242 patentes, modelos y diseños de PIRELLI, SOCIETA PER AZIONI
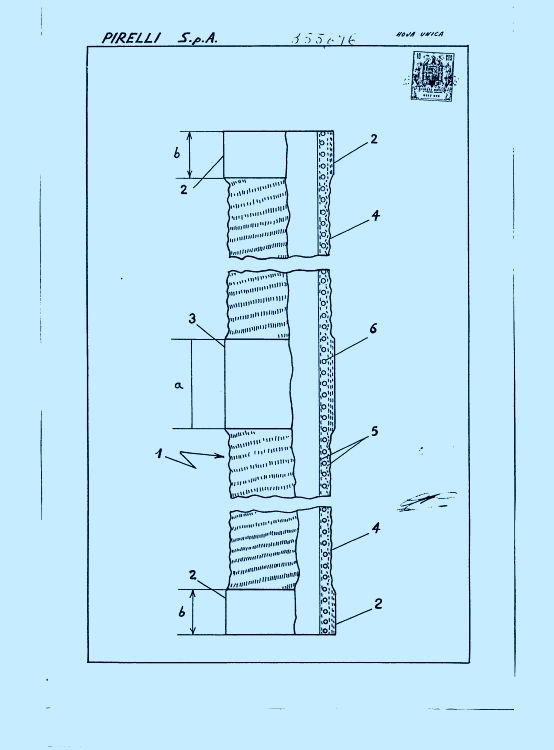
UN PERFECCIONAMIENTO EN LOS TUBOS FLEXIBLES ARMADOS DE MATERIAL ELASTICO PARA LA CONSUCCION DE LIQUIDOS A PRESION Y-O, ASPIRACION.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/06/1970). Ver ilustración. Clasificación: F16L11/08, B29D23/18, F16L11/112.
Resumen no disponible.
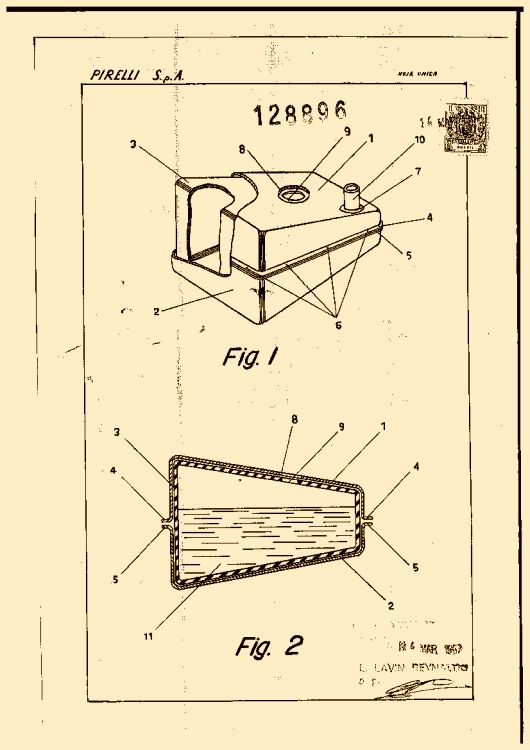
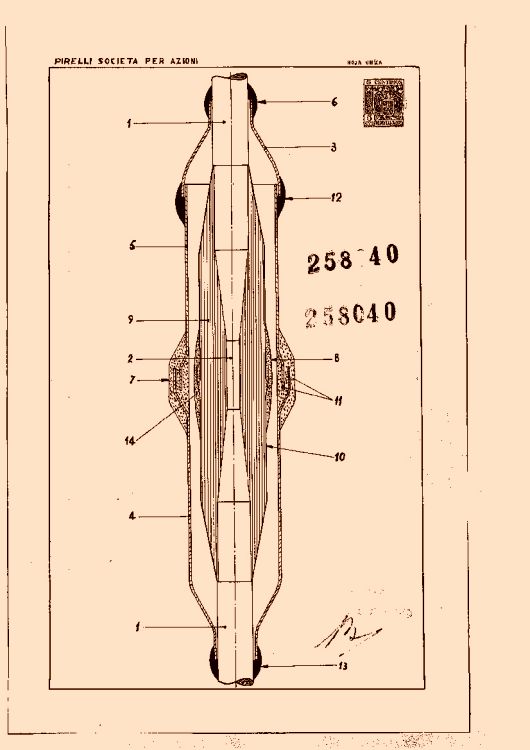
UN DEPOSITO RESISTENTE A LOS GOLPES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1968). Ver ilustración. Clasificación: B60K.
Un depósito resistente a los golpes, particularmente un depósito para carburante par vehículos a motor, que comprende una envoltura rígida que contiene una envoltura flexible, dicha envoltura flexible estando provista de pasos para la entrada y la salida del carburante y eventualmente de los otros pasos, caracterizado por el hecho que la envoltura externa rígida no es hermética, mientras la envoltura interna flexible, destinada a contener el carburante, es a hermeticidad, tiene las paredes de espesor suficiente para no aflojarse cuando está vacía y está constituída de goma o de un material análogo capaz de dilatarse mucho sin romperse.
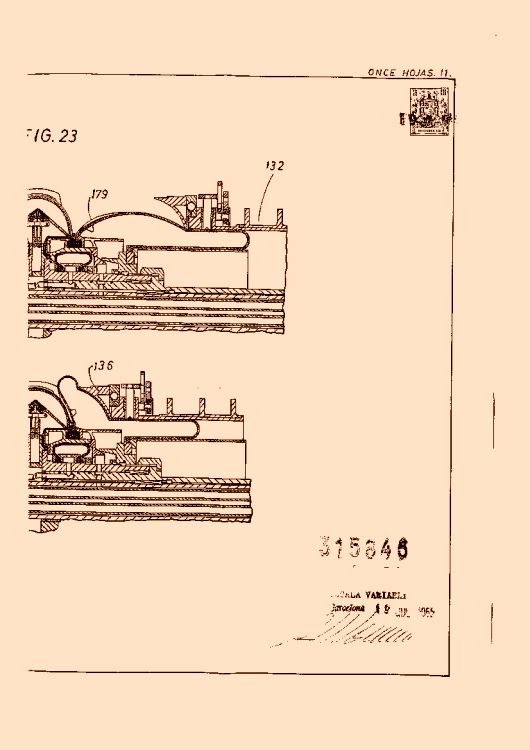
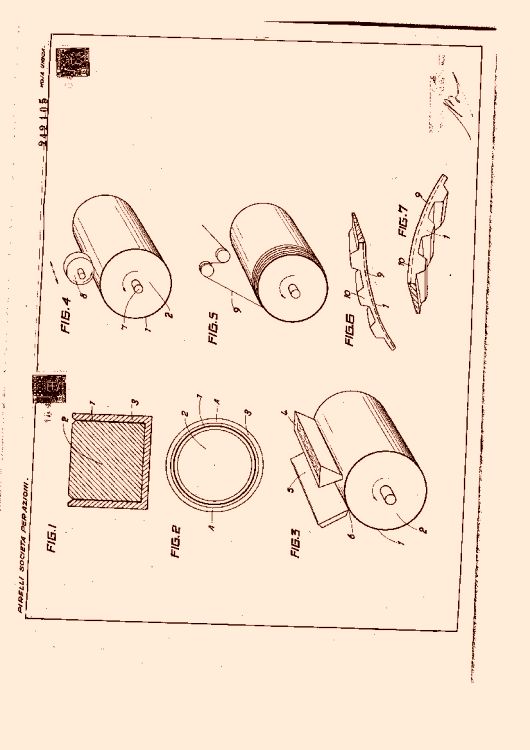
UN METODO DE CONFECCION DE CUBIERTAS NEUMATICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1966). Ver ilustración. Clasificación: B29D30/24.
Resumen no disponible.
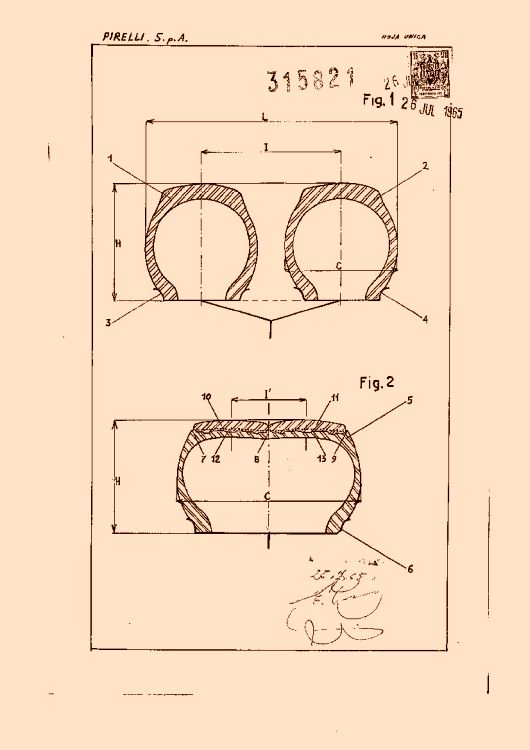
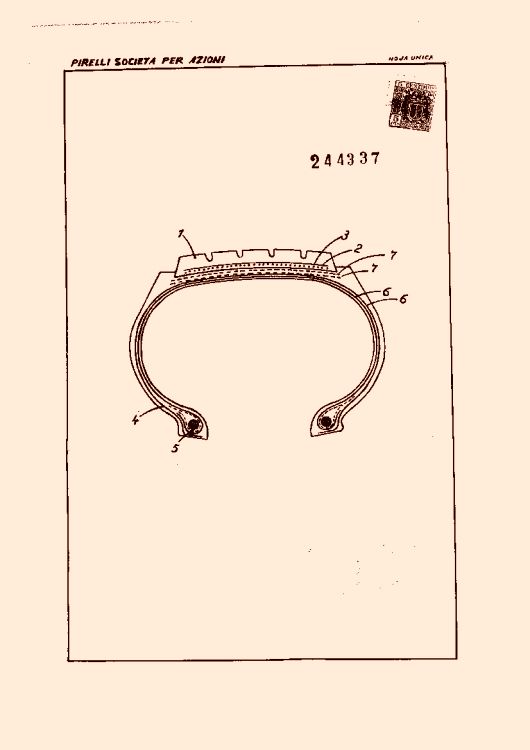
UN PERFECCIONAMIENTO EN LOS NEUMATICOS CON BANDA DE RODAMIENTO DE ANILLOS SEPARADOS DE LA ARMAZON.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1966). Ver ilustración. Clasificación: B60C3/00.
Resumen no disponible.
Careta submarina de material elástico.
Sección de la CIP Electricidad
(01/04/1964).
Resumen no disponible.
Fuelle para el hinchado de artículos neumáticos plegabes como colchones, botes y similares.
Sección de la CIP Electricidad
(16/05/1963).
Resumen no disponible.
Barandilla constituida por perfilados huecos recubiertos de resina sintética.
Sección de la CIP Electricidad
(01/05/1963).
Resumen no disponible.
recipiente de materia plástica.
Sección de la CIP Electricidad
(01/06/1962).
Resumen no disponible.
Anillo de rodamiento recambiable para cubiertas neumáticas para ruedas de vehículos.
Sección de la CIP Electricidad
(01/06/1962).
Resumen no disponible.
Elemento metálico de sección en T aplicable a los neumáticos.
Sección de la CIP Electricidad
(01/12/1961).
Resumen no disponible.
Junta con arandela para tubos elásticos particularmente en goma armada con tela.
Sección de la CIP Electricidad
(01/12/1961).
Resumen no disponible.
Correa trapezoidal de transmisión.
Sección de la CIP Electricidad
(16/06/1961).
Resumen no disponible.
Dispositivo indicador de la cantidad de gas líquido contenido en un envase metálico del tipo de balanza hidrostática.
Sección de la CIP Electricidad
(01/06/1961).
Resumen no disponible.
Bloque para pedales de bicicleta provisto de un elemento reflectante.
Sección de la CIP Electricidad
(01/05/1961).
Resumen no disponible.
Junta elástica de transmisión para árboles.
Sección de la CIP Electricidad
(16/02/1961).
Resumen no disponible.
Cubierta neumática para ruedas de vehículos.
Sección de la CIP Electricidad
(16/01/1961).
Resumen no disponible.
Cubierta neumática para ruedas de vehículo.
Sección de la CIP Electricidad
(16/01/1961).
Resumen no disponible.
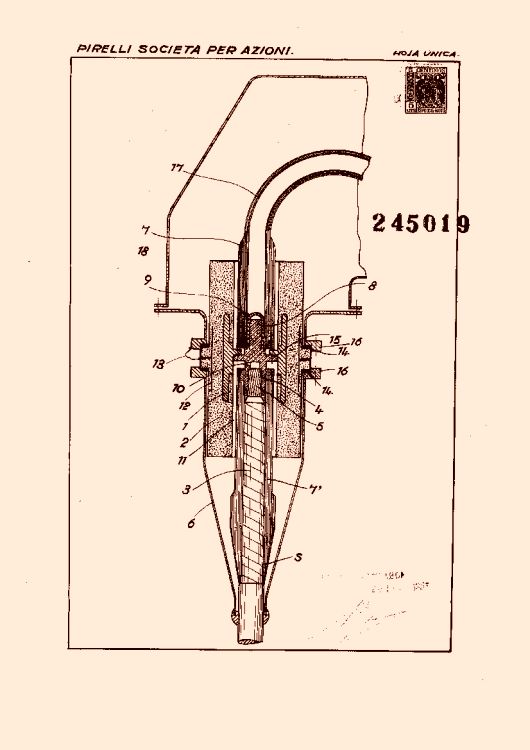
Tapón rociador para contenedores comprimibles para líquidos.
Sección de la CIP Electricidad
(16/01/1961).
Resumen no disponible.
UN MÉTODO PARA EL SECCIONAMIENTO ELÉCTRICO DE LA COBERTURA METÁLICA DE CABLES ELÉCTRICOS UNIPOLARES DE CUALQUIER TIPO.
Sección de la CIP Electricidad
(16/12/1960). Ver ilustración. Clasificación: H01B.
Un método para seccionar eléctricamente la cobertura metálica de cables unipolares de cualquier tipo par transporte de energía, esencialmente caracterizado por el hecho de que el seccionamiento se realiza sobre la caja metálica de los empalmes de cable,recurriendo a cajas divididas en dos partes que preventivamente se unen sólidamente en una pieza única y eléctricamente aisladas entre si colando bajo vacio dentro de un adecuado molde, dispuesto exteriormente a la caja y alrededor de la línea de separación de las dos partes citadas, una resina sintética aislante termoendurecedora, dejando que se produzca la polimerización de la resina y removiendo el molde al término del endurecimiento de dicha resina.
Caja para baterías de acumuladores eléctricos para vehículos.
Secciones de la CIP Electricidad Química y metalurgia
(01/08/1960).
Resumen no disponible.
UN PERFECCIONAMIENTO EN LA OBTENCIÓN DE MASA PLÁSTICAS DE RELLENO DE LAS ÁREAS ESTRELLADAS DE CABLES ELÉCTRICOS MULTIPOLARES.
Secciones de la CIP Electricidad Química y metalurgia
(01/08/1960). Clasificación: H01B7/28, C08K5/00P1, C08K5/00.
Un perfeccionamiento en la obtención de masas plásticas de relleno de las áreas estrelladas de cables eléctricos multipolares, caracterizado esencialmente por el hecho de que la masa de relleno contiene el mismo plastificante utilizado en la formación de la masa termoplástica del aislante del cable y en un porcentaje sensiblemente igual al de equilibrio.
UN PROCEDIMIENTO DE OBTENCIÓN DE UN PRODUCTO PARA LA IMPREGNACIÓN DE CABLES DE ALTA TENCIÓN.
Sección de la CIP Electricidad
(16/12/1959). Clasificación: H01.
Procedimiento de obtención de un producto para la impregnación de cables de alta tensión del tipo a aceite fluido, caracterizado por el hecho de constituirlo esencialmente por un hidrocarburo de peso molecular comprendido entre 200 y 400, obtenido por alquilación de un hidrocarburo aromático y que haya sido sometido a una refinación mediante tratamiento con materiales absorbentes.
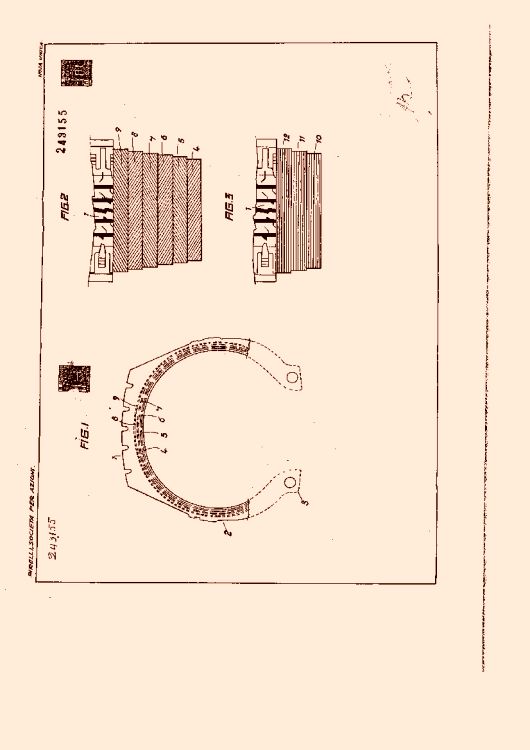
UN PERFECCIONAMIENTO EN LAS CADENAS TIPO ORUGA PARA VEHÍCULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1959). Ver ilustración. Clasificación: B62.
Perfeccionamiento en las cadenas tipo oruga para vehículosque consiste esencialmente en unir entre sí las placas de adherencia al terreno que constituyen las cadenas tipo orugamediante una serie de elementos flexibles de goma u otro elastómero similar en el cual están anegados refuerzo anulares metálicosenfilados sobre manguitosque transmiten los esfuerzos generados durante el movimiento.
UN PERFECCIONAMIENTO EN LAS CUBIERTAS NEUMÁTICAS PARA RUEDAS DE VEHÍCULOS DE CUALQUIER GÉNERO.
(01/12/1959) Perfeccionamiento en las cubiertas neumáticas para ruedas de vehículos de cualquier génerodel tipo provisto de un intermedio cinturante apto para resistir los esfuerzos de tracción y puesto bajo tensión por efecto de la presión de hinchamientoy de un armazón apta para no vincular los movimientos del intermedio cinturantecaracterizado por el hecho de que tal intermedio cinturante está constituído por un número par de tiras de tejido cordcada una de las cuales está formada por cuerdas de material de escaso alargamiento y dispuestas paralelas entre síteniendo dichas tiras de dos en dos anchura igualsiendo dicha anchura menor de la total del intermedio cinturanteestando dichas tiras superpuestas simétricamente respecto al plano ecuatorialde modo que cada par de las mismas se superpone parcialmente en una anchura no superior a 2/3 de la anchura del par mismosiendo…
UN PERFECCIONAMIENTO EN LAS CUBIERTAS NEUMÁTICAS PARA RUEDAS DE VEHÍCULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1959). Ver ilustración. Clasificación: B60.
Perfeccionamiento en las cubiertas neumáticas para ruedas de vehículos del tipo que comprende una armazón formada de por lo menos dos grupos de telas, esencialmente caracterizado por el hecho de que la estructura de las telas sea especularmente simétrica respecto al plano ecuatorial de la cubierta y que el alargamiento de las propias telas aumente de un grupo al otro a partir del interior hacia el exterior de la estructura.
UNA MAQUINA PARA FORMAR UNA TIRA ANULAS SOBRE UN TAMBOR GIRATORIO CON CORONA RETRACTIL.
(16/09/1959) Máquina para formar una tira anular sobre un tambor giratorio a corona retráctilmediante por lo menos un hilo revestido de goma cruda o similar del tipo dotado de dos mecanismos de biela y manivela de los cuales una biela quedaen su posición mediaen un plano que pasa por el eje del tambor y la otraasí mismo en su posición mediaes perpendicular a la primera queda en un plano normal a dicho eje del tamborestando las extremidades de dichas dos bielasopuestas a las respectivas manivelasarticuladas entre sí mediante una boquilla de aplicación del hiloesencialmente caracterizada por el hecho de que la biela yacente en el plano que pasa por el eje del tambor está compuesta de dos partes desplazables axilmente una respecto a la otraconstituyendo una de tales partes la biela propiamente dicha articulada al…
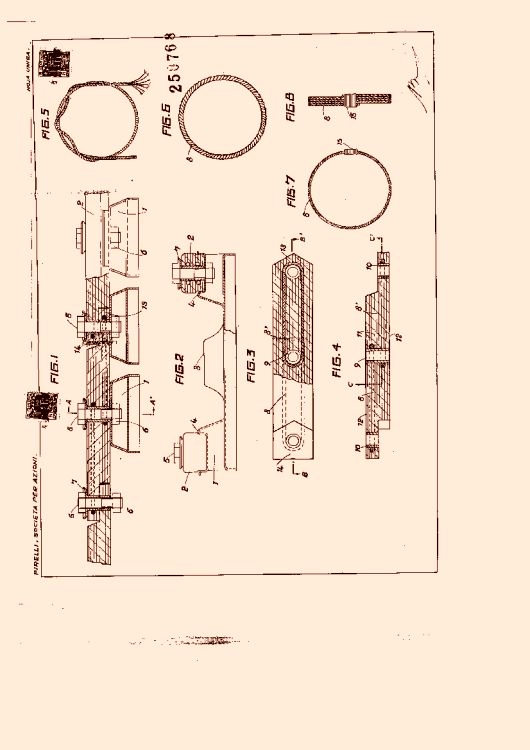
UN PROCEDIMIENTO DE PREPARACION DE LAS EXTREMIDADES DE CABLES MULTIPOLARES A ACEITE FLUIDO PARA EL MONTAJE DE ACCESORIOS.
Sección de la CIP Electricidad
(16/09/1959). Ver ilustración. Clasificación: H01.
Resumen no disponible.
UN PERFECCIONAMIENTO EN LA FABRICACIÓN DE NEUMÁTICOS PARA RUEDAS DE VEHÍCULOS, CONSTITUIDOS POR UNA BANDA DE RODAMIENTO DE GOMA SINTÉTICA Y UNA CUBIERTA DE GOMA NATURAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1959). Ver ilustración. Clasificación: B29D.
Perfeccionamiento en la fabricación de neumáticos para ruedas de vehículos constituidos por una banda de rodamiento de goma sintética y una cubierta de goma natural, caracterizada por el hecho de que la banda de rodamiento, formada en anillo, contiene una armadura constituida pro una única capa de cuerdecita metálica dispuesta en hélice, con las espiras dispuestas en dirección sustancialmente paralela, al ecuador, situada en la parte interna de la banda de rodamiento.
APARATO PARA LA CONFECCIÓN DE CUBIERTAS DE NEUMÁTICOS SOBRE TAMBORES EXPANSIBLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1959). Ver ilustración. Clasificación: B29D.
Un aparato para la confección de cubiertas de neumáticos sobre tambores expansiblescaracterizado por el hecho de que el tambor está constituido por la combinación de dos tesoros circulares rígidos alineados axilmente uno respecto al otrocon una membrana tubular que se extiende entre las mismos y que tiene los bordes de sus extremidades opuestas fijados a hermeticidad de fluido a una zona periférica de los respectivos testeroscomprendiendo dicha membrana zonas anulares adyacentes a los testeros extensible elásticamente y flexibles y una zona anular intermedia flexible pero inextensible elásticamentesiendo al configuración normal indeformada de dicha zona intermedia cilíndrica circular y el diámetro de la misma zona intermedia en su estado indeformadomayor que el diámetro máximo de dichos testeros.
UN PERFECCIONAMIENTO EN LAS CUBIERTAS NEUMÁTCAS PARA RUEDAS DE VEHÍCULOS DE CUALQUIER GÉNERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1959). Clasificación: B29D30/00.
Un perfeccionamiento en las cubiertas neumáticas para ruedas de vehículos de cualquier género, del tipo provisto de una banda de rodamiento con configuración a huecos, caracterizada por el hecho de que en dichos huecos están situadas unas protuberancias alargadas o salientes que tienen la base solidaria con el fondo de los huecos y están constituídos de la misma mezcla que la banda de rodamiento, elevándose dichos salietnes del fondo de los huecos y estando aislados tanto de las paredes de los huecos como entre sí.
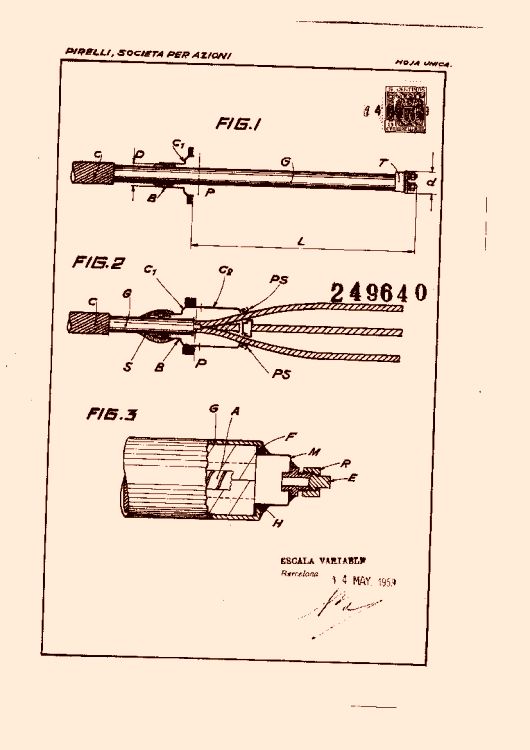
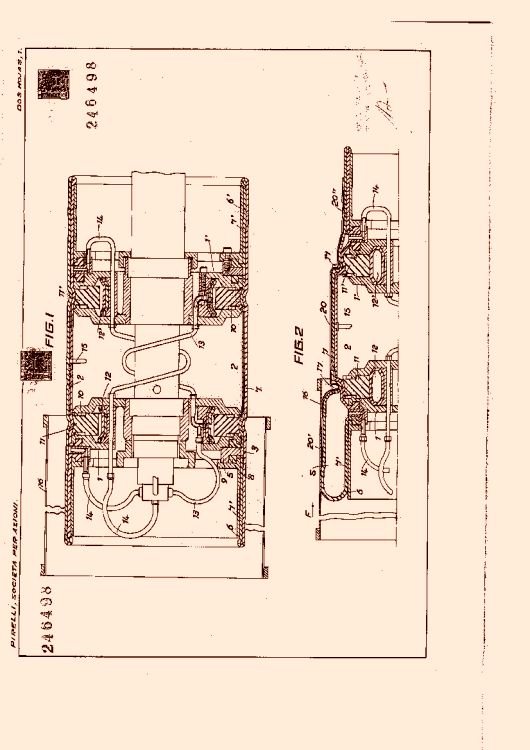
UN PERFECCIONAMIENTO EN LAS EXTREMIDADES TERMINALES DE ENTRADA AL TRANSFORMADOR PARA CABLES UNIPOLARES DE ALTA TENSIÓN.
Sección de la CIP Electricidad
(01/03/1959). Ver ilustración. Clasificación: H01F.
Un perfeccionamiento en las extremidades terminales de entrada al transformador para cables unipolares de alta tensión, caracterizado por el hecho de que el conectador entre el conductor del cable y el conductor externo que lleva la corriente al transformador, está completamente circundado por un electrodo, con el cual está unido sin pérdida de fluído, que se extiende de modo qeu apantalle enteramente tanto la unión de los conductores como el canal, coaxil con ellos, de alimentación del aceite al cable y porque dicho electrodo está anegado en un manguito aislante de resina sintética termoendurecible, preferiblemente de tipo etosilínico, provisto de un collar externo que forma cierre hermético entre la caja del transformador y la cápsula de cierre del cable, estando anegado en dicho manguito otro electrodo, unido a tierra, que sirve para apantallar el cierre hermético de fluído entre la caja de entrada en el transformador, el manguito aislante y la cápsula de cierre del cable.
UN PROCEDIMIENTO DE FABRICACIÓN DE CORREAS DE TRANSMISIÓN DE MATERIALES ELÁSTICOS OBTENIDOS POR COLADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1959). Ver ilustración. Clasificación: B29D29/00, B68F1/00.
Un procedimiento de fabricación de correas de transmisión de materiales elásticos, obtenidas por colada, constituídas de un material colable en fase de elaboración y elástico después de su endurecimiento y provistas de inserciones resistentes, caracterizado por el hecho de que se obtiene primeramente el soporte de dichas inserciones colando el material en un molde auxiliar, y se ejecuta a continuación un oportuno tratamiento de endurecimiento del citado material; se aplican luego sobre el soporte de tal modo obtenido las inserciones resistentes, pudiendo estas operaciones ser varias veces reiteradas; se introduce en un molde definitivo el mandril del molde auxiliar ya provisto del soporte y de las inserciones resistentes establecidas del modo antedicho; se cuela en dicho molde definitivo el material necesario para completar la correa, y se realiza finalmente, un tratamiento de endurecimiento de este último.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}