CONJUNTO DE MATERIALES CON PIEZA INTERMEDIA SOLDADA POR EXPLOSIÓN.
Procedimiento para fabricar un conjunto de materiales (1) que comprende un tubo (2) de acero y un tubo (3) de un material de base de cobre,
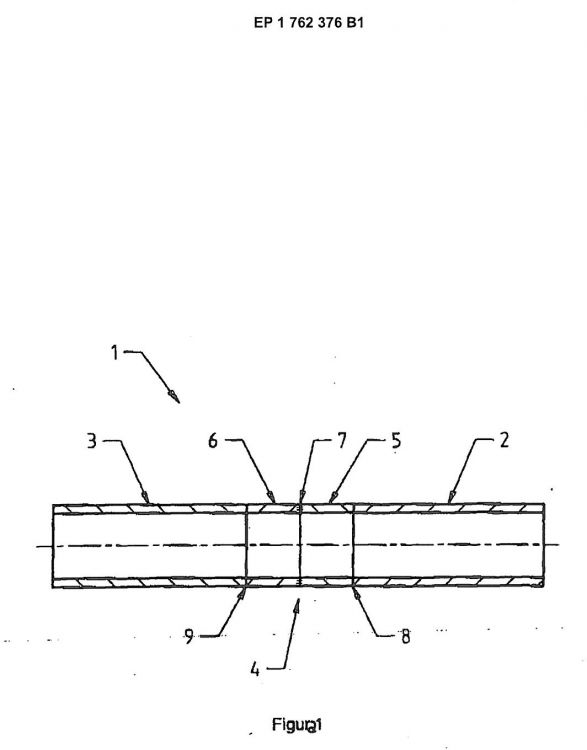
caracterizado porque se fabrica un tramo de tubo (4) constituido por una zona (5) de acero y una zona (6) de un material de base de cobre, que están unidas mediante soldadura por explosión formando la zona de unión (7), y porque el tubo (2) puede unirse con la zona (5) formando la zona de unión (8), y el tubo (3) puede unirse con la zona (6) formando la zona de unión (9) mediante un procedimiento de soldadura por fusión o por difusión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06018825.
Solicitante: PLANSEE SE.
Nacionalidad solicitante: Austria.
Dirección: EHRENBERGSTRASSE 43 6600 REUTTE AUSTRIA.
Inventor/es: FRIEDRICH, THOMAS, HUBER, THOMAS, SCHEDLER,BERTRAM, SCHEDLE,DIETMAR, SCHEIBER,KARLHEINZ, ZABERNIG,ANTON, FRIEDLE,HANS-DIETER, MAIR,SANDRA, WORLE,NADINE.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Septiembre de 2006.
Clasificación Internacional de Patentes:
- B23K20/08B
- B23K20/227 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › con una capa ferrosa.
- B23K20/233 B23K 20/00 […] › sin capa ferrosa.
Clasificación PCT:
- B32B15/01 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › estando compuestas todas las capas exclusivamente de metal.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para fabricar un conjunto de materiales que comprende una pieza de acero o de un material de base de titanio y una pieza de un material de base de cobre o de aluminio.
Los materiales de base de cobre o de aluminio no pueden unirse directamente con acero o con materiales de base de titanio mediante procedimientos de soldadura por fusión. En lo sucesivo, por materiales de base se entenderán respectivamente aleaciones con un contenido del metal base > 50% en peso. El término acero abarca toda la familia de materiales de los aceros.
Un campo de aplicación importante de los conjuntos de materiales que comprenden una pieza de acero o de un material de base de titanio y una pieza de un material de base de cobre o de aluminio, son los componentes de refrigeración. El cobre y el aluminio se emplean a causa de su elevada capacidad de conducción térmica. Para lograr una estabilidad estructural suficiente, las piezas de cobre o de aluminio se unen con un material estructural, habitualmente acero o un material de titanio.
Los conjuntos de materiales de acero -cobre se usan por ejemplo como partes de componentes de primera pared de reacciones de fusión. El desarrollo de componentes de primera pared, especialmente para los ámbitos de las máximas densidades de energía como, por ejemplo, el ámbito de desviadores, baffles y limitadores, constituye un elemento clave en la realización tecnológica de la investigación de fusión. Se han realizado extensos programas de desarrollo para lograr la unión entre estos materiales.
El documento DE-A-4229793 da a conocer un procedimiento para la fabricación de un conjunto de materiales que comprende una pieza (3) de acero, fabricándose una pieza intermedia constituida por una zona
(2) de acero y una zona (1) de un material de base de cobre, que están unidas por soldadura por explosión formando una zona de unión. La pieza (3) de acero está unida por soldadura con la zona (2) de acero formando una zona de unión.
Así, particularmente para los conjuntos de materiales de acero / cobre se conocen las siguientes soluciones:
- Incorporación por soldadura de un
adaptador de Ni entre el material de base
de cobre y el acero
- Estanqueización de la transición mediante
una capa aplicada por galvanización
- Soldadura por difusión
- Soldadura indirecta
Las uniones por soldadura indirecta presentan desventajas en cuanto a la resistencia a la corrosión y la estabilidad. Frecuentemente tampoco es suficiente la estabilidad de las uniones realizadas mediante soldadura por difusión. Además, el ajuste de la constancia necesaria del proceso es muy complicado. Las uniones presentan además unos valores de estabilidad muy dispersos y además bajos. También resulta desventajosa la incorporación por soldadura de un adaptador de Ni entre el material de base de cobre y el acero, como se mostraba en los ensayos de solicitación térmica. Por lo tanto, esta transición es susceptible a la fluencia localizada en la zona del adaptador de Ni.
Por lo tanto, la presente invención tiene el objetivo de proporcionar uniones de materiales que presenten una suficiente capacidad de funcionamiento, especialmente con vistas a la estabilidad, la fatiga
térmica y la resistencia a la corrosión.
El objetivo se consigue mediante las reivindicaciones independientes 1 y 10.
En primer lugar, se fabrica un tramo de tubo que se compone de una zona de acero y una zona de un material de base de cobre, que están unidas entre sí mediante soldadura por explosión. De una manera sencilla, esto puede realizarse usando chapas / placas de los materiales correspondientes. Dado que el cobre es más dúctil que el acero y también presenta un límite de alargamiento más bajo, resulta más favorable posicionar la chapa / placa de cobre sobre la chapa / placa de acero. A continuación, se aplica el explosivo sobre la chapa / placa de cobre. Como es típico para las uniones soldadas por explosión, se forma una zona de unión ondulada, dentada, de gran estabilidad. A partir del conjunto fabricado de esta forma, pueden elaborarse, mediante procedimientos mecánicos o por chorro, piezas intermedias con la geometría correspondiente.
Después, las piezas del conjunto de materiales se unen con las zonas correspondientes de la pieza intermedia mediante un procedimiento de soldadura por fusión o por difusión. Por consiguiente, es aplicable que la pieza del conjunto de materiales y la zona de la pieza intermedia unida a ésta son de materiales del mismo tipo. Por materiales del mismo tipo se entiende que éstos se componen del mismo material base, es decir, por ejemplo, la pieza es de un material de base de cobre y la zona es de un material de base de cobre, o bien, la pieza es de acero y la zona es de acero.
Por lo tanto, para fabricar un conjunto de materiales, en primer lugar, se fabrica mediante soldadura por explosión una pieza intermedia de acero y de un material de base de cobre. A continuación, mediante un procedimiento de soldadura por fusión o por difusión, una pieza de acero se une con la zona de acero de la pieza intermedia y una pieza de un material de base de cobre se une con la zona de un material de base de cobre de la pieza intermedia. El acero de la pieza intermedia puede tener una composición y/o estructura distinta al acero del resto del conjunto de materiales, o bien, lo que es preferible, tener la misma composición y/o estructura. De forma análoga, esto es válido también para el material de base de cobre.
Para el conjunto de materiales, de manera ventajosa se emplean materiales solidificados como, por ejemplo, aleaciones de cobre solidificadas con partículas (por ejemplo, Cu-Cr-Zr) o aceros aleados (por ejemplo, aceros austeníticos, como el 316L). Por lo tanto, las correspondientes zonas de material de la pieza intermedia (por ejemplo, Cu-Cr-Zr / 316L) presentan un límite de fluencia suficientemente alto. Por lo tanto, no existe ninguna transición de baja estabilidad que pueda fallar por fluencia localizada. Por consiguiente, los alargamientos originados por tensiones pueden ser absorbidos a través de una zona más grande o son absorbidos por las piezas del conjunto de materiales. Además, la soldadura por explosión constituye un procedimiento económico y establecido para cualquier combinación de materiales. La unión soldada por explosión puede comprobarse sin destrucción. Dado que la unión entre las zonas de la pieza intermedia y las piezas del conjunto de materiales se componen respectivamente de materiales del mismo tipo, pueden aplicarse procedimientos de soldadura por fusión o por difusión. Entre los procedimientos de soldadura por fusión cabe destacar la soldadura TIG, la soldadura por láser y la soldadura por rayo de electrones. Para aplicaciones en el ámbito de la primera pared resulta ventajoso además que se cumpla con el requisito de una permeabilidad magnética lo más baja posible, ya que se evita el uso de níquel.
Para el uso como componente de refrigeración resulta ventajoso que la pieza intermedia esté realizada como tramo de tubo y que las piezas del conjunto de materiales estén realizadas en forma tubular. La pieza intermedia realizada como tramo de tubo también se elabora a partir de una placa compuesta, fabricada mediante soldadura por explosión, correspondiendo la extensión axial del tramo de tubo al grosor de la placa compuesta. Unos resultados especialmente ventajosos se pudieron conseguir para conjuntos de materiales de acero / material de base de cobre. Entre la multitud de clases de acero cabe destacar los aceros austeníticos o parcialmente austeníticos. Como material de base de cobre se han acreditado las aleaciones de cobre endurecidas con partículas, como por ejemplo la aleación de cobre Cu-Cr-Zr endurecida por precipitación. De manera especialmente ventajosa, con el procedimiento según la invención pueden fabricarse componentes de primera pared o partes de componentes de primera pared de un reactor de fusión.
A continuación, está representado un ejemplo según la invención.
La figura 1 muestra una sección transversal de un conjunto de materiales configurado en forma tubular. Ejemplo:
Se fabricó un conjunto de materiales tubular -1-de Cu-Cr-Zr / 316L (acero austenítico). Los conjuntos de materiales de este tipo se emplean como intercambiadores de calor en...
Reivindicaciones:
1. Procedimiento para fabricar un conjunto de materiales (1) que comprende un tubo (2) de acero y un tubo (3) de un material de base de cobre, caracterizado porque se fabrica un tramo de tubo (4) constituido por una zona (5) de acero y una zona (6) de un material de base de cobre, que están unidas mediante soldadura por explosión formando la zona de unión (7), y porque el tubo (2) puede unirse con la zona (5) formando la zona de unión (8), y el tubo (3) puede unirse con la zona (6) formando la zona de unión (9) mediante un procedimiento de soldadura por fusión o por difusión.
2. Procedimiento según la reivindicación 1, caracterizado porque la pieza (2) y la zona (5) se componen del mismo material.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la pieza (3) y la zona (6) se componen del mismo material.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque una chapa de un material de base de cobre se une mediante soldadura por explosión con una chapa de acero y a partir del conjunto fabricado de esta forma se elabora el tramo de tubo (4).
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la pieza (2) se une con la zona
(5) y la pieza (3) se une con la zona (6) mediante soldadura TIG, soldadura por láser o soldadura por rayo de electrones.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el acero presenta al menos por zonas una estructura austenítica.
7. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el material de base de cobre está endurecido con partículas.
8. Procedimiento según la reivindicación 7, caracterizado porque el material de base de cobre es Cu-Cr-Zr.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque el conjunto de materiales (1) se usa como componente de primera pared o parte de un componente de primera pared de un reactor de fusión.
10. Conjunto de materiales (1), que comprende un tubo
(2) de acero y un tubo (3) de un material de base de cobre, caracterizado porque los tubos (2, 3) del conjunto de materiales están unidos mediante un tramo de tubo (4), componiéndose el tramo de tubo (4) de una zona (5) de acero y una zona (6) de un material de base de cobre, que están unidas entre sí en arrastre de materiales mediante soldadura por explosión formando la zona de unión (7) y porque el tubo (2) está unido en arrastre de materiales con la zona (5) formando una zona de unión (8) y el tubo
(3) con la zona (6) formando la zona de unión (9) mediante un procedimiento de soldadura por fusión o por difusión.
Patentes similares o relacionadas:
Procedimiento para la producción de un producto de acero inoxidable unido por difusión, del 24 de Septiembre de 2018, de NISSHIN STEEL CO., LTD.: Un procedimiento de producción de un producto de acero inoxidable unido por difusión, que comprende poner en contacto directamente materiales […]
Procedimiento de soldadura por fricción, del 10 de Septiembre de 2014, de ThyssenKrupp Marine Systems GmbH: Procedimiento de soldadura por fricción para la unión de de un primer componente provisto con una escotadura con un segundo componente que encaja en la escotadura […]
 Método de fricción y agitación y par de piezas de trabajo unidas mediante dicho método, del 9 de Mayo de 2012, de THE WELDING INSTITUTE: Un método de fricción-agitación que incluye provocar la entrada de una sonda giratoria de una herramienta de fricción-agitación en una pieza de trabajo […]
Método de fricción y agitación y par de piezas de trabajo unidas mediante dicho método, del 9 de Mayo de 2012, de THE WELDING INSTITUTE: Un método de fricción-agitación que incluye provocar la entrada de una sonda giratoria de una herramienta de fricción-agitación en una pieza de trabajo […]
 COMPONENTES METÁLICOS REVESTIDOS CON CARACTERÍSTICAS DE CONDUCTIVIDAD TÉRMICA UNIFORME Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 29 de Abril de 2011, de ALL-CLAD METALCRAFTERS LLC: Recipiente de cocción fabricado de una lámina de metal compuesto multicapa modelada , la mencionada lámina de compuesto que comprende una […]
COMPONENTES METÁLICOS REVESTIDOS CON CARACTERÍSTICAS DE CONDUCTIVIDAD TÉRMICA UNIFORME Y PROCEDIMIENTO PARA SU FABRICACIÓN, del 29 de Abril de 2011, de ALL-CLAD METALCRAFTERS LLC: Recipiente de cocción fabricado de una lámina de metal compuesto multicapa modelada , la mencionada lámina de compuesto que comprende una […]
DISPOSICION DE UNA BANDA DE CUBIERTA EN UNA GUIA LINEAL., del 16 de Junio de 2006, de SCHAEFFLER KG: Disposición de una banda de cubierta en una guía lineal para cerrar taladros para tornillos de fijación de un carril de guía , en donde la banda de cubierta (3, […]
METODO DE PRODUCCION DE MATERIALES COMPUESTOS METALICOS QUE SE PUEDEN TRATAR A ALTAS TEMPERATURAS., del 16 de Abril de 2006, de SIGMABOND TECHNOLOGIES CORPORATION: Un método para producir un material compuesto, incluyendo dicho material compuesto una capa de material de revestimiento de metal , […]
PLANCHA PARA COCINAR PROVISTA DE UN NUCLEO DE COBRE Y PROCEDIMIENTO PARA SU FABRICACION., del 1 de Noviembre de 2002, de CLAD METALS LLC: Se proporciona una plancha compuesta que tiene un núcleo de cobre duro que está unido por difusión a una o varias placas exteriores de […]
Soldadura sin fundentes de materiales compuestos de aluminio, del 14 de Septiembre de 2016, de Hydro Aluminium Rolled Products GmbH: Uso de un material compuesto de aluminio que está constituido por al menos una aleación de núcleo de aluminio y al menos una capa de soldadura externa, prevista en uno o […]