Tren de laminación con un dispositivo para establecer el calibre de laminación o de guiado de las cajas de laminación o guiado dentro de un tren de laminación multicajas.
(24/11/2015) Tren de laminación con un conjunto de cajas de laminación y/o guiado que portan rodillos y/o guías a lo largo de una línea central y dispuestas en una dirección de laminación y con un dispositivo para establecer el calibre de laminación o de guiado de los rodillos o de las guías, provisto de una cámara , presentando el tren de laminación un lado de entrada y un lado de salida y estando la cámara dispuesta en uno de los lados de entrada o de salida y el sistema de retroiluminación en el otro de los lados de entrada o de salida , caracterizado porque la cámara presenta un dispositivo óptico con una profundidad de campo que cubre todas las cajas .
Mandril de sujeción de una máquina herramienta para mecanizar una pieza de trabajo tubular rotativa.
(13/11/2015) Mandril de sujeción de una máquina herramienta para mecanizar una pieza de trabajo que rota alrededor de un eje de rotación que coincide con el centro del mandril de sujeción, el cual comprende al menos dos correderas de sujeción (7a, b, c) que portan mordazas de sujeción (8 a, b, c), donde dichas correderas se encuentran diseñadas de forma ajustable para soltar y apretar la pieza de trabajo radialmente con respecto al eje de rotación y se encuentran dispuestas de forma distribuida del lado frontal y de modo uniforme sobre la circunferencia de una placa superior del mandril de sujeción, donde, por una parte, correderas transversales (9a b, c) proporcionadas en la placa superior de forma tangencial con respecto…
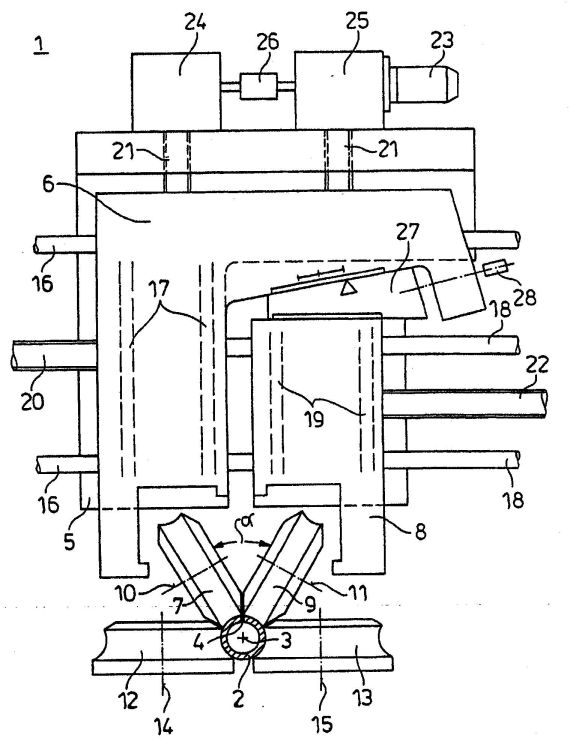
Máquina herramienta para mecanizar una pieza de trabajo tubular.
(11/11/2015) Máquina herramienta que presenta un husillo de la pieza de trabajo accionado por rotación que puede sujetar una pieza de trabajo tubular, y que para mecanizar la pieza de trabajo tubular presenta dos torretas , donde la pieza de trabajo tubular puede rotar alrededor de un eje de rotación (D), donde las torretas pueden estar provistas al menos de dos herramientas , donde las torretas pueden rotar alrededor de un eje de rotación de las torretas (R) para posicionar una herramienta en una posición de trabajo y donde el eje de rotación (D) y el eje de rotación de las torretas (R) se extienden perpendicularmente uno con respecto al otro, caracterizada porque las dos torretas están dispuestas por encima y por debajo del centro de rotación del husillo de…
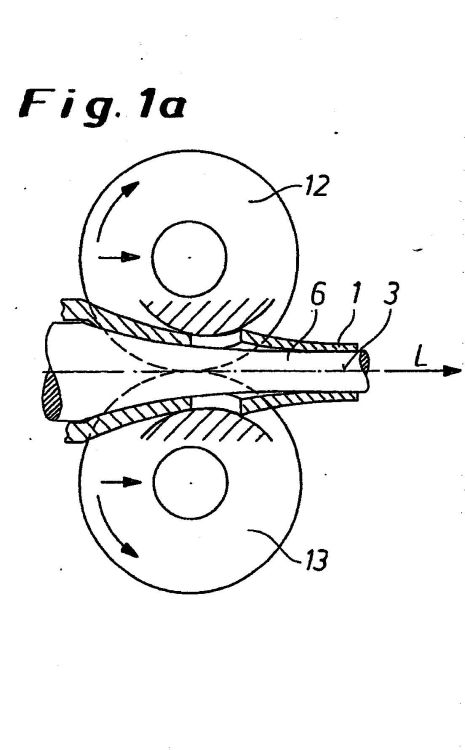
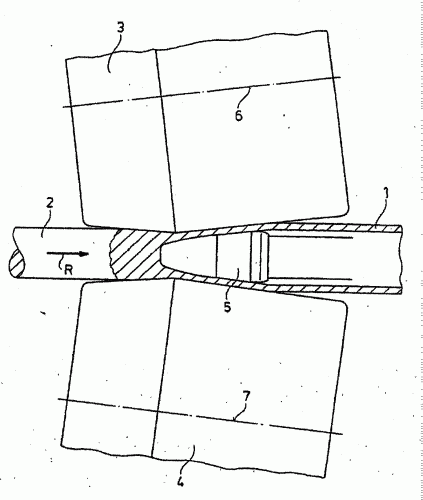
Dispositivo de transporte para piezas de trabajo que presentan un eje longitudinal.
(20/05/2015) Dispositivo de transporte para piezas de trabajo que presentan un eje longitudinal (L), en particular para tubos o para material redondeado, con el cual las piezas de trabajo pueden ser transportadas en una dirección de transporte (F), de forma transversal con respecto a su eje longitudinal (L), desde un primer lugar hacia un segundo lugar , donde el dispositivo de transporte presenta:
al menos dos soportes de depósito dispuestos de forma fija que se encuentran distanciados en la dirección de transporte (F), para el almacenamiento intermedio de las piezas de trabajo que deben ser transportadas, al menos un primer rastrillo de transporte con una cantidad de superficies de apoyo , distanciadas en la dirección de transporte (F), para las piezas de trabajo , al menos dos árboles de accionamiento dispuestos de forma paralela…
Dispositivo de centraje para el centraje de una pieza de trabajo con respecto a un eje de rotación de una máquina herramienta.
(01/04/2015) Dispositivo de centraje para el centraje de una pieza de trabajo con respecto a un eje de rotación (D) de una máquina herramienta que comprende:
un cuerpo de base con un eje central (A), medios de acoplamiento para el acoplamiento en arrastre de forma del cuerpo de base en la máquina herramienta y
medios de centraje para la entrada en contacto de la pieza de trabajo con una superficie de referencia y para el centraje de la pieza de trabajo con respecto al cuerpo de base ,
caracterizado porque
los medios de acoplamiento presentan al menos una barra de guía que se extiende…
Bastidor de laminación con accionamiento individual como componente de un grupo de bastidores de laminación de un tren de laminación de alambre de alta velocidad.
(18/02/2015) Bastidor de laminación como componente de un grupo de bastidores de laminación en un tren de laminación de alambre de alta velocidad, con al menos una pareja de rodillos o pareja de anillos de laminación y con un árbol de accionamiento conectado con el motor , caracterizado porque a cada bastidor de laminación de este grupo de bastidores de laminación está asociada exactamente una unidad de accionamiento propia, respectivamente, con un motor y con un árbol de accionamiento respectivo, y el motor , el árbol de accionamiento y la al menos una pareja de rodillos o pareja de anillos de laminación están dispuestos linealmente entre sí.
Dispositivo y procedimiento de laminación de palanquilla para tubos.
(01/10/2014) Dispositivo de laminación de palanquilla para tubos que presenta un tren de laminación oblicuo planetario , con una bancada de avance , con un alimentador de palanquilla para tubos con una unidad de avance de palanquilla para tubos que empuja las palanquillas para tubos desde la bancada de avance pasando por el tren de laminación oblicuo planetario , presentando al menos un aparato de avance , con una barra de mandril y con un soporte de la barra de mandril , presentando el alimentador de palanquilla para tubos un transportador axial de palanquilla para tubos que transporta axialmente una palanquilla para tubos a una posición de facilitación que está prevista axialmente detrás del soporte de…
Engranaje para la transmisión de un par motor.
(02/07/2014) Engranaje para la transmisión de un par motor desde un elemento de accionamiento sobre un elemento de arrastre , en el que el elemento de accionamiento y el elemento de arrastre giran alrededor de un eje de giro común (a), en el que el elemento de accionamiento y el elemento de arrastre están alojados de forma giratoria en una carcasa ,
en el que el elemento de accionamiento presenta al menos una superficie circunferencial colocada radialmente exterior, que forma una trayectoria de corredera para al menos una primera sección (b) de una pluralidad de elementos de transmisión ,
en el que el elemento de arrastre presenta al menos…
Método para la fabricación de una herramienta para trabajos en caliente con un recubrimiento.
(18/06/2014) Método para la fabricación de una herramienta para trabajos en caliente , particularmente de un punzón o de una barra de laminación para la fabricación de tubos sin soldadura, o de un punzón de forja para forjar en caliente piezas de trabajo tubulares de metal, que presenta las siguientes etapas:
a) Fabricación de un cuerpo base de la herramienta , en donde la fabricación del cuerpo base de la herramienta comprende la elaboración de un perfilado de la superficie con un número de protuberancias y entalladuras sobre la superficie del cuerpo base de la herramienta , en donde las protuberancias se conforman particularmente como resaltes que presentan forma de nervadura en la sección radial, preferentemente con forma rectangular,…
Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros.
(18/12/2013) Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de laminación se encuentran dispuestos de manera vertical (V) uno sobre otro,al menos, dos cilindros que definen entre ellos una abertura entre cilindros, en donde cada cilindro estáconformado por una pieza de trabajo y dos gorrones , en donde los gorrones se encuentranalojados en sistemas de cojinetes en la caja de laminación , y en donde entre la pieza de trabajo ylos gorrones , se encuentran dispuestos dispositivos de acoplamiento mediante los cuales se puededesacoplar la pieza de trabajo de los gorrones , caracterizado porque…
Procedimiento para la fabricación de un tubo de acero sin costura y tren de laminación para la realización del procedimiento.
(18/09/2013) Procedimiento para la fabricación de un tubo de acero sin costura en un proceso de laminación continuo, en elque en primer lugar se transforma material inicial en un tren de laminación de perforación en un bloque hueco ,que se lamina a continuación en un tren de laminación continua de varios bastidores sobre una barra de mandril enhebrada previamente para obtener un tubo basto de paredes gruesas , en el que la barra de mandril querecibe el bloque hueco y que está agarrada por una instalación de retención y de desplazamiento de la barra demandril dispuesta en el lado de entrada es retornada al tren de laminación…
Método y dispositivo para determinar la excentricidad de un bloque hueco.
(29/04/2013) Método para determinar la excentricidad (e) de un bloque hueco antes, durante o después de su paso por un tren de laminación, en donde el bloque hueco realiza un movimiento de traslación en el sentido de su eje longitudinal (L), mediante, al menos, un dispositivo de medición que detecta el grosor de la pared (s) del bloque hueco en una posición longitudinal y periférica del bloque hueco , en donde el dispositivo de medición se desplaza durante la medición en el sentido del eje longitudinal (L) y/o en el sentido periférico del bloque hueco , y en donde durante dicho desplazamiento se realiza un número de mediciones del grosor de la pared, caracterizado porque el desarrollo de la excentricidad (e) del bloque hueco se representa aproximadamente como el desarrollo del grosor de la pared (s) como una función de la coordenada longitudinal…
Procedimiento para el ajuste de la posición de un cilindro en un soporte de laminador de un laminador y sistema formado por un laminador y un puesto de calibrado para la realización del procedimiento.
(01/04/2013) Procedimiento para el ajuste de la posición (z0) de al menos un cilindro en un soporte de laminador deun laminador, alojando el soporte de laminador al menos una caja de laminación con un número de cilindros , estando dispuesto cada cilindro en un mecanismo de regulación de cilindros y estandoprevistos medios que solicitan los mecanismos de regulación de cilindros para la regulación de loscilindros respecto a la caja de laminación ,
caracterizado por que
el procedimiento presenta las siguientes etapas:
a) disposición de al menos una caja de laminación con sus cilindros en un puesto de calibrado;
b) solicitación del mecanismo de regulación de cilindros con una fuerza (F) en una dirección deregulación (z), de modo que el cilindro aprieta…
Dispositivo para el mecanizado de extremos de tubo, en particular para el corte de conexiones roscadas.
(04/02/2013) Dispositivo para el mecanizado de extremos de tubo, en particular para el corte de conexiones roscadas, en el quelas herramientas están dispuestas de manera ajustable radialmente respecto al tubo y desplazable en uncabezal de herramienta que rota en sentido coaxial alrededor del extremo de tubo sujetado fijamente,realizándose el ajuste de las herramientas, sujetadas en los portaherramientas configurados como correderas (3; 3a,3b), respecto al tubo mediante elementos móviles dispuestos en paralelo al eje del tubo y repartidosuniformemente en su circunferencia, cuyos extremos alejados del extremo de tubo están articulados a un bastidorcomún , desplazable en sentido coaxial al eje del cabezal de herramienta, y cuyas…
Procedimiento y laminadora para el estirado por laminación de una pieza de trabajo.
(21/01/2013) Procedimiento para la conformación previa de una pieza de trabajo metálica en forma de bloque, redonda,ovalada o cuadrada, como material de partida mediante la laminación en una laminadora estiradora, en el que lapieza de trabajo se lamina con varias pasadas de laminación entre al menos un par de cilindros, y en el que loscilindros del par de cilindros son accionados por al menos un accionamiento que permite un cambio del sentidode giro y llevan herramientas que proporcionan al menos un calibre para las pasadas de laminación sucesivas y quepresentan un perfil de laminación variable a lo largo de su circunferencia…
Sistema de accionamiento para un tren de laminación, en particular para un tren de laminación de paso de peregrino en frío.
(28/11/2012) Sistema de accionamiento para un tren de laminación, en particular para un tren de laminación de paso deperegrino en frío, con
- al menos un bastidor de laminación móvil en vaivén,
- al menos un mecanismo de cigüeñal , que presenta un brazo de cigüeñal con peso de compensación para la compensación, al menos parcial, de las fuerzas de masas generadas por el bastidor de laminación ,
- al menos un accionamiento y
- al menos una barra de empuje , que conecta el bastidor de laminación y el brazo de cigüeñal de formaarticulada entre sí,
en el que están presentes dos unidades que están constituidas por mecanismo de cigüeñal (3', 3"), brazo decigüeñal (4', 4"), peso de compensación (5', 5" y barra de empuje (7',…
Prensa de extrusión para producir perfiles de metal no ferroso.
Sección de la CIP Técnicas industriales diversas y transportes
(17/10/2012). Inventor/es: ADOLPHY,DIRK, GLASS,GEORG, HEINEN,PETER. Clasificación: B21C23/21, B21C31/00.
Prensa de extrusión para producir perfiles de metal no ferroso, en donde la prensa de extrusión presenta al menos una matriz de extrusión , que es accionada mediante al menos un sistema de émbolo-cilindro hidráulico, en donde el al menos un sistema de émbolo-cilindro hidráulico se alimenta con fluido hidráulico desde al menos una bomba y en donde la al menos una bomba es accionada por un motor eléctrico , que está unido a una red de corriente trifásica y está dotado de medios para el arranque suave, caracterizada porque los medios están configurados para el arranque suave , para ejecutar un corte inicial de fase de la tensión alterna (U) alimentada al motor eléctrico.
PDF original: ES-2393680_T3.pdf
ÚTIL DE MOLDE INTERIOR PARA LA FLEXIÓN DE UNA CHAPA EN UN TUBO POR MEDIO DE RODILLOS.
(10/01/2011) Útil de molde interior para la transformación de una chapa en un tubo, con al menos dos rodillos disgustos giratorios simétricamente alrededor de ejes de articulación , que arrancan en uno de los lados de la chapa con objeto de la transformación de la misma, en el que directamente en cada uno de los dos rodillos propiamente dichos está configurado un eje de articulación , caracterizado porque los ejes de articulación están configurados en el punto medio de los rodillos en la dirección de transformación de la chapa (R)
DISPOSITIVO PARA EL TRANSPORTE PROGRESIVO DE PIEZAS DE TRABAJO A TRAVES DEL AREA DE PROCESAMIENTO DE UNA MAQUINA DE CONFORMACION.
(20/09/2010) Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación , especialmente una prensa de forja, que comprende, al menos, una viga galopante , conformada opcionalmente como riel de mordaza con medios de agarre que en sus dos extremos se encuentra unido a unidades de accionamiento (6 a 9) que desplazan la viga galopante o el riel de mordaza horizontal, vertical y transversalmente en el área de prensa, con lo que las unidades de accionamiento (6 a 9) de un sistema de elevación (10 a 13) se encuentran conformados con una carcasa oscilante que gira sobre un eje y un balancín alojado en la carcasa oscilante de manera que se encuentra girado en 90º respecto del eje y articulado a la viga galopante , con lo que…
(20/08/2010) Caja de laminación con al menos un cilindro situado sobre un árbol de cilindro en el caso de una utilización adecuada, en donde el árbol de cilindro atraviesa un taladro central del cilindro , en donde el árbol de cilindro está unido de forma desmontable en una región terminal axial, a través de un acoplamiento , a un árbol de impulsión y a la caja de laminación está asociado un dispositivo de cambio de cilindros , con el que puede extraerse del cilindro el árbol de cilindro después de un posicionamiento previo del cilindro en una posición de cambio de cilindro, con apoyo del cilindro en la caja de laminación , caracterizada porque el dispositivo de cambio de cilindros presenta:
un carro…
PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA.
(19/02/2010) Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de trabajo a través de una barra elevadora de transporte provista con dispositivos de agarre y con un dispositivo mecánico de soplar y/o pulverizar , que se introduce en un espacio de herramienta de la prensa de forja y que se retira de nuevo fuera de este espacio, en el que una barra elevadora provista con instalaciones de pulverización es introducida de forma sincronizada con el movimiento de elevación y de transporte de la barra de transporte, pero independientemente de ésta en el espacio…
PROCEDIMIENTO PARA PRODUCIR UNA VARIEDAD DE PIEZAS PERFILADAS DE POLVO.
(15/12/2009) Dispositivo para producir una pieza perfilada de polvo, en especial de polvo metálico, de un material pastoso que contiene un polvo, de un material fluyente que contiene un polvo o de material preprensado, que presenta:
- una matriz que se compone de un cuerpo base y de un manguito de matriz insertado en el mismo, que presenta al menos dos partes cilíndricas huecas dispuestas concéntricas una respecto a la otra, y forma al menos una superficie de moldeo para la pieza perfilada,
- al menos un macho de prensado que puede penetrar en una abertura definida por el manguito de matriz en una dirección de prensado (P) y puede comprimirse el material…
DISPOSITIVO PARA LA DESCARGA Y DESMENUZAMIENTO DE VIRUTAS.
(06/05/2009) Dispositivo para la descarga y desmenuzamiento mecánico de la viruta sin fin que se produce durante la mecanización por arranque de virutas del cordón de costura de soldadura, que se extiende en la superficie exterior de un tubo soldado con costura longitudinal, en el que está prevista una conducción de la viruta dispuesta entre la herramienta de arranque de virutas y el dispositivo de desmenuzamiento y que rodea al menos parcialmente la viruta no desmenuzada, a través de la cual se puede conducir la viruta guiada de una manera forzada al dispositivo de desmenuzamiento y en el que la conducción de la viruta está dispuesta de forma desplazable para la regulación de una trayectoria óptima, caracterizado porque la viruta alimentada a través de la conducción de la viruta puede ser desmenuzada en el dispositivo de desmenuzamiento…
TREN DE LAMINACION PARA LA LAMINACION CONTINUA DE MATERIAL LAMINADO EN FORMA DE BARRA.
(01/03/2009) Tren de laminación para la laminación continua de material laminado en forma de barra, con varias cajas de laminación posicionadas en la línea de laminación (WL), distanciadas unas tras otras y en posiciones (FP) fijables, las cuales están configuradas de tal modo que pueden extraerse del e introducirse en el tren de laminación (WST) transversalmente a la línea de laminación(WL), con ello sustituirse por otras cajas de laminación y acoplarse con elementos de accionamiento y conductos de líquido (VL), caracterizado porque en el tren de laminación (WST) para cada caja de laminación (HWG I; VWG 1) están previstos en cada caso dos puntos (FP I; FP II) fijos, situados en la dirección de…
DISPOSITIVO DE SOLDADURA DE TUBOS.
(16/06/2008) Dispositivo de soldadura de tubos con el que se suelda un tubo conformado a partir de un fleje metálico plano en el punto de costura que se produce, que presenta una caja de dispositivo de cierre lateral que contiene al menos dos cilindros , que abarcan parcialmente en cada caso el fleje metálico conformado para formar el tubo , y que presenta la caja de dispositivo de cierre lateral : un bastidor base , un montante sobre el que está dispuesto un rodillo de forma giratoria, en donde el montante está dispuesto sobre el bastidor base de forma desplazable transversalmente al eje longitudinal del tubo, y un caballete sobre el que está dispuesto un cilindro de forma giratoria, en donde…
PROCEDIMIENTO Y DISPOSITIVO PARA DETERMINAR LA VELOCIDAD DEL SONIDO EN UN MATERIAL DEPENDIENDO DE LA TEMPERATURA.
(16/02/2008) Procedimiento para determinar la velocidad del sonido (c) en un material dependiendo de su temperatura (T), que presenta los pasos: #a) puesta a disposición de un cuerpo de muestra una dirección longitudinal (L), que se compone del material a medir, en donde el cuerpo de muestra presenta en uno de sus segmentos extremos dos zonas de reflexión a una distancia prefijada (a);# b) calentamiento de al menos el segmento extremo , que presenta las dos zonas de reflexión, del cuerpo de muestra a la temperatura (T) a la que debe establecerse la velocidad del sonido (c); #c) aplicación de una señal de ultrasonidos al cuerpo de muestra ; d) medición del intervalo de tiempo (deltat) entre dos señales de ultrasonidos eco emitidas por el cuerpo de muestra , que se producen mediante reflexión de la señal de ultrasonidos sobre las…
DISPOSITIVO DE SOLDADURA PARA TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2008). Ver ilustración. Inventor/es: HEIMANN, BERNHARD. Clasificación: B21C37/08.
Dispositivo de soldadura de tubos , con el que se suelda un tubo , formado a partir de una banda metálica plana, al punto de soldadura resultante , comprendiendo una placa base , un primer carro , dispuesto de manera desplazable respecto a la placa base en un plano perpendicular al eje longitudinal del tubo , disponiéndose en el primer carro un primer rodillo de presión rotatoriamente, que conduce la banda metálica formada en tubo cerca del punto de soldadura , y un segundo carro dispuesto de manera desplazable respecto al primer carro en un plano perpendicular al eje longitudinal del tubo , disponiéndose en el segundo carro un segundo rodillo de presión rotatoriamente, que conduce la banda metálica formada en tubo cerca del punto de soldadura , caracterizado porque al primer carro y al segundo carro se les asocia al menos una guía horizontal y por lo menos una guía vertical.
PROCEDIMIENTO Y DISPOSITIVO DE PRODUCCION DE UN TUBO CON UN PERFILADO INTERNO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2007). Ver ilustración. Inventor/es: STINNERTZ, HORST. Clasificación: B21B21/00.
Procedimiento de producción de un tubo con un perfilado interno fileteado o helicoidal mediante laminado en frío a paso de peregrino, en el que el tubo se desplaza en traslación en una laminadora en frío de dos calibres desiguales en la dirección (L) del eje del tubo y en el que el tubo se lamina con su superficie interna de envoltura a través de una clavija mostrando un perfil negativo correspondiente al perfilado interno a crear , caracterizado porque la clavija se acciona rotatoriamente durante el proceso de laminado en frío a paso de peregrino, de forma que la velocidad de avance axial del roscado o de la espiral de su perfil negativo en la dirección (L) del eje del tubo corresponda a la velocidad de avance axial del roscado o de la espiral del perfilado interno a crear en la dirección (L) del eje del tubo.
SISTEMA DE ACCIONAMIENTO PARA UN LAMINADOR DE PASO DE PEREGRINO EN FRIO.
(01/05/2007) Sistema de accionamiento para un laminador paso de peregrino en frío, con - una caja de laminación que se mueve en vaivén, - al menos un mecanismo de cigüeñal accionado por un accionamiento , que presenta un brazo de cigüeñal con peso equilibrador (6, 6') para equilibrar al menos parcialmente las fuerzas inerciales generadas por la caja de laminación y una varilla de empuje (7, 7'), que une de forma articulada la caja de laminación y el brazo de cigüeñal , - al menos una contrapeso (8, 8') dispuesto excéntricamente de forma giratoria para equilibrar fuerzas inerciales y/o momentos inerciales, y un engranaje que sincroniza el movimiento del mecanismo de cigüeñal (4, 4') y del contrapeso (8, 8'), caracterizado porque al mecanismo de cigüeñal (4, 4') sólo está subordinado una única contrapeso (8, 8'),…
MAQUINA ESTIRADORA PARA ESTIRADO DE MATERIAL EXTENDIDO.
(01/05/2007) Máquina estiradora que comprende un bastidor de máquina y una unidad de tracción para el estirado de material extendido mediante una herramienta de estirado, donde la unidad de estirado muestra al menos un carro de estirado equipado con medios de accionamiento para dicho carro de estirado, donde dichos medios de accionamiento para cada carro de estirado comprenden al menos dos accionamientos por motor lineal (5a, 5b; 6a, 6b) con una pieza primaria alimentada con energía y una pieza secundaria, caracterizada porque el bastidor de máquina comprende una vía de circulación que se extiende en la dirección de estirado para el carro de estirado respectivo y forma parte de los accionamientos por motor…
PROCEDIMIENTO PARA LA PRODUCCION DE UN LINGOTE HUECO DE MATERIAL METALICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2007). Ver ilustración. Inventor/es: PIETSCH, JURGEN, LEISTEN, THOMAS, SALOMON, FRANK. Clasificación: B21B19/04, B21B1/46.
Procedimiento para la producción de un lingote hueco de material metálico, en el que un material inicial de forma cilíndrica se transforma en un tren laminador de rodillo cruzados usando un mandril punzonador fijado axialmente para dar un lingote hueco tubular, en el que el lingote hueco se hace de acero para rodamientos del tipo 100 Cr 6 y el material inicial se compone de un material no transformado previamente que se produce mediante colada continua directa, caracterizado porque el material inicial, antes de la alimentación en el tren laminador de rodillos cruzados, no se somete a ningún proceso de desbastado previo y porque el material inicial se transforma sin reducción previa en un tren laminador de rodillos cruzados de tres rodillos para dar el lingote hueco.
CONJUNTO DE CILINDROS PARA BASTIDORES UNIVERSALES.
(16/02/2007) Conjunto de cilindros para bastidores universales, que está constituido por parejas de cilindros horizontales y verticales, que se pueden mover dentro del montante de bastidores de laminación y fuera de éste con las piezas de montaje de cojinetes (LU) del cilindro horizontal inferior (HWU) apoyándose sobre un yugo de soporte o un carro de cambios de cilindros (WW) y bloqueados entre sí. Sobre el yugo de soporte o bien el carro de cambios de los cilindros (WW) se encuentran barras de apoyo (STA, STI) que están dispuestas en el lateral da los gorrones de cilindros (WZ) o bien en las piezas de montaje de cojinetes (LU) del cilindro horizontal inferior (HWU). Los extremos libres se pueden introducir en canales de guía (FR), que están dispuestas en el lado inferior de las piezas…
{kind=link}
{kind=link}
{kind=link}