38 patentes, modelos y diseños de SUMITOMO METAL INDUSTRIES, LTD.
Empalme roscado para tuberías de acero.
(30/05/2012) Un empalme roscado para una tubería de acero que tiene un miembro de punta dotado de una roscaahusada macho , una porción que forma una junta metálica, y una porción que forma un tope de torsión yun miembro de tuerca que tiene una rosca ahusada hembra , una porción que forma una junta metálica yuna porción que forma un tope de torsión correspondientes a las de la porción de punta, caracterizado porque lasroscas que constituyen la rosca ahusada macho y la rosca ahusada hembra tienen una primera porción derosca trapezoidal que no tiene contacto simultáneo en los flancos de carga y en los flancos de penetración,y una segunda porción de rosca trapezoidal…
Pieza de refuerzo de la carroceria de automóvil, pieza de larguero lateral delantero y estructura lateral de la carrocería de automóvil.
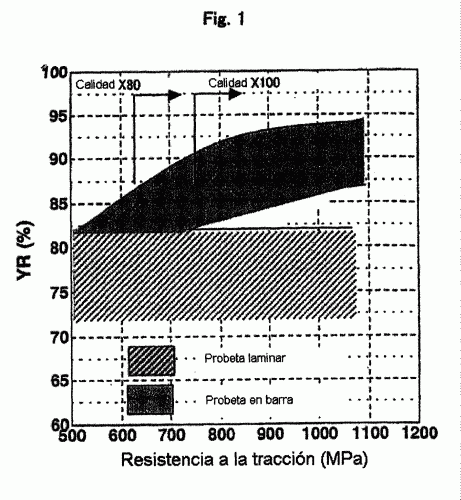
(23/05/2012) Una pieza resistente para una carrocería de automóvil que tiene un cuerpo tubular (40h) que estáconstituido por una única pieza en la dirección axial, teniendo dicho cuerpo tubular una sección transversal cerrada yteniendo una parte curvada (40a) caracterizada por que el cuerpo tubular tiene:
una parte tratada térmicamente de ultra alta resistencia (40a, 40e) que se ha sometido a templado por altafrecuencia para tener una resistencia a la tracción que supere 1100 MPa y
una parte de baja resistencia (4Of, 40g) que es el resto del cuerpo distinto a la parte tratada térmicamente deultra alta resistencia y que tiene una resistencia a la tracción…
ALEACIÓN DE NÍQUEL Y PROCEDIMIENTO DE FABRICACIÓN DE LA MISMA.
(20/01/2012) Aleación de níquel que tiene excelente resistencia contra la formación de grietas intergranular es por corrosión en fatiga, que consiste, en % en masa: 0,01 - 0,05 %; Si: 0,05 - 1 %; Mn: 0,05 - 1 %; P: 0,02 % o menos; S: 0,02 % o menos; Cr: 10 - 35 %; Ni: 40 - 80 %; Al: 2 % o menos; Ti: 0,5 % o menos; y resto Fe e impurezas, incluyendo opcionalmente además % en masa como mínimo uno de: Co: 2,5 % o menos; Cu: 1 % o menos; Nb + Ta: 3,15 - 4,15 %; Mo: 8 - 10 %; y V: 0.035 % o menos caracterizado porque la estructura cristalina tiene una proporción de límite de ángulo pequeño de 4% o más en cuanto a límites de granos.
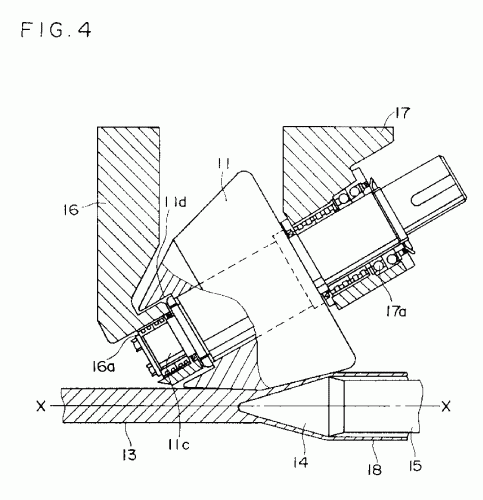
HORNO DE GASIFICACIÓN Y FUSIÓN PARA RESIDUOS Y MÉTODO DE GASIFICACIÓN Y FUSIÓN.
(13/06/2011) Un horno de gasificación y fusión para residuos , que es un horno vertical, y en el que se queman los residuos, las materias orgánicas contenidas en los residuos se gasifican y recuperan como gas de activación y, al mismo tiempo, la ceniza y los metales contenidos en los residuos se recuperan como fundidos, incluyendo dicho horno una salida de gas , una salida de escoria y metal fundidos , una entrada de residuos , una lanza central del horno , una tobera superior dispuesta en una o más fases en una parte de la pared del horno situada entre dicha entrada de residuos y dicha salida de gas , una tobera inferior dispuesta en una o más fases en la parte de la pared del horno situada entre dicha entrada de residuos y dicha salida de escoria y metal fundidos , un dispositivo de medición…
UNIÓN ROSCADA PARA TUBERÍAS DE ACERO.
(11/04/2011) Una unión roscada para tuberías de acero que comprende un pasador y una caja teniendo cada uno una superficie de contacto que incluye una parte roscada y una parte de contacto metálica no roscada , caracterizada por que la superficie de contacto de al menos uno del pasador y la caja tiene un recubrimiento lubricante sólido que comprende un polvo lubricante, una carga fibrosa y un aglutinante en el que la proporción de masa de la carga fibrosa respecto al aglutinante está en el intervalo de 0,01 a 0,5
UNIÓN ROSCADA PARA TUBERÍA DE ACERO.
(08/04/2011) Una unión roscada para tuberías de acero que comprende un pasador y una caja teniendo cada uno una superficie de contacto que incluye una parte roscada y una parte de contacto metálica no roscada, en la que la superficie de contacto de al menos uno del pasador y la caja tiene un recubrimiento lubricante sólido que comprende un polvo lubricante y un aglutinante, caracterizado por que la proporción de área de una sección transversal a lo largo del espesor del recubrimiento lubricante sólido que está ocupada por partículas secundarias del polvo lubricante que tienen un diámetro circular equivalente de 15-60 m es del 30% al 85%
JUNTA ROSCADA PARA TUBERÍA DE ACERO Y MÉTODO PARA EL TRATAMIENTO SUPERFICIAL DE LA JUNTA ROSCADA.
(22/02/2011) Un proceso para el tratamiento superficial de una junta roscada para tuberías de acero que comprende un perno y una caja , teniendo cada uno una superficie de contacto que incluye una porción roscada y una porción de contacto metálica no roscada , en el que el proceso comprende la etapa de: aplicar un fluido de recubrimiento que contiene una resina y un polvo lubricante en un disolvente a la superficie de contacto de al menos uno del perno y la caja, y caracterizado por comprender además: secar el recubrimiento aplicado mediante calentamiento de múltiples etapas que incluye, al menos, la primera etapa de calentamiento en el intervalo de temperatura de 70ºC a 150ºC y la segunda etapa de calentamiento en el intervalo…
PRODUCTO DE ACERO INOXIDABLE QUE CONTIENE BORO ELEMENTAL Y MÉTODO PARA SU PRODUCCIÓN.
(14/02/2011) Una plancha de acero inoxidable que contiene B, a la que un material de protección hecho de un acero inoxidable que contiene 0,3% en masa, o menos, de B, se junta con al menos dos caras, una enfrente de otra, de la pieza desbastada, excluyendo la superficie plana de trabajo, en una pieza desbastada de acero inoxidable que contiene 0,3-2,5% en masa, de B, integrándose en una pieza mediante un metal de soldadura que comprende un acero inoxidable con una composición química que satisface la relación expresada mediante las fórmulas - , de abajo: 15 ≤qq eq Cr ≤qq 30 4 ≤qq eq Cr - eq Ni ≤qq 17donde, eq Cr = Cr +…
JUNTA ROSCADA PARA TUBERIAS DE ACERO Y PROCESO DE TRATAMIENTO SUPERFICIAL DE LAS MISMAS.
(06/08/2010) Una junta roscada para tuberías de acero que se compone de una punta y un manguito teniendo cada uno una superficie de contacto que incluye una parte roscada y una parte de contacto metálico no roscada ,
en la que la superficie de contacto de al menos una de entre la punta y el manguito tiene un recubrimiento lubricante sólido formado sobre la misma que se compone de un polvo lubricante seleccionado de entre el bisulfuro de molibdeno y/o el bisulfuro de tungsteno y una resina, caracterizada porque el recubrimiento tiene una dureza de 70-140 en la escala M de Rockwell
JUNTA ROSCADA PARA TUBERIAS DE POZOS PETROLIFEROS Y METODO PARA PRODUCIR LA MISMA.
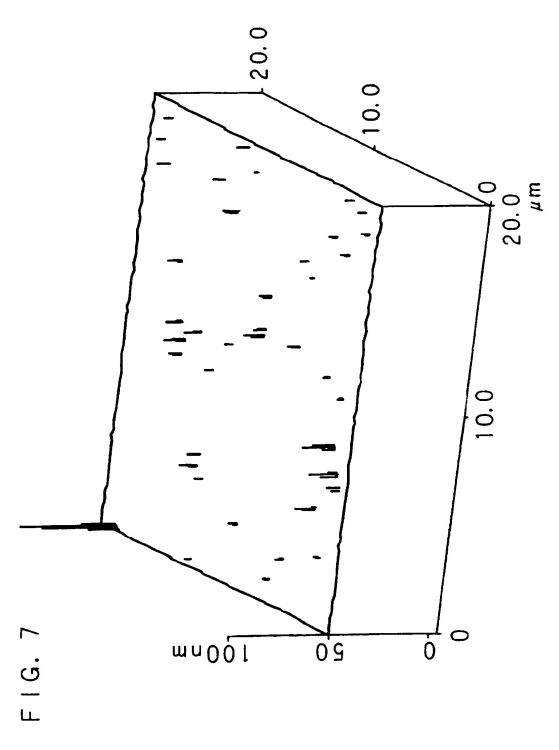
(05/08/2010) Una unión roscada para una tubería de pozo petrolífero en la que una tensión residual en la dirección axial de una zona inferior roscada es de -400 MPa o menos como un valor del análisis de tensión por rayos X entre una superficie y una zona con una profundidad de 40 µm,
y en la que una forma roscada de la junta roscada de una tubería de pozo petrolífero es cualquiera de entre una rosca de tipo trapezoidal y una rosca redondeada
SUSTRATO PARA ESTAMPADORA Y PROCEDIMIENTO PARA PRODUCIR EL MISMO.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(20/10/2009). Ver ilustración. Inventor/es: KATSUKI,F.,SUMITOMO METAL INDUSTRIES,LTD, FUKUI K.,SUMITOMO METAL INDUSTRIES,LTD, KURODA,A.,SUMITOMO METALS. Clasificación: G11B7/26, B24B37/00.
Un sustrato para una estampadora, que comprende una placa de metal que tiene una superficie frontal y una superficie trasera, en el que se proporciona una capa metálica de revestimiento sobre la superficie frontal o sobre la superficie trasera, o tanto sobre la superficie frontal como sobre la trasera, caracterizado porque el grado de impurezas con respecto a inclusiones no metálicas en dicha placa no es mayor que 0,05%.
METODO DE COLADA CONTINUA QUE UTILIZA UN DISPOSITIVO DE ALIMENTACION DE ACERO FUNDIDO.
(01/11/2008) Un método de colada continua, que comprende suministrar un acero fundido almacenado en una artesa al interior de un molde que usa un aparato para suministrar acero fundido, cuyo aparato comprende una artesa para almacenar acero fundido, una boquilla superior como una salida dispuesta en el fondo de la artesa, una boquilla de inmersión para suministrar el acero fundido al interior de un molde y un mecanismo de control de caudal situado entre la boquilla superior y la boquilla de inmersión para controlar el caudal del acero fundido desde la artesa al interior del molde, en el que la superficie que está en contacto con el acero…
SOLDADURA DE ACERO DE ALTA RESISTENCIA QUE TIENE UNA RESISTENCIA MEJORADA A AGRIETAMIENTO EN FRIO Y UN METODO DE SOLDADURA.
(01/12/2007) Un método de soldadura para acero, en el que inmediatamente después de la soldadura la cantidad de hidrógeno en el metal depositado (HD [ml/100 g]) se determina de acuerdo con JIS Z3118 y en el que el tiempo T hasta que el metal depositado se enfría a 100ºC después de la soldadura satisface la siguiente Ecuación , y en el que la soldadura se realiza para formar un metal depositado compuesto por, en % en masa, C: 0, 01 a 0, 15% Si: 0, 02 a 0, 6% Mn:0, 6 a 3, 0% Al: 0, 004 a 0, 08% Ti: 0, 003 a 0, 03% B: como mucho 0, 005% Cu: 0 a 1, 2% Ni: 0 a 3% Cr: 0 a 1, 2% Mo: 0 a 2% V: 0 a 0, 05% Nb: 0 a 0, 05% el resto del metal depositado está compuesto esencialmente por Fe e impurezas inevitables, comprendiendo dichas impurezas P: como mucho 0, 03% S: como mucho 0, 03% N: como mucho 0, 01% Ca: como mucho 0,…
ACERO INOXIDABLE AUSTENITICO Y METODO DE PRODUCCION DEL MISMO.
Sección de la CIP Química y metalurgia
(01/05/2007). Inventor/es: ISEDA, ATSURO, SEMBA, HIROYUKI. Clasificación: C21D8/00, C22C38/42.
Resumen no disponible.
ACERO INOXIDABLE AUSTENITICO.
Sección de la CIP Química y metalurgia
(16/04/2006). Inventor/es: SEMBA, HIROYUKI, IGARASHI, MASAAKI. Clasificación: C22C19/05, C22C38/44, C22C38/54, C22C30/00, C22C38/00, C22C38/42, C22C38/46, C22C38/48.
Acero inoxidable austenítico caracterizado porque consiste en, % en masa, C: más del 0, 05% hasta el 0, 15%, Si: 2% o menos, Mn: 0, 1% al 3%, P: 0, 04% o menos, S: 0, 01% o menos, Cr: más del 20% hasta menos del 28%, Ni: más del 15% hasta el 55%, Cu: más del 2% hasta el 6%, Nb: 0, 1 al 0, 8%, V: 0, 02 al 1, 5%, Al sol.: 0, 001 al 0, 1%, N: más del 0, 05% al 0, 3% y O (oxígeno): 0, 006% o menos, y el resto Fe e impurezas, caracterizado además por cumplir las siguientes fórmulas a : P 1/(11xCu) Al sol. 0, 4xN O 1/(60xCu) en el que cada símbolo de elemento en las fórmulas a representa el contenido (% en masa) de cada elemento.
PROCEDIMIENTO PARA PRODUCIR TUBOS DE ACERO DE ALTA RESISTENCIA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/04/2005). Ver ilustración. Inventor/es: TAKAHASHI, NOBUAKI, YAMAMOTO, AKIO, IKEDA, TOMOAKI, FUKUBA, TETSUYA. Clasificación: B21C37/08, C21D7/12.
Procedimiento para producir una tubería de acero que presenta una microestructura que comprende martensita y/o bainita en una cantidad de por lo menos un 80% expresados en términos de porcentaje de área, y que presenta un límite de elasticidad no inferior a 551 MPa, comprendiendo dicho procedimiento las etapas de conformar y soldar una placa de acero en una tubería de acero, y expandir la tubería de acero, caracterizado en que dicha etapa de expansión comprende expandir la tubería de acero en un 0, 3 a un 1, 2% y en que dicho procedimiento comprende, además, la etapa de reducir la tubería de acero expandida en un 0, 1 a un 1, 0%.
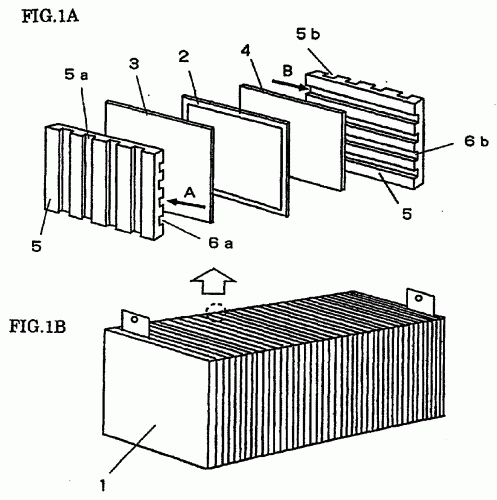
PLACA BIPOLAR PARA SU USO EN CELDAS DE COMBUSTIBLE DE ELECTRODOS DE POLIMERO.
Secciones de la CIP Química y metalurgia Electricidad
(16/11/2004). Ver ilustración. Inventor/es: DOI, TAKASHI, TARUTANI, YOSHIO, SEKI, AKIRA, FUKUTA, SHINJI. Clasificación: C22C38/44, H01M8/10, H01M8/02, C22C38/18, C22C38/22, C22C38/40.
Placa bipolar para una celda de combustible de electrodos de polímero, caracterizada en que la placa bipolar está fabricada a partir de un producto de acero inoxidable que presenta una película pasiva formada sobre la superficie de acero inoxidable y desde la misma, en el que a través de la superficie exterior de la película pasiva desde el acero inoxidable debajo de la película pasiva sobresalen inclusiones metálicas de carburo y/o inclusiones metálicas de boruro.
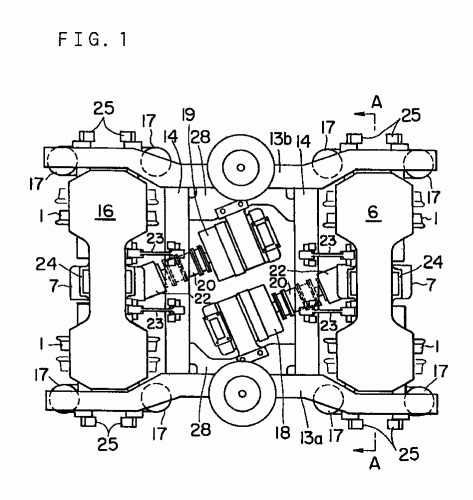
BOGIE DE ANCHO DE VIA INTERCAMBIABLE PARA UN BASTIDOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2004). Ver ilustración. Inventor/es: SATO, YASUHIRO, ONISHI, YOSHIKI, SATO, YOSHI. Clasificación: B61C9/52, B61F7/00, B61C9/44.
SE CARACTERIZA EL "BOGIE" CON CAMBIO DE ANCHO DE VIA PARA VAGON DE FERROCARRIL POR: LA INCORPORACION DE CAJONES AXIALES CON CUERPO ELASTICO PARA PREVENIR LAS SACUDIDAS DEL CONJUNTO DE RUEDAS RESPECTO A LOS CAJONES AXIALES; LA FIJACION DE LOS CUATRO CAJONES AXIALES A SUS VIGAS DE SOPORTE DISPUESTAS EN FORMA SENSIBLEMENTE PARALELA A LOS EJES A LO LARGO DE SU DIRECCION LONGITUDINAL PARA IMPEDIR LA PRODUCCION DE UN MOMENTO DE FLEXION SOBRE LAS PARTES DESLIZANTES AL EFECTUAR EL CAMBIO DE ANCHO DE VIA; EL EMPLEO DEL CAJON AXIAL MOTOR PARA LA TRANSMISION DE FUERZA MOTRIZ AL CONJUNTO DE RUEDAS , HACIENDO QUE LA TORSION TRANSMITIDA SE A IGUAL EN LOS LADOS IZQUIERDO Y DERECHO; LA FIJACION DEL CAJON AXIAL MOTOR A SUS VIGAS DE SOPORTE PARA PREVENIR LAS SACUDIDAS DE LA TRANSMISION, DE FORMA SENSIBLEMENTE CENTRADA ENTRE LAS DOS, IZQUIERDA Y DERECHA, EMPLEANDO LOS MECANISMOS DE TRANSMISION DE UN CARDAN PARA INSTALAR UN PAR DE MOTORES EN UN PEQUEÑO ESPACIO ENTRE LOS DOS EJES, DELANTERO Y POSTERIOR.
METODO PARA ENROLLAR PERFILES LAMINADOS DE ACERO, Y APARATO PARA ELLO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1996). Inventor/es: KUSABA, YOSHIAKI. Clasificación: B21B1/08, B21B1/10.
SE DESCRIBEN UN METODO Y APARATO PARA ENROLLAR PERFILES LAMINADOS DE ACERO DE SALIENTES PARALELOS BAJO CONDICIONES CALIENTES Y INVIRTIENDO EL ENROLLAMIENTO EN UN GRUPO DE LAMINADO UNIVERSAL. EL GRUPO DE LAMINADO CONSTA DE UN PRIMER LAMINADOR UNIVERSAL, UN LAMINADOR DE SALIENTES, Y UN SEGUNDO LAMINADOR UNIVERSAL. LA ALTURA DE LAS HOJAS DEL PERFIL LAMINADO DE ACERO SE ACABA HASTA CONSEGUIR UN TAMAÑO DESEADO FINAL MEDIANTE UN PASO FINAL EN UN SEGUNDO LAMINADOR UNIVERSAL, O LA LONGITUD INTERNA DE LA HOJA SE ACABA EN UN TAMAÑO DESEADO FINAL REDUCIENDO EL PESO DE LA HOJA MEDIANTE UN PRIMER PASO EN EL PRIMER LAMINADOR UNIVERSAL ANTES DE REALIZAR EL ENROLLAMIENTO DE INVERSION.
ACERO INOXIDABLE DOBLE CON RESISTENCIA A LA CORROSION Y SOLIDEZ MEJORADAS.
Sección de la CIP Química y metalurgia
(01/10/1996). Inventor/es: OKAMOTO, HIROSHI. Clasificación: C22C38/44, C22C38/00.
UN ACERO INOXIDABLE DOBLE POSEE UNA COMPOSICION QUIMICA QUE CONSISTE BASICAMENTE, EN BASE AL PESO, DE:C:0,03% O MENOR, SI:1,0% O MENOR, MN:1,5% O MENOR, P:0,040% O MENOR, S:0,008% O MENOR, SOL.AL:0,040% O MENOR, NI:5,0-9,0%, CR:23,0-27,0%, MO:2,04,0%, N:0,24-0,32%, W:MAS DE 1,5% Y COMO MAXIMO 1,5%, OPCIONALMENTE AL MENOS UN ELEMENTO SELECCIONADO DEL GRUPO CONSISTENTE EN CU:0,2-2,0% Y V:0,05-1,5% Y/O EL GRUPO CONSISTENTE EN CA:0,02% O MENOR, MG: 0,02% O MENOR, B:0,02% O MENOR, Y UNO O MAS METALES DE TIERRAS RARAS:0,2% O MENOR EN TOTAL,Y UN SALDO DE FE E IMPUREZAS ACCIDENTALES. LA COMPOSICION QUIMICA TIENE UN VALOR DE AL MENOS 40 PARA PREW DEFINIDO POR LA SIGUIENTE FORMULA (A): PREW=CR+3,3 (MO+0,5 W+16N) DONDE EL PORCENTAJE DE CADA ELEMENTO ES EN PESO. EL ACERO MUESTRA.
METODO PARA MINIMIZAR LA ASPEREZA DE LA SUPERFICIE DE RODILLOS QUE CONTIENEN TUNGSTENO Y DE OTROS ARTICULOS METALICOS.
Sección de la CIP Química y metalurgia
(01/06/1996). Inventor/es: AZUMA, SHIGEKI, KUSABA, YOSHIAKI, MIYUKI, HIDEAKI, YAMAMOTO, HIDEO. Clasificación: C23C22/64.
UN METODO PARA MEJORAR LA RESISTENCIA A LA ASPEREZA SUPERFICIAL DE ARTICULOS METALICOS QUE CONTIENEN TUNGSTENO TALES COMO HERRAMIENTAS CORTANTES Y RODILLOS DE LAMINACION EN CALIENTE DE UN CARBURO CEMENTADO O ACERO DE CORTE RAPIDO Y PARA PROLONGAR LA DURACION DE LOS MISMOS. EL METODO CONSISTE EN TRATAR UN ARTICULO METALICO CON UNA SOLUCION ALCALINA ACUOSA QUE CONTENGA IONES DE CALCIO Y OPCIONALMENTE IONES DE TUNGSTATO CON UN PH MAYOR DE 8 PARA ASI FORMAR UN REVESTIMIENTO DE TUNGSTATO DE CALCIO SOBRE LA SUPERFICIE DEL ARTICULO METALICO. EN LA LAMINACION EN CALIENTE CON RODILLOS QUE CONTIENEN TUNGSTENO, LA SOLUCION ACUOSA SE PUEDE UTILIZAR COMO AL MENOS PARTE DE UN AGUA DE REFRIGERACION PARA REFRIGERAR LOS RODILLOS, CON LO QUE SE PROLONGA LA DURACION DEL RODILLO ANTES DE QUE SEA NECESARIO SUSTITUIRLO DEBIDO A ASPEREZAS SUPERFICIALES Y SE REDUCE LA FRECUENCIA CON QUE HAY QUE AFILAR EL RODILLO DURANTE UNA LAMINACION EN CALIENTE.
MATERIAL METALICO TENIENDO ESTRUCTURA DE GRANO ULTRAFINO Y METODO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(16/08/1995). Inventor/es: AIHARA, KENJI, HAYASHI, CHIHIRO, TSUKAMOTO, TAKASHI, MURAI, NOBUHIRO, HAGITA, HYOJI. Clasificación: C21D8/00, C22F1/18, C22F1/10.
SE DESCUBRE UN METODO PARA PRODUCIR UN MATERIAL METALICO TENIENDO UNA MICROESTRUCTURA ULTRAFINA, EXHIBIENDO EL MATERIAL METALICO UNA FASE DE TRANSFORMACION DESDE UNA FASE DE BAJA TEMPERATURA A UNA FASE DE ALTA TEMPERATURA, COMPRENDIENDO EL METODO LOS PASOS DE: PREPARAR UN MATERIAL METALICO EL CUAL COMPRENDE AL MENOS UNA FASE DE BAJA TEMPERATURA; APLICAR DEFORMACION PLASTICA AL MATERIAL METALICO; E INCREMENTAR LA TEMPERATURA DE UN MATERIAL METALICO POR ENCIMA DEL PUNTO DE TRANSFORMACION MIENTRAS SE APLICA LA DEFORMACION PLASTICA PARA EFECTUAR LA TRANSFORMACION DESDE LA FASE DE BAJA TEMPERATURA A LA FASE DE ALTA TEMPERATURA.
NUEVA CALCITONINA Y METODO PARA LA PREPARACION Y USO DE LA MISMA.
Secciones de la CIP Necesidades corrientes de la vida Química y metalurgia
(16/08/1995). Inventor/es: TAKEI, YOSHIO 2-15-30-307, NISHIKUBO, TAKAHASHI, AKIYOSHI 28-4-23, UNOSUMAI-CHO, SASAYAMA, YUICHI 199, GINREI-CHO, TAKIGAWA, MASAHARU 3-9-9, KITABATAKE. Clasificación: A61K35/60, C07K7/36, A61K37/30, C07K15/08.
UNA CALCITONINA QUE SE ORIGINA EN LA GLANDULA BRANQUIAL ULTIMA DE UN PEZ CARTILAGINOSO Y CON UNA ACTIVIDAD DE REDUCCION DEL NIVEL DE CALCIO SANGUINEO Y CON LA SIGUIENTE SECUENCIA DE AMINOACIDOS: H VAL ALA RECRUZADOS ENTRE SI MEDIANTE UN ENLACE DISULFURO. POSEEN EXCELENTES PROPIEDADES EN LA REDUCCION DE NIVEL DE CALCIO SANGUINEO Y PROMOCION DE LA DIFERENCIACION DE CELULAS CARTILAGINOSAS, DE MODO QUE ES UTIL COMO REMEDIO PARA HIPERCALCEMIA, OSTEOPOROSIS, ENFERMEDAD OSEA DE PAGET, ETC.
METODO DE PRODUCCION DE CINTAS DE METAL LAMINADO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/02/1995). Inventor/es: KOJIMA, MASAYASU, HAYASHI, CHIHIRO. Clasificación: F16H9/24, F16G1/21, B21D53/14.
UN METODO DE PRODUCCION DE CINTAS DE METAL LAMINADO CON UNA SEPARACION CORRESPONDIENTE AL ESPESOR DE LA RESINA ENTRE LOS RESPECTIVAS CINTAS DE ANILLA MEDIANTE UN PASO PARA FORMACION DE UNA LAMINA DE METAL CORRESPONDIENTE AL NUMERO DE CINTAS DE ANILLA QUE CONSTITUYEN LAS CINTAS DE METAL LAMINADO DE UNA UNIDAD CON RESINA, UN PASO PARA FORMACION DE UN CUERPO CILINDRICO QUE TIENE DIAMETROS INTERNO Y EXTERNO PREDETERMINADOS DE LA HOJA LAMINADA, UN PASO PARA CORTAR RADIALMENTE EL CUERPO CILINDRICO EN SECCIONES PARA OBTENER ANILLAS LAMINADAS Y UN PASO PARA ELIMINAR LA RESINA DE LA ANILLA LAMINADA.
UN METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1989). Ver ilustración. Inventor/es: HAYASHI, CHIHIRO. Clasificación: B21B19/04.
METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA QUE PERMITE REALIZAR LA PERFORACION DE UNA BARRA MACIZA MEDIANTE UNA LAMINADORA DE PERFORACION, EN UNA SOLA PASADA, CON UNA RELACION DE PERFORACION SUPERIOR A 4,0 O UNA RELACION DE EXPANSION SUPERIOR A 1,15 O UNA RELACION ESPESOR DE PARED-DIAMETRO EXTERIOR INFERIOR AL 6,5% CUYA LAMINADORA COMPRENDE UNOS RODILLOS DE FORMA CONICA, CON UNOS ANGULOS DE AVANCE Y DE CRUZAMIENTO QUE SATISFACEN LAS SIGUIENTES CONDICIONES: 8' < 20' 5' < 35' 15' < 50' PRESENTANDO EL DIAMETRO DE LA BARRA MACIZAD0, EL DIAMETRO EXTERIOR D Y EL ESPESOR T DEL CUERPO HUECO OBTENIDO DESPUES DE LA PERFORACION LAS CONDICIONES PREESTABLECIDAS.
METODO Y SU CORRESPONDIENTE APARATO PARA LAMINAR EN CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1987). Clasificación: B21B1/04.
METODO Y APARATO PARA LAMINAR EN CONTINUO. CONSISTE EN DISPONER UN LAMINADOR HORIZONTAL EN CADA BASTIDOR DE NUMERO IMPAR; DISPONER UN LAMINADOR VERTICAL EN CADA BASTIDOR DE NUMERO PAR; Y DETERMINAR EL GROSOR DEL MATERIAL LAMINADO ENTRE BASTIDORES ADYACENTES Y LA DISTANCIA INTERAXIAL ENTRE LOS RODILLOS DE TRABAJO. EL APARATO COMPRENDE UN LAMINADOR CONTINUO PARA UN MATERIAL LAMINADO QUE AVANZA DE DERECHA A IZQUIERDA; BASTIDORES DE LAMINADOR (S1, S2...SI, S2NB1); LAMINADORES HORIZONTALES 1H, 2H...(2NB1)H QUE INCLUYEN RODILLOS DE TRABAJO HORIZONTALES; Y LAMINADORES VERTICALES (2V, 4V, 2NV) QUE INCLUYEN UN PAR DE RODILLOS DE TRABAJO VERTICALES NO ACCIONADOS . TIENE APLICACIONES EN LA INDUSTRIA METALURGICA.
PROCEDIMIENTO Y SU CORRESPONDIENTE APARATO PARA EL TRATAMIENTO TERMICO DE RECOCIDO DIRECTO DE VARILLAS DE ALAMBRE LAMINADO.
Sección de la CIP Química y metalurgia
(16/04/1986). Clasificación: C21D9/68.
PROCEDIMIENTO Y SU CORRESPONDIENTE APARATO PARA EL TRATAMIENTO TERMICO DE ABLANDAMIENTO DIRECTO DE VARILLAS DE ALAMBRE TREFILADO. EL TRATAMIENTO TERMICO DE ABLANDAMIENTO DIRECTO DE LAS VARILLAS DE ALAMBRE TREFILADO COMPRENDE LAS SIGUIENTES FASES: PROPORCIONAR VARILLAS DE ALAMBRE -M- POR TREFILADO A TEMPERATURA ALTA O MEDIA E INMEDIATAMENTE DESPUES DEL LAMINADO PROCEDER AL BOBINADO DEL ALAMBRE EN UN HORNO DE REVENIR -5-. EL APARATO COMPRENDE UN HORNO DE REVENIR -5- DOTADO DE UN BOBINADOR EXTERNO O INTERNO PARA LAS VARILLAS DE ALAMBRE TREFILADO, DISPUESTO ADYACENTE A UNA LINEA DE TREFILADO DE DICHAS VARILLAS, QUEDANDO DISPUESTO EL BOBINADOR DE MANERA QUE RECIBA DIRECTAMENTE LAS VARILLAS DE ALAMBRE TREFILADO.
AGITADOR ELECTROMAGNETICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1985). Clasificación: B22D27/02.
AGITADOR ELECTROMAGNETICO PARA COLADA CONTINUA. EL AGITADOR ES DEL TIPO DE MOTOR DE INDUCCION LINEAL. LAS BOBINAS SE HALLAN DISPUESTAS DE MANERA QUE LA DISTANCIA ENTRE POLOS DE LOS COMPONENTES DE LA FUNCION PAR DE LA DISTRIBUCION DE CORRIENTE DE ONDA MOVIL CON RESPECTO AL CENTRO DEL AGITADOR ES DIFERENTE DE LA DISTANCIA DE LOS COMPONENTES DE FUNCION IMPAR.
PROCEDIMIENTO PARA PRODUCIR BARRA O ALAMBRE DE ACERO.
Sección de la CIP Química y metalurgia
(16/05/1985). Clasificación: C21D8/06.
PROCEDIMIENTO DE ELABORACION DE BARRA O ALAMBRE DE ACERO CON ESTRUCTURA ESFEROIDAL DE CEMENTITA.CONSISTENTE EN CALENTAR EL ACERO A UNA TEMPERATURA SUPERIOR AL PUNTO AC1; TRABAJAR EN BRUTO EL ACERO CALENTADO; TRABAJAR EN ACABADO EL ACERO TRABAJADO EN BRUTO A UNA TEMPERATURA SITUADA ENTRE AR1 Y AR3 O ARCM, CON UNA REDUCCION MINIMA DEL 20; Y SOMETER EL ACERO TRABAJADO A UN TRATAMIENTO DE RECOCIDO. LA VELOCIDAD DE ENFRIAMIENTO DEL ACERO LAMINADO EN BRUTO SE ELIGE DE ACUERDO CON LA TEMPLABILIDAD DEL ACERO Y SEGUN SU PORCENTAJE DE CARBONO. SE PREVEN LINEAS DE PRODUCCION CON HORNOS DE CALENTAMIENTO, LAMINADORES, CAMARAS DE ENFRIAMIENTO, HORNOS DE RECOCIDO E HILERAS DE ESTIRADO.
UN PROCEDIMIENTO PARA REFINAR ACERO DE ALTO CONTENIDO DE CROMO.
Sección de la CIP Química y metalurgia
(16/01/1983). Clasificación: C21C5/00.
PROCEDIMIENTO PARA REFINAR ACERO DE ALTO CONTENIDO DE CROMO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA LA MEZCLA DE HIERRO FUNDIDO Y CROMO EN UN CONVERTIDOR CON INSUFLACCION SUPERIOR E INFERIOR; SEGUNDA, SE CALIENTA LA MEZCLA FUNDIDA HASTA UNA TEMPERATURA PREDETERMINADA; CUARTA, SE EFECTUA LA DESCARBURACION DEL HIERRO FUNDIDO MEDIANTE SOPLADO DE OXIGENO, POR UN EYECTOR SUPERIOR, PARA OBTENER ACERO FUNDIDO, MIENTRAS QUE COMO GAS DE SOPLADO INFERIOR SE UTILIZA EN PRINCIPIO UN GAS QUE CONTIENE OXIGENO, CAMBIANDOLO A CONTINUACION POR UN GAS INERTE CUANDO YA SE HA DESCARBURADO EL HIERRO FUNDIDO A UN NIVEL PREDETERMINADO, EN EL QUE EMPIEZA A OXIDARSE EL CROMO; Y POR ULTIMO, SE EXTRAE POR SANGRADO EL ACERO FUNDIDO OBTENIDO EN EL CONVERTIDOR.
CILINDRO CON BOMBEO VARIABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1982). Clasificación: B21B29/00.
CILINDRO CON BOMBEO VARIABLE CUYO VALOR PUEDE SER CONTROLADO AJUSTANDO LA PRESION DE UN FLUIDO. ESTA CONSTITUIDO POR UN ARBOL ; UN MANGUITO ADAPTADO POR CONTRACCION SOBRE EL ARBOL; UNA CAVIDAD ANULAR DE PROFUNDIDAD DETERMINADA ENTRE ARBOL Y MANGUITO; UN CONDUCTO DE ENTRADA DE FLUIDO A LA CAVIDAD Y UN CONDUCTO DE SALIDA . LA PROFUNDIDAD DE LA CAVIDAD ESTA PREDETERMINADA DE MODO QUE TENGA UN VALOR INFERIOR AL VALOR DE LA DEFORMACION MAXIMA DE DICHO MANGUITO PRODUCIDA POR UNA CARGA EXTRAORDINARIA QUE OCURRE DURANTE LA LAMINACION DEBAJO DE UN VALOR NORMAL DE BOMBEO DEL CILINDRO.
TREN CONTINUO DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1982). Clasificación: B21B1/24.
TREN CONTINUO DE LAMINACION QUE INCLUYE UNA PLURALIDAD DE PUESTOS. CARACTERIZADO PORQUE EN CADA PUESTO DE LAMINACION SE PUEDE SITUAR UNO CUALQUIERA DE LOS LAMINADORES ELEGIDOS ENTRE UN LAMINADOR CUARTO CORRIENTE "N", UN LAMINADOR DE MANGUITO DESLIZANTE "A", UN LAMINADOR DE CILINDRO DE REFUERZO INTERMEDIO MOVIL "B" Y UN LAMINADOR DE MANGUITO ENSANCHABLE "C", Y PORQUE SE PUEDE USAR ATANTO PARA LAMINACION EN FRIO COMO PARA LA LAMINACION EN CALIENTE, SIEMPRE Y CUANDO SE ELIJA CONVENIENTEMENTE EL NUMERO DE PUESTOS DE LAMINACION Y EL TIPO DE LAMINADOR A SITUAR EN CADA PUESTO. DE APLICACION EN LA LAMINACION DE CHAPAS DE ACERO DE ALTA CALIDAD.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}