PROCEDIMIENTO PARA LA OBTENCION DE UNA MEZCLA EN BRUTO DE SINTERIZACION.
(11/08/2010) Procedimiento para la obtención de una mezcla en bruto de sinterización, que contiene mineral con una parte de finos, al menos un adyuvante, material de reciclo de la sinterización, que procede de un proceso de sinterización subsiguiente y, en caso dado, un aglutinante, por medio de la formación de una mezcla y de la granulación, caracterizado porque el material de reciclo de la sinterización se aporta tras la formación de la mezcla del mineral con el adyuvante y con el aglutinante, previsto en caso dado
DISPOSITIVO DE AJUSTE PARA BOQUILLAS PULVERIZADORAS.
(29/07/2010) Dispositivo de ajuste para boquillas pulverizadoras en una guía de barra de una instalación de colada continua de desbastes para la fabricación de barras de metal de diferente ancho de barra, donde la guía de barra comprende rodillos de guía de barra (3, 3a, 3b, 3c, ...) que se encuentran apoyados en un armazón (2a) y que forman una vía de transporte (1c) para la barra de metal, y al menos dos boquillas pulverizadoras (5a, 5b), asignadas a esta vía de transporte en un plano perpendicular a la dirección de transporte de la barra (R), entre dos rodillos de guía de barra adyacentes y sucesivos en la dirección de transporte de la barra, con las que se aplican chorros de refrigerante en forma de abanico sobre una superficie lateral ancha (1a, 1b) de la barra de metal, y las que en cada caso se encuentran unidas a un dispositivo de ajuste…
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA DE ACERO LAMINADA EN CALIENTE E INSTALACION DE COLADA Y LAMINACION PARA LA EJECUCION DEL PROCEDIMIENTO.
(18/06/2010) Procedimiento para la fabricación de una banda de acero laminada en caliente en rollos o en láminas a partir de una fundición de acero y en un proceso de fabricación continuo, con una circulación ininterrumpida de la banda y los siguientes pasos de proceso:
- fundición continua de una barra de acero en una coquilla para colada continua de una instalación de colada continua ,
- conformación para la laminación de la barra de acero colada en un primer grupo de cajas de laminación para obtener una banda desbastada laminada en caliente ,
- conformación para la laminación de la banda desbastada laminada en caliente en un segundo grupo de cajas de laminación para obtener una banda de acero laminada en caliente ,
- ajuste de la banda desbastada laminada en caliente en la temperatura de laminación entre el primer grupo de cajas de laminación…
RODILLO DE GUIADO DE BARRAS.
(04/05/2010) Rodillo de guiado de barras con al menos una envuelta de rodillo y con al menos dos árboles de apoyo , en donde en cada caso dos árboles de apoyo están unidos de forma solidaria en rotación a una envuelta de rodillo y cada árbol de apoyo está apoyado de forma giratoria en un cojinete de apoyo , caracterizado porque la envuelta de rodillo está unida de forma solidaria en rotación a los árboles de apoyo que la soportan por ambos lados, mediante uniones por contracción o uniones por encaje a presión, porque la envuelta de rodillo está atravesada por al menos un canal de refrigerante (26, 26a, 26b, 26c) y al menos este canal de refrigerante está dispuesto a una distancia constante de la superficie exterior cilíndrica de la envuelta de rodillo, y unos conductos de alimentación…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA.
(13/04/2010) Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación de un fleje de acero, introduciéndose en un equipamiento para la colada en banda una fusión en una primera etapa de fabricación y extrayéndose una banda metálica , colada, con una anchura de banda predeterminada y conformándose por laminación la banda metálica colada, no subdividida en, al menos, una caja de laminación hasta el espesor final de la banda, en una segunda etapa de fabricación subsiguiente, llevándose a cabo el posicionamiento de la banda metálica en el intersticio , que está comprendido entre los cilindros, por medio de una guía de la banda, que está situada por delante de la caja de laminación, caracterizado porque la guía de la banda actúa, o bien se…
PROCEDIMIENTO PARA LA REMODELACION DE UN DISPOSITIVO DE TRATAMIENTO PARA LA LIMPIEZA DE BANDA METALICA.
(02/03/2010) Procedimiento para la remodelación de un dispositivo de tratamiento de una banda metálica por medio de un líquido de tratamiento, guiándose la banda metálica a través de, al menos, un tanque para el alojamiento del líquido de tratamiento, caracterizado
- porque se retira el tanque,
- porque se montan un tanque plano y un tanque de rebombeo en lugar del tanque y
- porque se ha previsto para el tanque de rebombeo un fondo que presenta una pendiente a través de toda la longitud, estando orientada la pendiente en el sentido de desplazamiento de la banda y/o transversalmente al sentido de desplazamiento de la banda, para el vaciado ampliamente completo del tanque de rebombeo o bien del tanque plano.
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO DE GASES RESIDUALES PROCEDENTES DE INSTALACIONES DE SINTERIZACION.
(30/12/2009) Procedimiento para el tratamiento de gases residuales, que proceden de instalaciones de sinterización, según el cual se aporta a los gases residuales, que proceden de una instalación de sinterización, en un canal para los gases residuales (1, 2a, 2b) aditivo seco, que está constituido por, al menos, agente de adsorción y por producto de recirculación y, en caso dado, por reactivo adicional, tal como la cal o el hidrato de cal, en el procedimiento de flujo en vuelo y, a continuación se separa el aditivo de los gases residuales por medio de filtros de tela y se recircula, al menos en parte, caracterizado porque el aditivo es introducido, al menos, en un punto en el sentido contrario al del flujo de los gases residuales y, concretamente, por delante y/o por detrás de un ensanchamiento del canal para los gases residuales,…
PROCEDIMIENTO PARA CARGAR MATERIAS PRIMAS.
(10/12/2009) Procedimiento para cargar materias primas, para el procesamiento en un recipiente metalúrgico, para la producción de metal o productos metálicos semielaborados, especialmente acero o productos semielaborados de acero, con un dispositivo de carga que presenta un medio de transporte, y, al menos, un dispositivo de alimentación para el abastecimiento del dispositivo de carga, caracterizado porque al cargar fracción fina, ésta siempre es colocada en el dispositivo de alimentación antes que las otras materias primas y porque el medio de transporte presenta una abertura de salida , que durante la carga en el recipiente es conducida a lo largo de un espiral dirigida hacia adentro, con lo que el medio de transporte es accionado de manera tal, que este gira continuamente alrededor de un eje y simultáneamente…
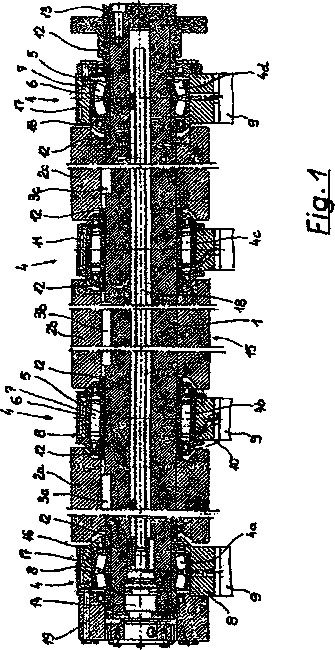
RODILLO DE GUIADO DE BARRA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura
(25/11/2009). Ver ilustración. Inventor/es: GUTTENBRUNNER,JOSEF, DEIBL,GUNTHER, STARRERMAIR,THOMAS. Clasificación: B22D11/128R, B22D11/128, C21D9/00, F27D3/02, B21B39/00.
Rodillo de guiado de barra con un árbol central pasante y con al menos dos envueltas de rodillo (2a, 2b, 2c), en donde el árbol central está apoyado en al menos tres rodamientos , pivotado giratoriamente, y en donde cada envuelta de rodillo está dispuesta entre dos rodamientos de forma solidaria en rotación sobre el árbol central, caracterizado porque el rodillo de guiado de barra está apoyado con los rodamientos de forma flotante y en su totalidad, permitiendo un desplazamiento axial, en cajas de cojinete fijas.
PROCEDIMIENTO DE COLADA SECUENCIAL PARA LA FABRICACION DE UNA BARRA DE METAL COLADA DE ELEVADA PUREZA.
(02/11/2009) Procedimiento de colada secuencial para la fabricación continua de una barra de metal colada de elevada pureza, a partir de un metal fundido, preferentemente, de un acero fundido, en el cual el metal fundido es suministrado de manera regulada desde un recipiente de fundición a un recipiente de distribución y desde dicho recipiente de distribución es expulsado de manera regulada a una coquilla para colada continua y en el cual el suministro de metal fundido al recipiente de distribución es interrumpido durante el cambio del recipiente de fundición, mientras que el suministro del metal fundido a la coquilla para colada continua continúa, caracterizado porque durante un lapso de tiempo que va desde el reinicio del suministro de metal fundido al recipiente de distribución , hasta alcanzar un nivel del baño operativo cuasi…
RECIPIENTE METALURGICO BASCULANTE.
(19/06/2009) Recipiente metalúrgico basculante, en especial un convertidor, con un anillo soporte que circunda al menos parcialmente el recipiente metalúrgico a cierta distancia, en donde en el recipiente metalúrgico están situadas consolas de apoyo fijadas sobre el anillo soporte y el recipiente metalúrgico está fijado al anillo soporte con varios dispositivos de sujeción (6, 5a, 6b) que pueden accionarse mediante cilindros de medio de presión , en donde cada dispositivo de sujeción coopera con una consola de bloqueo fijada al recipiente metalúrgico y el dispositivo de sujeción está configurado de forma que puede moverse desde una posición de liberación (B), que libera la consola de bloqueo, hasta una posición de apriete (A) que fija la consola de bloqueo y con el anillo soporte, y a la inversa, caracterizado…
PROCEDIMIENTO Y DISPOSITIVO PARA LA DESCARBURACION DE UN ACERO LIQUIDO.
(16/12/2007) Procedimiento para la descarburación de un acero líquido en el transcurso de la fabricación de acero inoxidable en un recipiente metalúrgico, especialmente en un convertidor, tratándose el acero líquido con oxígeno y, en caso dado, con un gas inerte, especialmente argón y/o nitrógeno, presentando el dispositivo de soplado superficial una lanza de soplado y conduciéndose el oxígeno a través de la lanza de soplado sobre la superficie del acero líquido y la lanza de soplado presenta una tobera de Laval y el oxígeno se conduce a través de la tobera de Laval sobre la superficie del acero líquido, caracterizado porque, con un contenido en carbono por encima del 0, 3% en peso en el acero líquido, se sopla superficialmente sobre el acero líquido oxígeno a través de una lanza…
PROCEDIMIENTO PARA LA FABRICACION DE UNA FUNDICION METALICA ALEADA.
(16/11/2007) Procedimiento para la fabricación de una fundición metálica aleada a base de hierro, que contiene preferentemente Cr o Cr y Ni, en varias etapas sucesivas y coordinadas entre sí. Dicho procedimiento está caracterizado porque # en una primera etapa del procedimiento, a una fundición base se incorporan portadores de agentes de aleación y se agrega un agente de reducción, escoria recirculada y / o formadores de escoria y un portador de energía, por acción de soplado superior y en la parte inferior del horno, con un agente oxidante, esos agentes portadores de aleación se funden y se reducen en gran medida, produciéndose una primera fundición prealeada, # en una segunda etapa del procedimiento, se incorporan a la primera fundición prealeada, un portador de agentes de aleación, preferentemente un portador de…
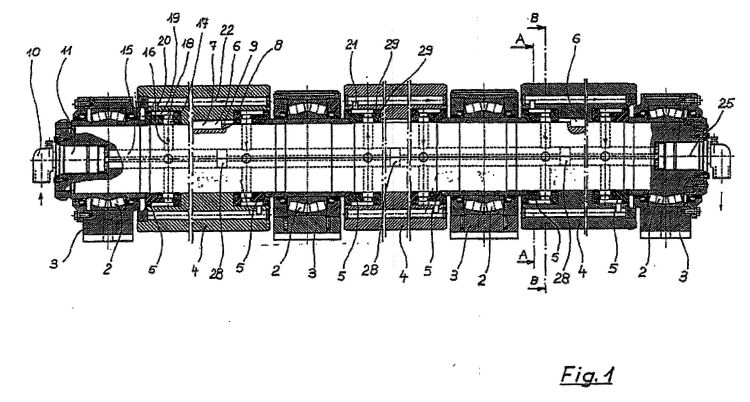
RODILLO GUIA DE CORDONES REFRIGERADO INTERNAMENTE.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/11/2007). Ver ilustración. Inventor/es: WIMMER, FRANZ, SHAN,GUOXIN, DEIBL,GUENTHER, GUTTENBRUNNER,JOSEF, LANSCHUETZER,JOSEF, POEPPL,JOHANN, THOENE,HEINRICH. Clasificación: B22D11/128, F28F5/02.
Rodillo guía de cordones refrigerado internamente, preferentemente para una instalación de fundición continua, con un árbol central rotatorio y por lo menos una camisa del rodillo apoyada antirotatoriamente sobre este árbol, caracterizado porque la camisa del rodillo es atravesada por canales de refrigerante (22, 22a, 22b, 22c) y los canales de refrigerante se disponen en la camisa del rodillo a una distancia constante de la superficie externa cilíndrica (4a) de la camisa del rodillo.
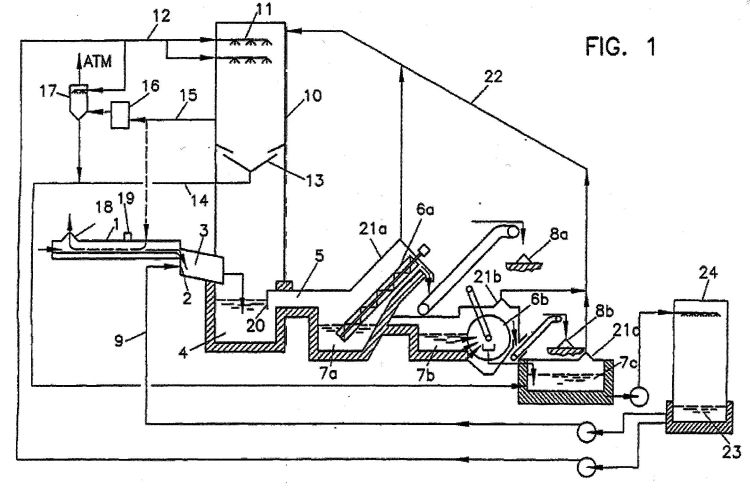
PROCEDIMIENTO E INSTALACION DE GRANULACION DE ESCORIAS.
Sección de la CIP Química y metalurgia
(16/09/2007). Ver ilustración. Inventor/es: VULETIC, BOGDAN. Clasificación: C21B3/08.
Procedimiento de granulación de escorias, particularmente de un alto horno y/o de una planta de reducción de fusión, alimentándose una mezcla granulado-agua formada durante la granulación en un tanque de granulación y posteriormente en una instalación de deshidratación, en la que se deshidrata el granulado de escorias, y condensándose al menos parcialmente los vapores y gases que contienen H2S obtenidos durante la granulación, en una cámara de condensación conectada en flujo con el tanque de granulación mediante inyección de agua, caracterizado porque los gases residuales que contienen H2S se descargan de la cámara de condensación por debajo del punto de inyección de agua y se quema H2S.
COQUILLA DE COLADA CONTINUA.
(01/08/2007) Coquilla abierta para una instalación de colada continua, especialmente una coquilla abierta de barra de acero para colar una barra de metal con una sección transversal de desbaste plano delgado con un grosor máximo de 150 mm, con una cavidad de moldeo formada por paredes de lados anchos enfriadas y paredes de lados estrechos, formando las paredes de lados anchos enfrentadas unas respecto a las otras una zona de ensanchamiento central y las paredes de lados anchos y las paredes de lados estrechos en el borde de salida de la coquilla una sección transversal de salida rectangular y pasando la zona de ensanchamiento central a las zonas de ajuste de los lados estrechos en la dirección hacia las paredes de lados estrechos…
{kind=link}
{kind=link}
{kind=link}