11 patentes, modelos y diseños de PLASTICOS DEL CINCA,S.A.
CARRETE PERFECCIONADO PARA VARILLA DE SOLDADURA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1984). Clasificación: B23K5/22.
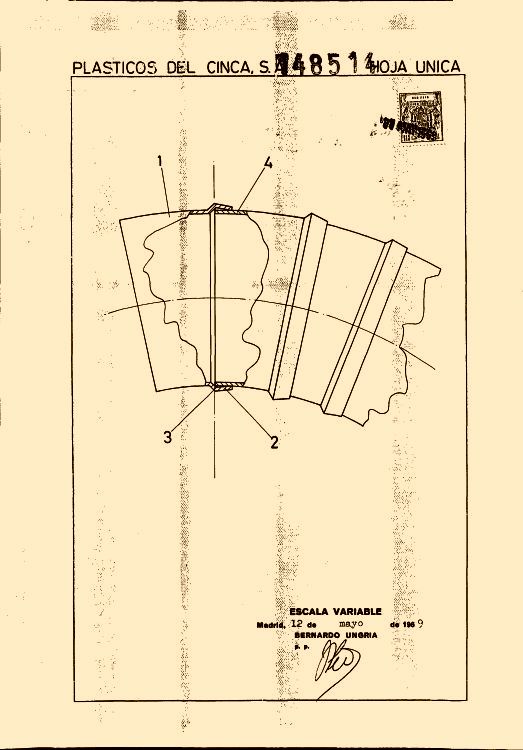
1. Carrete perfeccionado para varilla de soldadura continua, caracterizado esencialmente porque está constituido en dos partes iguales embocadas por el buje y unidas entre sí por un ánima tubular interna, que siendo de distinta o igual naturaleza a las partes que constituyen el carrete, vincula a ambas y constituye el núcleo de resistencia del buje el cual por su dintorno presenta sendos rebajes que constituyen alojamientos para el ánima tubular, la cual es de diámetro mayor que el diámetro de giro del carrete, el cual en sus alas laterales presenta sendos orificios de paso para el eje de giro y medios de acoplamiento convencionales para los órganos de arrastre. 2. Carrete perfeccionado para varilla de soldadura continua.
DISPOSITIVO PERFECCIONADO DE EMPALME PARA TUBOS RIGIDOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(03/04/1984). Clasificación: F16L17/02.
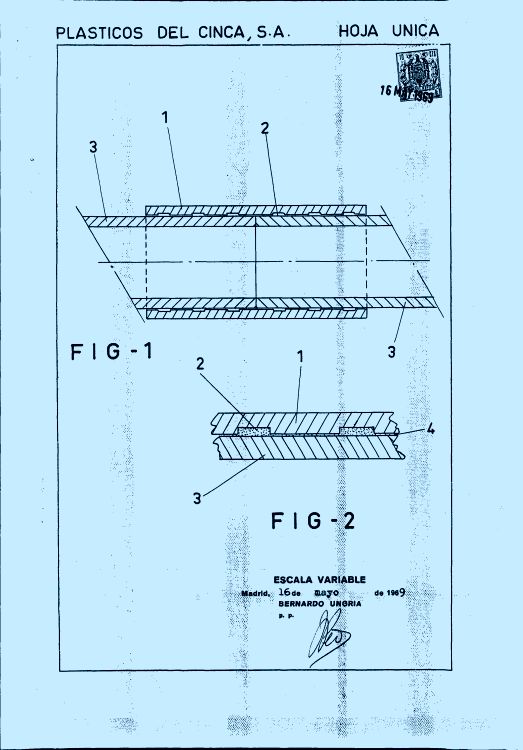
Dispositivo perfeccionado de empalme para tubos rígidos que siendo del tipo en que se conectan dos tubos por introducción parcial de uno en otro con interposición de una junta se caracteriza esencialmente porque dicha junta presenta dos labios divergentes a partir de un núcleo anular, estando uno de los labios presionando contra el dintorno de un alojamiento previsto en el tubo exterior en tanto que, el otro presiona contra el contorno del tubo interior, con la particularidad de que entre ambos labios se prevé un aro interno que expande el labio que presiona el dintorno del alojamiento el tubo exterior, estando ambos labios previstos de aletas salientes de estanqueidad y siendo el labio interno inclinado en reducción de diámetro ofreciendo una boca cónica convergente al tubo interno a acoplar.
PERFECCIONAMIENTOS EN LA CALIBRACION Y ESTABILIZADO DIMENSIONAL DE TUBOS TERMOPLASTICOS RIGIDOS EXTRUSIONADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1981). Clasificación: B29D23/04.
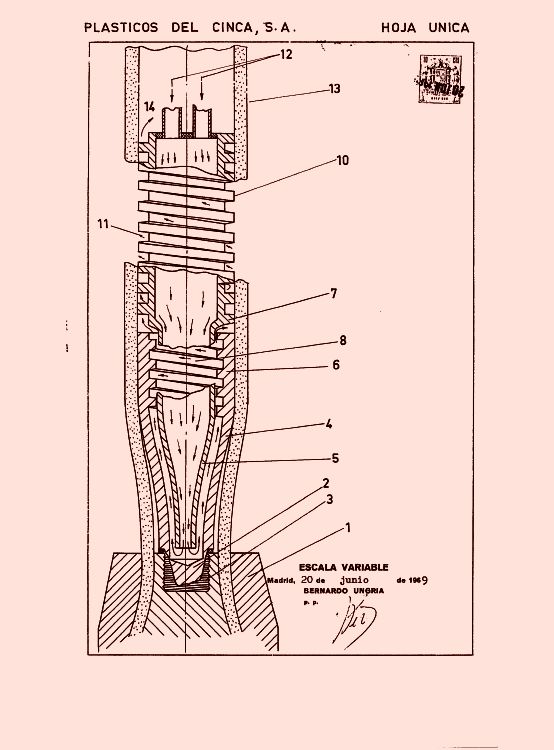
CAMARA DE REENFRIAMIENTO POR NITROGENO EN EXTRUSORA DE TUBOS TERMOPLASTICOS. SALE EL MATERIAL EXTRUIDO A TRAVES DE LA BOQUILLA Y PASA POR UN CALIBRADOR DE VACIO PARA IR A ENFRIARSE A LA CAMARA QUE FUNCIONA POR AGUA; DE ESTA FORMA LLEGA A LA CAMARA DE REENFRIAMIENTO , EN LA CUAL ENTRA NITROGENO POR EL TUBO , ASI COMO TAMBIEN ENTRA POR LA CONDUCCION , PARA ALCANZAR EL TUBO POR LA BOQUILLA , SIENDO ESTE NITROGENO IRRECUPERABLE.
PERFECCIONAMIENTOS EN LOS SISTEMAS DE EMPALME POR POLIFUSION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1981). Clasificación: B29C27/06.
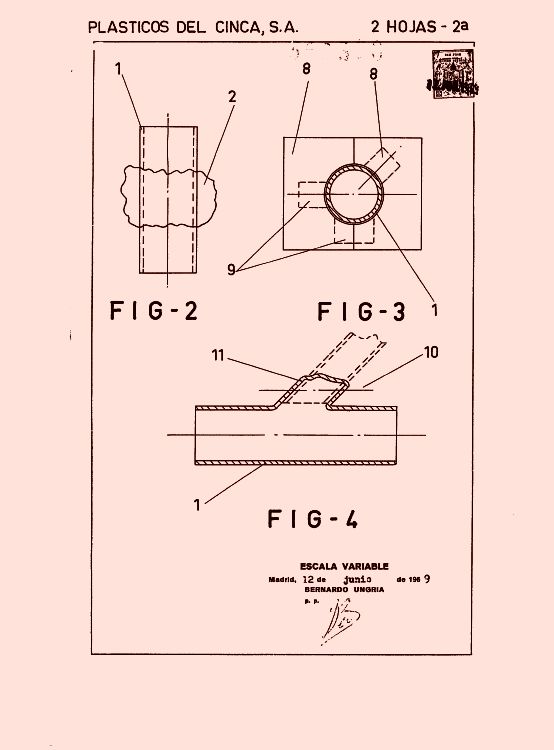
METODO DE EMPALME POR POLIFUSION DE PIEZAS TUBULARES. CONSISTE EN OBTENER UNA FUSION SUPERFICIAL Y LOCALIZADA ENTRE AMBAS PIEZAS TUBULARES A EMPALMAR, PREVIAMENTE, AL ACOPLAMIENTO DE LAS MISMAS EN INTIMO AJUSTE, CON COMPRESION POSTERIOR Y ENFRIAMIENTO A TEMPERATURA AMBIENTE. AMBAS PIEZAS SE CALIENTAN SIMULTANEAMENTE EN LAS ZONAS A UNIR A UNA TEMPERATURA DE 250 A 270G POR MEDIOS TERMOELECTRICOS, SUMINISTRADOS POR UN CALEFACTOR , PREVIO DESENGRASE Y FRESADO, PRODUCIENDOSE LA FUSION SUPERFICIAL EN AMBAS PIEZAS POR EL CALOR SUMINISTRADO POR ELEMENTOS DE ACOPLE DEL CALEFACTOR . DE USO EN EL EMPALME DE TUBERIAS DE POLIETILENO DE ALTA DENSIDAD Y DE POLIPROPILENO.
PERFECCIONAMIENTOS EN EL TRATAMIENTO DE CARGAS DE PVC HOMOGENEIZADAS.
(16/05/1981) ACONDICIONAMIENTO DE CARGAS DE PVC EN POLVO, MEDIANTE LA INCORPORACION DE ADITIVOS, PARA SU UTILIZACION POSTERIOR EN LA INDUSTRIA. CONSISTE EN INTRODUCIR EN UN MEZCLADOR DE CALENTAMIENTO UNA CANTIDAD ADECUADA DE PVC EN POLVO Y AGREGARLE ADITIVOS TALES COMO ESTERATO DE PLOMO, SULFATO TRIBASICO DE PLOMO, ESTERATO DE CALCIO Y OTROS; DE IGUAL MODO SE LE AGREGAN ELEMENTOS DE LUBRICACION TALES COMO CERA POLIELITINICA Y ACIDO ESTEARICO. AL AGITAR FUERTEMENTE LA MEZCLA FORMADA SE DESPRENDE CALOR, ALCANZANDOSE TEMPERATURAS DE 120G. LA MEZCLA CALIENTE SE TRASVASA A UN MEZCLADOR DE ENFRIAMIENTO, DONDE AL MISMO TIEMPO QUE SE LA AGITA SE LA SOMETE A UN ENFRIAMIENTO FORZADO, MEDIANTE LA INYECCION EN EL MEZCLADOR DE UNA CORRIENTE DE NITROGENO EN EXPANSION A PARTIR DE LIQUIDO A UNA TEMPERATURA DE 196G BAJO CERO. EL FLUJO…
DISPOSITIVO DE ACOPLAMIENTO AXIAL PARA TUBOS DE PLASTICO PERFECCIONADO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/1976). Clasificación: F16L.
Tubos de plástico perfeccionado empleado en instalaciones de mediano y gran caudal; caracterizado esencialmente porque está constituido por un ánima metálica dispuesta en la boca del tubo, por su parte interna y por un aro) exterior, estando la boca del tubo a empalmar abocardada troncocónicamente con una comicidad aproxima- da de 7 a 152, mientras que el ánima está constituida por un cuerpo tubular que exteriormente presenta una comicidad coincidente con el abocardado del tubo y un ala perimétrica cercana a la boca mas ancha de dicho cuerpo, la cual por su frente está convencionalmente estriada, habiéndose previsto en la periferia del cónico del ánima tubular uno o varios alojamientos para otros tantos retenes tóricos, mientras que en el aro provisto de orificios paralelos al eje longitudinal presenta su pared curva interna con una comicidad igual a la del tubo a acoplar.
UN ACODAMIENTO MODULAR PARA TUBERIAS PLASTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1974). Ver ilustración. Clasificación: B29C.
Un acodamiento modular para tuberías plásticas, que se caracteriza esencialmente por estar constituido de una pieza tubular componente de un anillo tórico que presenta en una de sus bocas un abocardado cónico, cuyo radio menor corresponde al borde exterior, formándose en el borde interior del abocardado un alojamiento para recibir el material de unión entre módulos.
UN PROCEDIMIENTO Y UN DISPOSITIVO PARA OBTENCION DE MANGUITOS CALIBRADOS INTERIORMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1971). Ver ilustración. Clasificación: B29D23/22.
Resumen no disponible.
UN PROCEDIMIENTO Y UN DISPOSITIVO PARA PRODUCIR INJERTOS EN UN TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1971). Ver ilustración. Clasificación: B29D23/03.
Resumen no disponible.
BRIDA DE UNION PARA TUBOS.
(01/11/1970) Brida de unión para tubos, de los que comprenden la combinación de tres piezas con el tubo a unir, siendo una de ellas resistente, otra de apriete y la tercera presionada y prensora, caracterizada esencialmente porque la pieza resistente está constituida por un manguito roscado en su boca, que presenta en su borde opuesto a la rosca un chaflán destinado a alojar parte de la pieza presionada y prensora, y en su parte interior un resalte que ejerce la función de tope a la penetración del tubo a empalmar; la pieza de apriete la constituye un racor que rosca en la boca del manguito y presenta un estrechamiento interior coincidente de acuerdo con la tolerancia necesaria con el diámetro exterior del tubo a unir, con la particularidad de que precisamente en.la zona en donde se inicia el estrechamiento presenta un chaflán en sentido…
MANGUITO DE UNION PERFECCIONADO PARA TUBERIAS PLASTICAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1970). Ver ilustración. Clasificación: F16L.
Manguito de unión perfeccionado para tuberías plásticas, caracterizado esencialmente por disponer en su interior de una pluralidad de gargantas periféricas, cuya misión es albergar en su cavidad el adhesivo que al formar cuerpo con el manguito y los tubos, transforma las cavidades en puntos de anclaje a la tracción, y retenes de fuga del fluido circulante por los mencionados tubos.
{kind=link}
{kind=link}
{kind=link}
{kind=link}