZCLA ENTRE UN 10 % A UN 30 % DE OTROS MATERIALES FIBROSOS O INGREDIENTES DE RELLENO. EL MATERIAL DE FIBRA NATURAL QUE SIRVE COMO REFUERZO INSERTADO PUEDE SER COLOCADO DE FORMA NO DIRIGIDA, CAOTICA O DIRIGIDA O SER MOLDEADO O PREMOLDEADO. ADEMAS, SON POSIBLES OTRAS COMBINACIONES, HACIENDO QUE EL REFUERZO INSERTADO FORME CAPAS. COMO AGLUTINANTES SE UTILIZAN MATERIAS PRIMAS SINTETICAS TERMOPLASTICAS O DUROPLASTICOS O UNA COMBINACION DE DUROPLASTICOS Y TERMOPLASTICOS O UNA SUSTANCIA ACTIVA BIOLOGICA. SEGUN LA INVENCION, EL MATERIAL DE PARTIDA PUEDE SER TRITURADO PREVIAMENTE EN TROZOS DE CONSISTENCIA FLUIDA, DESFIBRANDOSE DESPUES ESTOS TROZOS EN UN MOLINO.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MOLDEADAS DE MATERIAL SINTETICO CON UN FORRO DE MATERIAL DECORATIVO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1998). Solicitante/s: MOLLER WERKE GMBH. Clasificación: B29C44/12.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE MOLDEADOS DE PLASTICO CON UNA CAPA DE SUPERFICIE DECORATIVA, ASI COMO UNA CAPA CELULAR DE PLASTICO ENTRE LA CAPA DECORATIVA Y EL MOLDEO . UNA CAPA NO EXPANSIONADA SE APLICA PRIMERO EN LA PARTE POSTERIOR DE LA CAPA DECORATIVA. LA CAPA NO EXPANDIDA SE UNE A CONTINUACION AL MOLDEO Y SE EXTIENDE MEDIANTE LA ACCION DE CALOR MIENTRAS SE UNE AL MOLDEO.
{kind=link}
{kind=link}