8 patentes, modelos y diseños de TOKAI KOGYO KABUSHIKI KAISHA
METODO DE FABRICACION DE UN MIEMBRO DE ALMOHADILLA.
(01/11/2006) Método de fabricación de un miembro de almohadilla mediante moldeo por expansión, que comprende las etapas de proporcionar una matriz superior y una matriz inferior , en el que en dicha matriz inferior están formadas una primera cavidad para formar una primera parte central que tiene una parte de capa de anverso situada en un lado anverso de dicho miembro de almohadilla y una parte de capa de reverso situada en un lado reverso de dicho miembro de almohadilla , y una segunda cavidad para formar una segunda parte central dispuesta en la parte posterior de dicha primera parte central , y está prevista una partición frontal y posterior…
METODO Y APARATO PARA MOLDEADO POR EXTRUSION.
(01/03/2003) DE ACUERDO CON LA INVENCION, SE REALIZA UNA EXTRUSION PRELIMINAR PARA HALLAR UNA CONTRAPRESION OPTIMA QUE PUEDE PROPORCIONAR UN TAMAÑO DE SECCION PREDETERMINADO PARA PARTES RESPECTIVAS DE UN MODELO DE MOVIMIENTO DA DE UN MOLDE MOVIL; TAL MODELO ESTA DETERMINADO POR UNA FORMA DEL PRODUCTO. SE ASUME QUE EL MOLDE MOVIL ESTA COLOCADO EN UNA POSICION DA1 QUE CORRESPONDE A UNA PARTE LATERAL DE UN PRODUCTO Y UN VALOR DE UNA CONTRAPRESION BP, EN EL QUE UN PRODUCTO MOLDEADO TIENE UN TAMAÑO DE SECCION PREDETERMINADO MIENTRAS SE CAMBIAN GIROS DE UN TORNILLO DE FORMA DIFERENTE DURANTE EL MOLDEADO DE UN MATERIAL DE MOLDEADO, SE REALIZA UNA CONTRAPRESION OPTIMA BPO. UNA CONTRAPRESION OPTIMA DE UN PRODUCTO SE DETERMINA DE UNA MANERA…
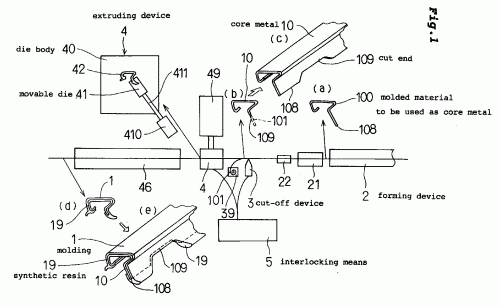
METODO Y APARATO PARA FABRICAR UNA MOLDURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2003). Ver ilustración. Inventor/es: AOYAMA, YOSHIHIRO, TOKAI KOGYO KABUSHIKI KAISHA. Clasificación: B29C47/02, B29C69/00, B29C47/12.
UN METODO PARA FABRICAR EL MOLDE 1 COMPRENDE UN PROCESO DE FORMACION DE PREPARAR UN MATERIAL MOLDEADO 100 QUE SE EMPLEA COMO NUCLEO METALICO 10 Y TIENE UNA CONFIGURACION CON SECCION UNIFORME, FORMANDO UN MATERIAL DEL NUCLEO METALICO 10 EN UNA CONFIGURACION PREFIJADA; UN PROCESO DE CORTE, CORTANDO UNA PARTE DEL MATERIAL MOLDEADO 100 PARA PREPARAR EL NUCLEO METALICO 10, CUYA CONFIGURACION EN SECCION VARIA; Y UN PROCESO DE EXTRUSION, PARA EXTRUIR DE FORMA VARIABLE LA RESINA SINTETICA 19 EN UNA SUPERFICIE DEL NUCLEO METALICO , MOVIENDO UN MOLDE MOVIL 41, DE ACUERDO CON LA CONFIGURACION DE LA SECCION DEL NUCLEO METALICO 10, UTILIZANDO UN CUERPO DE MOLDE DE EXTRUSION 40 Y EL MOLDE MOVIL 41 INSTALADO EN EL CUERPO DEL MOLDE 40. DE ACUERDO CON ESTE METODO, LA ADHERENCIA DE LA RESINA SINTETICA AL NUCLEO METALICO PUEDE CONSEGUIRSE CON FIABILIDAD Y, DE ESTE MODO, SE PUEDE FACILITAR ESTE METODO DE FABRICACION DEL MOLDE DE GRAN PRODUCTIVIDAD.
MAQUINA DE MOLDEO POR EXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2001). Inventor/es: TODAKA, NOBUHIKO, HIRAI, YOICHI. Clasificación: B29C47/02.
SE PRESENTA UNA MAQUINA DE MOLDEADO POR EXTRUSION PARA MANUFACTURAR UNA UNIDAD DE PANEL QUE INCLUYE UN PANEL Y UN MARCO MONTADO SOBRE EL BORDE PERIFERICO DEL PANEL . LA MAQUINA DE MOLDEADO POR EXTRUSION INCLUYE UN TROQUEL DE MOLDEADO PARA FORMAR EL MARCO SOBRE EL BORDE PERIFERICO DEL PANEL MEDIANTE MOLDEADO A EXTRUSION. EL TROQUEL DE MOLDEADO ESTA ADAPTADO PARA SEGUIR LA FLUCTUACION DEL BORDE PERIFERICO DEL PANEL PROVOCADA POR LA VARIACION DE LA CURVATURA DEL PANEL.
PRODUCTO EXTRUIDO Y PROCEDIMIENTO DE EXTRUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1999). Inventor/es: ITO, TOSHIKAZU. Clasificación: B29C47/02, B29C47/12, B60J1/00.
UNA COMPOSICION DE RESINA CLORURO DE VINILO MOLDEADA POR INYECCION, COMPRENDE UN COPOLIMERO DE CLORURO DE VINILO CON UN ALQUILO ESTER O UN {AL} OLEFIN, CUYO MOLDEO POR INYECCION TIENE UNA FORMA TRANSVERSAL QUE VARIA A LO LARGO DE LA DIRECCION DE EXTRUSION, VARIANDO LA FORMA DEL ORIFICIO DEL EXTRUSOR. LA COMPOSICION PUEDE BIEN ACOPLARSE A LA VARIACION DE FORMA PARA CONSEGUIR UN MOLDEO POR INYECCION A ALTA PRODUCTIVIDAD.
METODO Y APARATO PARA LA PRODUCCION DE UN ELASTOMERO ALARGADO DE CAUCHO VULCANIZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1999). Inventor/es: MORITA, HIROYUKI. Clasificación: B29L31/30, B29C35/06, B29K21/00, B29K105/24.
DESPUES DE QUE UN ARTICULO MOLDEADO MEDIANTE EXTRUSION SEA MOLDEADO DESDE UN PUERTO DE EXTRUSION DE UN TROQUEL, LA SECCION DEL ARTICULO MOLDEADO POR EXTRUSION ES CAMBIADA MEDIANTE MEDIOS CAPACES DE CAMBIAR LA FORMA DURANTE EL TIEMPO DESDE EL INICIO DE LA VULCANIZACION DEL ARTICULO MOLDEADO POR EXTRUSION HASTA LA SEMI-VULCANIZACION, Y LA VULCANIZACION DEL ARTICULO MOLDEADO POR EXTRUSION ES SUBSECUENTEMENTE COMPLETADA. DE ESTA FORMA, PUEDE PRODUCIRSE FACILMENTE UN ELASTOMERO ALARGADO QUE TENGA SU SECCION CAMBIADA A UNA FORMA DESEADA Y QUE TENGA LA ELASTICIDAD REQUERIDA.
MOLDURA PARA VENTANILLA DE AUTOMOVIL Y PROCEDIMIENTO DE PRODUCCION DE LA MISMA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1997). Inventor/es: YADA, YUKIHIKO, 8-6, AZA-KOMORI NARUMI-CHO. Clasificación: B29C47/02, B60J10/02, B29C47/00, B60J1/02.
SE FORMA CON EXTRUSION UN MOLDE MEDIANTE CAMBIO CONTINUO DE ANCHURA Y GROSOR DE UNA PARTE DECORATIVA POR PARTE DE UN MOLDE SUPERIOR (2A) Y UN MOLDE LATERAL (2C), Y LA LONGITUD TOTAL DEL MOLDE SE FORMA CONTINUAMENTE SIN SUMARSE AL PROCESO, COMO CORTE. DURANTE LA SERIE DE FORMACION CON EXTRUSION, SE DISPONE UNA RANURA DE DESCARGA DE AGUA DE LLUVIA EN LA PARED LATERAL CIRCUNFERICA INTERNA DE LA PARTE DE GROSOR EXPANDIDO (21A) DE LA PARTE DECORATIVA EN EL MOMENTO DEL MOLDEO POR EXTRUSION CONTINUO. LA RANURA DE DESCARGA DE AGUA DE LLUVIA CON UNA BUENA FUNCION DE EMBALSE SE FORMA CON ALTA RIGIDEZ EN LA PARTE DECORATIVA DEL MOLDE LATERAL (2C). ADEMAS, LA PARTE DECORATIVA DEL MOLDE SUPERIOR (2A) DONDE NO SE FORMA RANURA DE DESCARGA DE AGUA DE LLUVIA ES MAS ESTRECHA, POR LO QUE EL MOLDE ES MAS LIGERO Y SE REDUCEN LOS COSTOS. ADEMAS, SE GARANTIZA UNA BUENA SEGURIDAD EN LA CONDUCCION, MEJORANDO ASI LA CONDUCCION SEGURA.
MOLDURA DE VENTANILLA PARA VEHICULOS Y PROCEDIMIENTO DE FABRICACION DE LA MISMA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1997). Inventor/es: HIRAI, YOICHI, YADA, YUKIHIKO. Clasificación: B29C47/02, B29C47/92, B60J1/02.
SE PRESENTA UNA MOLDURA QUE SE MONTA SOBRE LA PARTE PERIFERICA DE UNA PLANCHA DE CRISTAL DE UNA VENTANILLA QUE SE FIJA A UNA ABERTURA DE VENTANILLA EN UN PANEL DEL CUERPO ASI COMO UN METODO PARA LA MANUFACTURACION DE LA MISMA. UNA PARTE DE GROSOR EXTERIORMENTE EXPANDIDO (22A) SE FORMA SOBRE UNA PATA EN CONFORMIDAD CON UNA DIFERENCIA EN EL NIVEL FORMADA ENTRE LA SUPERFICIE EXTERNA DEL CRISTAL DE LA VENTANILLA Y LA SUPERFICIE EXTERNA DE UN PANEL DEL TECHO . UN CANALON PARA RECIBIR EL AGUA DE LLUVIA SE ENCUENTRA FORMADO EN LA PARTE DE GROSOR EXTERIORMENTE EXPANDIDO (22A) DE FORMA QUE ESTE ABIERTO HACIA EL LADO CIRCUNFERENCIAL INTERNO. EL CANALON PARA RECIBIR EL AGUA DE LLUVIA SE FORMA SOLAMENTE EN LAS ZONAS DONDE SE REQUIERE, Y LA PROFUNDIDAD Y ANCHURA DEL MISMO CAMBIAN DE FORMA ADECUADA. DE ACUERDO CON EL METODO DE LA INVENCION, LA LONGITUD COMPLETA DE LA MOLDURA SE FORMA DE MANERA CONTINUA A TRAVES DE UN PROCESO DE MOLDEADO POR EXTRUSION CAMBIANDO LOS TROQUELES EN MOMENTOS PREDETERMINADOS.
{kind=link}