49 patentes, modelos y diseños de MULLER WEINGARTEN AG
Dispositivo de transferencia para una prensa.
(09/07/2014) Prensa con un dispositivo de transferencia con un transporte preferiblemente de varios ejes de piezas de trabajo a través de estaciones de proceso con dos carriles de soporte o de prensión dispuestos paralelos entre sí, donde por superposición de movimientos de varios accionamientos se lleva a cabo un movimiento de avance, un movimiento de elevación/descenso y un movimiento de apertura/cierre, y donde los carriles de soporte o de prensión están suspendidos y guiados mediante una disposición de barras articuladas para llevar a cabo los movimientos sin otros elementos de guía, caracterizada porque los medios de transmisión de movimientos están dispuestos esencialmente en la zona entre los soportes (3a) y (3b) o (2a) y (2b) de la prensa, y que…
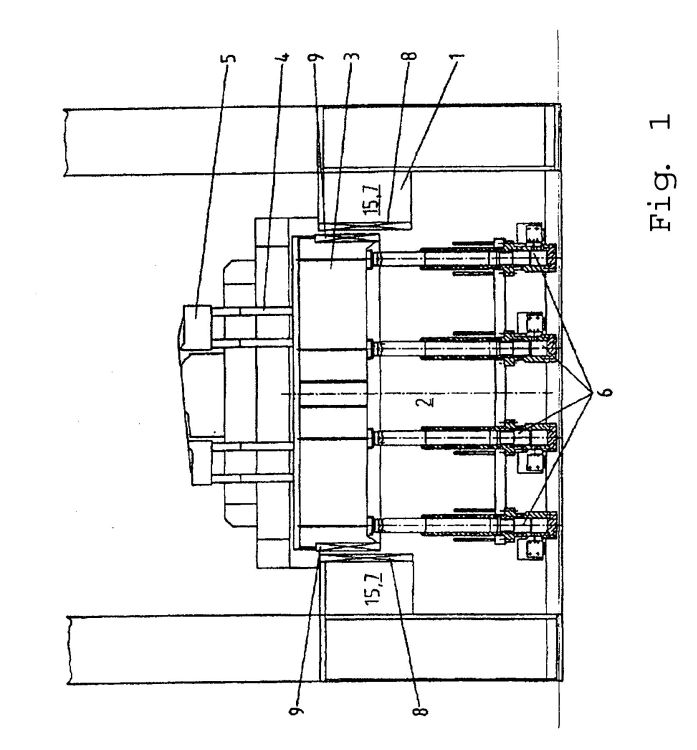
Prensa de conformación con funcionalidad de almohadilla-sufridera integrada en la mesa corrediza.
(11/07/2012) Prensa, tren de prensas, prensas con múltiples portapunzones o similares con al menos un dispositivo dealmohadilla-sufridera para regular la fuerza del sujetachapas entre la parte inferior de la herramienta y la partesuperior de la herramienta, y con al menos una mesa corrediza desplazable que durante un cambio de herramientapuede desplazarse hacia fuera de la prensa o hacia dentro de la prensa, caracterizada por que el dispositivo dealmohadilla-sufridera con sus accionamientos y sus medios de transmisión de movimiento y de fuerza estáintegrado en la mesa corrediza desplazable y junto con la mesa corrediza …
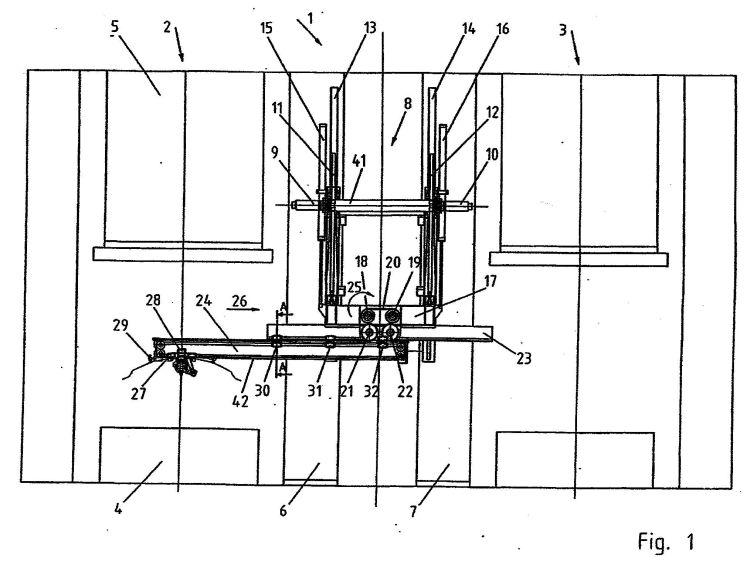
SISTEMA DE CAMBIO DE HERRAMIENTAS.
(14/03/2012) Sistema de cambio de herramientas para sistemas de transporte de piezas de trabajo en prensas, que comprende una traviesa (Q) y una herramienta (T), en el que la herramienta (T) está constituida por al menos un soporte de base de la herramienta y por brazos de herramienta y porque los brazos de herramienta se pueden sustituir individualmente, en el que el soporte de base de la herramienta está dispuesto de forma desmontable para un proceso de equipamiento en la traviesa (Q) desplazable, y después de un cambio de los brazos de herramienta , que se realiza cuando el soporte de base de la herramienta está desmontado, se puede fijar de nuevo en la traviesa (Q), en el que la conexión entre un brazo de la herramienta y el soporte de base de la herramienta se realiza por medio de una pieza de ajuste de acoplamiento , que se inserta de forma…
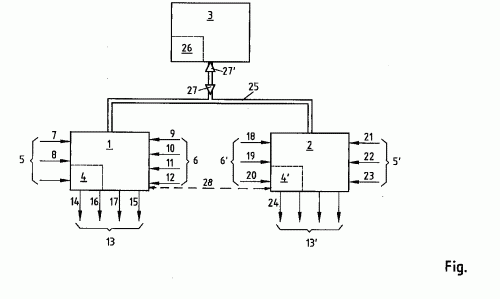
TREN DE FABRICACIÓN Y PROCEDIMIENTO PARA CONTROLAR UN TREN DE FABRICACIÓN, EN ESPECIAL TREN DE PRENSAS.
(01/03/2011) - Tren de fabricación - con varias instalaciones de mecanización de piezas de trabajo que trabajan mecánicamente con independencia entre ellas, en especial tren de prensas, - con instalaciones de transporte de piezas de trabajo que enlazan las instalaciones de mecanización de piezas de trabajo para el transporte de piezas de trabajo, - con un ordenador piloto (LR) de forma preferida con prefijación de valores nominales el cual, mediante una transmisión electrónica de señales y en especial de valores nominales, sintoniza las instalaciones de mecanización de piezas de trabajo y/o las instalaciones de transporte de piezas de trabajo en sus desarrollos de trabajo, caracterizado porque el tren de fabricación comprende una instalación de mecanización principal (HBE), en…
PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS.
(21/12/2010) - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades y las fuerzas o pares de giro de los servomotores para el accionamiento de los puntos de inversión de un portamachos por medio de un disco de leva de posición - controlado por un árbol de mando virtual - de un equipo de control NC , caracterizado porque los respectivos servomotores del accionamiento principal para el movimiento del portamachos asociados por separado a los puntos de presión del portamachos y los respectivos servomotores del accionamiento secundario para la regulación de la situación del portamachos asociados por separado a dichos puntos…
METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE.
(30/08/2010) Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce sobre el émbolo fuerzas opuestas a la fuerza de corte, caracterizado porque, tiene lugar un intercambio de al menos dos fuerzas opuestas durante el proceso de corte dentro de un sistema hidráulico cerrado, y porque el instante de este intercambio depende de la trayectoria del émbolo
DISPOSITIVO AMORTIGUADOR DE TROQUEL CON ACCIONAMIENTO HIBRIDO MODULAR.
(06/08/2010) Dispositivo amortiguador de troquel de una prensa de moldeo para generar la fuerza de retención de una plancha (F53) entre un troquel inferior y un troquel superior , con lo cual, el dispositivo amortiguador de troquel comprende al menos un accionamiento híbrido , con lo cual, el accionamiento híbrido actúa al menos sobre un soporte de la plancha del troquel inferior , con lo cual, el accionamiento híbrido se encuentra formado por al menos un primer accionamiento y al menos un segundo accionamiento , caracterizado porque, el primer accionamiento y el segundo accionamiento forman el módulo del amortiguador de troquel , con lo cual, el módulo del amortiguador de troquel comprende un componente mediante el cual el soporte de la plancha puede ser desplazado hacia arriba, con…
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR FUERZAS EN PRENSAS SERVOELECTRICAS.
(03/05/2010) Procedimiento para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores , caracterizado porque los pares de giro nominales - calculables a partir de la evolución nominal ingresable de las fuerzas específicas de las piezas y del proceso - para el servomotor o los servomotores de accionamiento del macho y/o de la almohadilla de embutición pueden corregirse o limitarse, para dar un par de giro nominal resultante Mres, en función de magnitudes de influencia, tales como la evolución de la multiplicación de engranaje i(phi;), la aceleración an = f(f) y el rozamiento Mr, con valores de corrección de par de giro (Mcorr1…
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR EL MOVIMIENTO DEL MACHO EN PRENSAS SERVOELECTRICAS.
(03/05/2010) Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas en las que se pueden controlar las posiciones, velocidades y fuerzas o pares de giro de los servomotores por medio de un equipo de control NC , caracterizado porque los pares de giro nominales para el servomotor o los servomotores de accionamiento del punto o los puntos de presión de uno o varios machos pueden ser regulados en función de magnitudes de influencia, tales como la multiplicación de engranaje i = f(f) dependiente de la posición de un árbol de mando y/o la suspensión elástica scorr = f(Freal,Mreal) dependiente de…
DISPOSITIVO DE TRANSPORTE PARA PIEZAS EN PRENSAS.
(07/10/2009) Dispositivo de transporte para transportar piezas a través de pasos de mecanizado de una prensa múltiple, en la que la cantidad de herramientas corresponde a la cantidad de los pasos de trabajo que son necesarios para el proceso de fabricación de las piezas, con dos rieles portantes dispuestos de manera paralela entre sí , en los que se encuentran sujetos mordazas o traviesas transversales para el alojamiento y para el transporte de las piezas, con lo cual los rieles portantes o los carros de transporte correspondientes realizan, mediante accionamientos lineales , un movimiento longitudinal horizontal en la dirección, y en contra de la dirección de transporte de las piezas, para el transporte de las piezas, caracterizado porque para la ejecución del movimiento longitudinal horizontal…
DISPOSITIVO DE TRANSPORTE POR BRAZO ARTICULADO.
(22/06/2009) Prensa de etapas para grandes piezas con un dispositivo para transportar piezas de trabajo, en la que cada estación de mecanización presenta al menos un dispositivo de transporte independiente que transporta la pieza de trabajo, y este dispositivo está configurado como un brazo articulado con un travesaño dotado de medios de retención de piezas de trabajo, en la que el dispositivo (11 a 14) de transporte por brazo articulado está dispuesto en los montantes (7 a 11) de la prensa por encima del plano de transporte de las piezas, y en la que se puede realizar un movimiento de carrera y/o un movimiento de basculación por medio de accionamientos…
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR ALMOHADILLAS DE EMBUTICION SERVOELECTRICAS.
(16/04/2009) Procedimiento para controlar y regular almohadillas de embutición servoeléctricas en prensas conformadoras con un equipo de control NC que regula las posiciones, velocidades y fuerzas de los servomotores o cilindros hidráulicos (3a) concebidos como actores de modo que, durante el movimiento del macho hasta el punto de impacto del macho con la almohadilla de embutición , se influye sobre la posición de la almohadilla por medio de una regulación de posición que recibe su valor nominal de un disco de levas de posición leído de conformidad con la posición actual de un árbol de guía, en el punto de impacto del macho con la almohadilla de embutición se conmuta a regulación de fuerza por evaluación de una desviación de regulación máxima y a partir del punto de impacto del macho…
DISPOSITIVO DE ALMOHADILLA DE EMBUTICION CON ACCIONAMIENTO HIBRIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2008). Ver ilustración. Inventor/es: REICHENBACH, RAINER, SPIESSHOFER, THOMAS, DARR, UWE, MULLER, MARKUS, DR., ENGLER, GEBHARD, FRANK,ULRICH. Clasificación: B21D24/02, B21D24/10.
Dispositivo de almohadilla de embutición para una prensa de mecanización de metales, que está diseñado para regular una fuerza de sujeción de chapa entre una parte inferior de herramienta y una parte superior de herramienta y en el que se pueden regular la solicitación con presión sobre el costado de presión y el movimiento de éste por medio de una combinación de al menos un cilindro de fluido y al menos un accionamiento eléctrico , y al menos un accionamiento eléctrico está unido operativamente con el costado de presión , caracterizado porque al menos un accionamiento eléctrico es un motor lineal configurado como accionamiento directo o un cilindro eléctrico y está unido operativamente con el costado de presión , y los accionamientos eléctricos están unidos operativamente en secuencia con el movimiento del macho de la prensa a través de un árbol de guía dentro del ciclo de dicha prensa.
DISPOSITIVO DE TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2008). Ver ilustración. Inventor/es: REICHENBACH, RAINER. Clasificación: B21D43/05, B65G47/90.
Dispositivo de transporte para transportar piezas de trabajo, preferiblemente a través de un tren de prensas o una prensa de transferencia, con un dispositivo de elevación que está unido con un travesaño que a su vez lleva una traviesa estacionaria en dirección horizontal, en la que está dispuesto un aguilón horizontalmente trasladable con un patín trasladable , caracterizado porque está previsto al menos un carro de guía para guiar el aguilón en la traviesa , cuyo carro puede ser accionado por un dispositivo de arrastre en su movimiento horizontal por efecto del movimiento de traslación del aguilón , y porque el al menos un carro de guía está operativamente unido con una guía lineal fijada al aguilón y a la traviesa.
PROCEDIMIENTO PARA CONFORMAR POR RODILLO UNA PIEZA CRUDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2007). Ver ilustración. Inventor/es: WITTIG,AXEL. Clasificación: B21J5/00, B21J5/12, B21J13/02, B21J1/04, B21H8/00, B21H1/22, B21H1/20.
Procedimiento para producir una pieza conformada a partir de una pieza cruda para la subsiguiente conformación masiva, en donde la pieza cruda se deforma plásticamente y la deformación plástica se realiza de forma continuamente progresiva en la pieza cruda fija, caracterizado porque los cilindros de contorno situados en un varillaje de accionamiento se apoyan en suplementos perfilados con cualquier contorno para una conformación adecuada de la pieza cruda y porque, después del giro alrededor del eje longitudinal de la pieza cruda , el procedimiento de preconformación puede repetirse a voluntad con un aumento del grado de conformación.
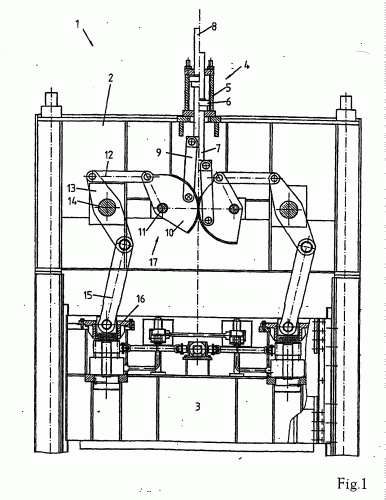
ACCIONAMIENTO DE PRENSA HIDRAULICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2006). Ver ilustración. Inventor/es: HARSCH, ERICH. Clasificación: B30B1/16, B30B1/10.
Accionamiento para un martillo de prensa , en particular para una prensa de corte y/o de conformación con, al menos, un cilindro de accionamiento y un sistema de palanca articulado entre el cilindro de accionamiento y el martillo de prensa , donde una biela del cilindro de accionamiento está conectada mediante un sistema de palanca a una palanca doble pivotante en un pivote , y dicha palanca doble está conectada al martillo de prensa mediante una palanca de empuje , caracterizado porque la palanca doble está conectada mediante una palanca de acoplamiento a una palanca pivotada y porque es accionada mediante un martillo de prensa adicional mediante una palanca de empuje adicional.
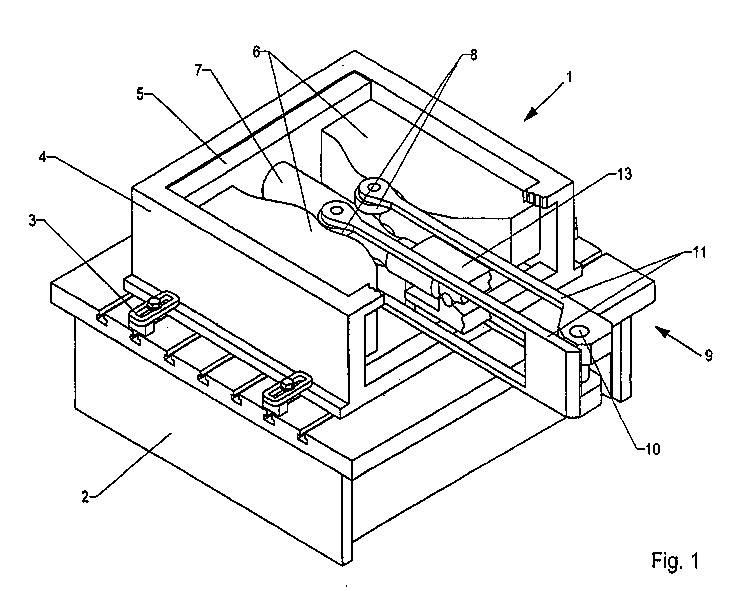
DISPOSITIVO DE CAMBIO DE HERRAMIENTAS PARA PRENSAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2006). Ver ilustración. Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
Prensa, línea de prensas, prensa de etapas para piezas grandes o similar, que comprende un dispositivo para cambiar el accesorio específico de la pieza, en donde cada etapa de conformación presenta un sistema de transporte independiente con viga de ventosas desacoplable y la mesa corrediza trasladable que lleva la herramienta , caracterizada porque el dispositivo de cambio está montado de manera basculable alrededor de un eje de giro por debajo del canto superior y transversalmente a la dirección de transporte de las piezas en la zona extrema de la mesa corrediza.
DISPOSITIVO DE TRANSPORTE FLEXIBLE PARA PRENSAS.
(16/05/2006) Un dispositivo para el transporte y variación de posición de piezas de trabajo simples o dobles en una prensa, un tren de prensas, una prensa de transferencia de grandes dimensiones, o similar, donde cada estación de mecanizado muestra un dispositivo de transporte con un travesaño transversal que se puede desenganchar, que se puede montar de forma movible en el dispositivo de transporte mediante un dispositivo articulado en un plano vertical, con lo que cada estación de mecanizado muestra dos sistemas de transporte independientes entre ellos, opuestos, en los que un dispositivo articulado se conforma para la fijación de un travesaño transversal común, de tal forma que el travesaño transversal realice un movimiento en un plano vertical y/o en un plano horizontal, caracterizado porque un travesaño…
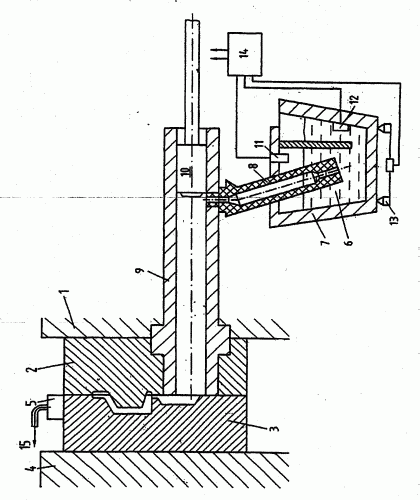
PROCEDIMIENTO PARA LA REGULACION DE LA CANTIDAD DE DOSIFICACION DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2005). Ver ilustración. Inventor/es: STUMMER, FRIEDRICH GEORG. Clasificación: B22D17/32, B22D17/14, B22D18/06.
Procedimiento para la regulación de la dosificación de metal en máquinas de fundición a presión en vacío con una cámara de colada y un émbolo de colada desplazable en la cámara de colada , succionándose la fusión metálica a partir de un horno de conservación de calor , y efectuándose la dosificación de la fusión metálica mediante vacío y mediante control de una válvula de vacío , caracterizado porque, para la determinación exacta de la cantidad de dosificación de fusión metálica dentro de la cámara de colada se registra la cantidad de fusión metálica , que se encuentra dentro del horno de conservación de calor , por medio de al menos un sensor mediante determinación de valores efectivos, y se comparan los valores medidos con valores teóricos en un ordenador , y porque la instalación de evacuación y/o la válvula de vacío se regulan por medio de comparación de valores efectivos/teóricos.
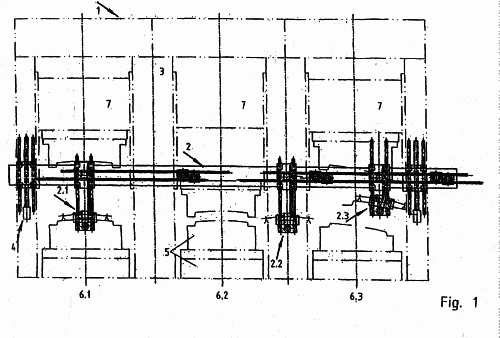
SISTEMA DE TRANSPORTE HORIZONTAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
Mecanismo para el transporte de piezas de trabajo en una prensa, tren de prensas, prensa de niveles para piezas grandes o similares, en el que cada estación de procesamiento (6.1-6.n) presenta un mecanismo de.
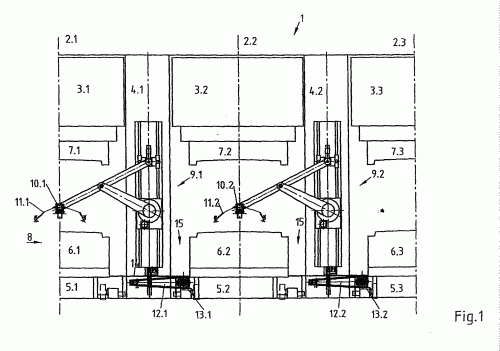
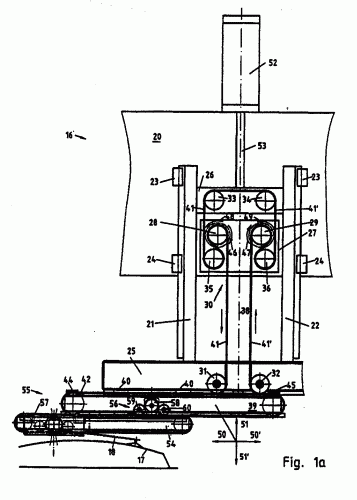
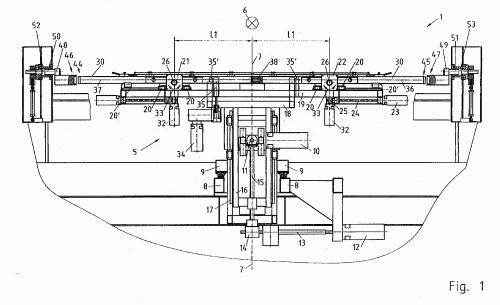
ACCIONAMIENTO DE TRANSFERENCIA PARA UNA PRENSA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2004). Ver ilustración. Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05, B21J13/08.
Accionamiento de transferencia para una prensa con un transporte de tres ejes de las piezas de trabajo por estaciones de procesamiento, con dos carriles de arrastre o portadores dispuestos paralelos entre sí conducidos y suspendidos en varillas articuladas, realizándose un movimiento longitudinal horizontal mediante un mecanismo de avance, un movimiento de elevación / descenso, mediante un mecanismo de elevación, así como un movimiento transversal mediante un mecanismo de tensado o cierre, caracterizado porque los carriles de arrastre están guiados y suspendidos en los tres ejes de movimiento, en cada caso, mediante una disposición (7 a 14; 31 a 34; 56, 57) especial de varillas articuladas sin elementos de guiado adicionales.
DISPOSITIVO DE RETENCION PARA PRENSAS DE ACCIONAMIENTO HIDRAULICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Inventor/es: HERMANN, ULRICH, BEYER, JOACHIM. Clasificación: B21D26/02.
Prensa de un solo o doble efecto con una instalación de bloqueo para conformación de alta presión, como conformación de alta presión interior o exterior, con empujadores que pueden moverse hacia arriba y hacia abajo y bloquearse mediante pestillos en posición de conformación, eligiéndose la magnitud para la altura (H2) de los pestillos en dependencia de la carrera de cierre de la prensa y se aproxima a o es igual que la misma, caracterizada porque los pestillos , en posición bloqueada, están dispuestos como prolongación vertical de las paredes del larguero superior y porque la altura (H2) de los pestillos es al menos 3 veces superior a su grosor.
PROCEDIMIENTO PARA CONTROLAR EL ACCIONAMIENTO DE UNA PRENSA ESCALONADA PARA GRANDES PIEZAS Y DISPOSITIVO PARA EJECUTAR EL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2004). Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
Procedimiento para controlar el accionamiento de una prensa de componentes grandes. La prensa tiene carriles sobre los cuales las vigas transversales con rebordes de succión están dispuestas para coger y transportar las partes metálicas directamente o mediante carros. Un movimiento horizontal de las vigas tiene como resultado una transmisión curva mecánica con palancas de empuje acopladas a la transmisión de prensa. El movimiento vertical de las vigas es provocado por una transmisión eléctrica 85). El movimiento horizontal mecánico de la vigas está ala vez superpuesto con un movimiento vertical controlable variable y un movimiento de pivoteo alrededor del eje longitudinal de la viga, causado por una transmisión eléctrica programable electrónicamente. El movimiento de pivoteo y/o vertical controlado electrónicamente de la viga depende de la geometría de la pieza de trabajo en la prensa. La invención se refiere también a un aparato de conversión para la prensa.
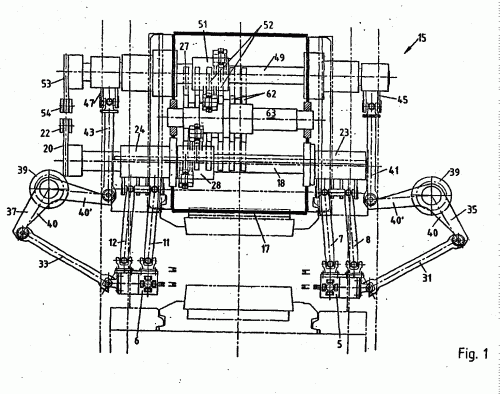
INSTALACION DE TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2004). Ver ilustración. Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
SE PROPONE UN DISPOSITIVO TRANSPORTADOR PARA TRANSPORTAR ESPECIALMENTE PIEZAS, PREFERENTEMENTE UNA PRENSA, LINEA DE PRENSAS, PRENSA ESCALONADA PARA GRANDES PIEZAS O SIMILAR, DONDE PARA OBTENER UN ACCIONAMIENTO FLEXIBLE DE UN BRAZO SIMPLE O TELESCOPICO MEDIANTE UN DISPOSITIVO DE ELEMENTO DE TRACCION , ESTAN PREVISTOS DOS MOTORES DE ACCIONAMIENTO FIJOS CUYO SENTIDO DE GIRO Y/O VELOCIDAD DE GIRO VIENE DETERMINADA POR EL MOVIMIENTO DE ELEVACION Y/O TRANSVERSAL DEL BRAZO.
(01/09/2003) Instalación para el transporte de piezas de trabajo en una prensa, un tren de prensas, prensa de etapas de piezas grandes, donde una estación de mecanización presenta al menos una instalación de transporte independiente que transporta la pieza de trabajo, para la realización de un movimiento de transporte de dos ejes, donde la instalación de transporte comprende un sistema de accionamiento para un brazo articulado o brazo de transporte , que posee al menos dos motores de accionamiento (A1, A2, 8, 9, 34, 37, 49, 50), que actúan, respectivamente, sobre un medio de transmisión del movimiento y al menos un motor de accionamiento está dispuesto de forma estacionaria, donde una…
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2003). Ver ilustración. Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
SE PROPONE UNA PRENSA DE TRANSFERENCIA , COMPUESTA POR VARIAS ETAPAS DE HERRAMIENTA DISPUESTAS CONSECUTIVAMENTE, EN LA QUE SE HA PREVISTO AL MENOS UNA ETAPA DE DESVIO INTERMEDIA ENTRE LAS ETAPAS DE HERRAMIENTA. PARA PODER TRATAR EN LA PRENSA DE TRANSFERENCIA PIEZAS DE TRABAJO TANTO DE GRAN SUPERFICIE COMO MAS PEQUEÑAS, SE HA PREVISTO UN DISPOSITIVO DE DESVIO O UNA ESTACION DE ORIENTACION EN LA ETAPA DE DESVIO INTERMEDIA , QUE SIRVE IGUALMENTE PARA MANIPULAR, ES DECIR, PARA VARIAR LA POSICION DE PIEZAS DE GRAN SUPERFICIE O INCLUSO DE VARIAS PIEZAS MAS PEQUEÑAS.
PRENSA DE TRANSFERENCIA HIDRAULICA.
Sección de la CIP Física
(16/06/2002). Ver ilustración. Inventor/es: WAGNER, WILHELM, ILG, ECKHARD. Clasificación: G05B19/416.
SE PROPONE UNA PRENSA DE TRANSFERENCIA HIDRAULICA CON UN CONTROL DE TRANSFERENCIA Y UN CONTROL DE PRENSA INDEPENDIENTES ENTRE SI, REALIZANDOSE UNA COORDINACION ENTRE EL ORDENADOR DE PRENSA Y EL ORDENADOR DE TRANSFERENCIA, MEDIANTE UNA "ONDA DIRECTRIZ VIRTUAL" CONSTRUIDA COMO GENERADOR DE PULSOS.
Prensa para el moldeo con alta presión externa.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2002). Inventor/es: HERMANN, ULRICH, BEYER, JOACHIM. Clasificación: B21D22/20, B21D22/22, B21D24/08.
Prensa para la transformacióna alta presión exterior con un empujador bloqueable, que se puede mover hacia arriba y hacia abajo, y un sujetador de la chapa , con cilindros de retención de la chapa , con una caja de líquido regulada en la presión, que recibe un medio de presión , y con cilindros de trabajo para la transformación, caracterizada porque el empujador y los sujetadores de la chapa pueden ser accionados conjuntamente, estando configurado el cilindro de retención de la chapa como cilindro de carrera corta y estando integrados los cilindros de trabajo , que llevan la herramienta, en el empujador.
PROCEDIMIENTO PARA LA SUPERVISION Y/O REGULACION DE PROCESOS DE UNA MAQUINA DE COLADA A PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2001). Inventor/es: STUMMER, FRIEDRICH, DR. ING., FREY, ROLF. Clasificación: B29C45/77.
SE PROPONE UN PROCEDIMIENTO PARA SUPERVISION DE PROCESOS Y/O REGULACION DEL AGREGADO DE FUNDICION DE UNA MAQUINA DE FUNDICION A PRESION, MEDIANTE EL CUAL SE OBTIENEN LAS CURVAS DE PERFIL TEORICO PARA EL AJUSTE DE LA MAQUINA DE FUNDICION A PRESION CON LAS CURVAS PERFILADAS REALES MEDIDAS. CON ELLO SE HA PREVISTO ESPECIALMENTE, QUE SE DISPONGA DE UNA COORDINACION DE LA VELOCIDAD DEL EMBOLO DE FUNDICION EN EL CAMINO DEL EMBOLO Y/O DE LA PRESION DEL EMBOLO DE FUNDICION TAMBIEN EN EL CAMINO DEL EMBOLO O DE UN TIEMPO DE FUNDICION CORRESPONDIENTE PARA EL VALOR REAL MEDIDO, QUE SE COMPARA CON LOS VALORES PREVIAMENTE DADOS Y/O LAS CURVAS MAESTRAS QUE CORRESPONDEN A LAS POSICIONES DE DESPLAZAMIENTO A SER DETERMINADAS DEL EMBOLO DE FUNDICION.
DISPOSITIVO PARA EL CONTROL DE PIEZAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2000). Inventor/es: HIRSCHER, GEBHARD, SCHONTAUF, ULRICH, DIPL.-ING. Clasificación: B65H7/12, B21D43/24.
SE PROPONE UN DISPOSITIVO PARA CONTROL DE PIEZAS DE TRABAJO Y EN PARTICULAR PARA RECONOCIMIENTO DE CHAPAS DOBLES EN UN EQUIPO DE AFLUENCIA DE CHAPAS PARA UNA PRENSA O DIPOSICION SIMILAR. EL ESPESOR DE LAS CHAPAS PROVOCA EL EFECTO DE DESVIACION DE UN BALANCIN , DONDE LA DESVIACION ES REGISTRABLE ELECTRONICAMENTE Y ES UNA MEDIDA PARA LA VALORACION DE CALIDAD BUENA-MALA DE LA PIEZA DE TRABAJO A SER PROBADA.
INSTALACION DE TRANSPORTE PARA PIEZAS DE TRABAJO EN UNA PRENSA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2000). Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/05.
SE PROPONE UN EQUIPO DE TRANSPORTE PARA TRANSPORTADO DE PIEZAS DE TRABAJO A TRAVES DE ESTACIONES DE ELABORACION EN PARTICULAR DE UNA PRENSA DE ETAPAS, DONDE LOS RAILES DE SOPORTE O DE AGARRE PUEDEN DISCURRIR SEGUN UN MOVIMIENTO DE 2 Y/O 3 EJES EN LA DIRECCION LONGITUDINAL DE PRENSADO, EN DIRECCION VERTICAL ASI COMO EN DIRECCION TRANSVERSAL CON RESPECTO A LA DIRECCION LONGITUDINAL DE PRENSADO. PARA LA REALIZACION DEL MOVIMIENTO DE DESPLAZAMIENTO ASI COMO DEL MOVIMIENTO DE APERTURA/CIERRE DIRIGIDO TRANSVERSALMENTE DE LOS CARRILES DE AGARRE O SOPORTE SE HA PREVISTO UNA UNIDAD DE TRANSPORTE SEPARADA, QUE PORTA LOS CARRILES DE AGARRE O SOPORTE POR MEDIO DE UNA COLUMNA DE RECORRIDO DESPLAZABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2000). Inventor/es: HARSCH, ERICH, REICHENBACH, RAINER. Clasificación: B21D43/10.
SE PROPONE UN SISTEMA DE TRANSPORTE PARA EL TRANSPORTADO DE PIEZAS DE TRABAJO A TRAVES DE ETAPAS DE MECANIZACION DE UNA PRENSA, CALLE DE PRENSAS O SIMILAR, DONDE UN TRANSPORTE PARCIAL DE MULTIPLES EJES ES REALIZABLE EN DIRECCION LONGITUDINAL DE LAS PRENSAS, EN DIRECCION VERTICAL ASI COMO EN DIRECCION TRANSVERSAL CON RESPECTO AL EJE LONGITUDINAL DE LAS PRENSAS. PARA PODER REALIZAR UNA MODIFICACION DE APOYO DE LA PIEZA DE TRABAJO A PARTIR DE UNA ESTACION DE MECANIZACION A LA PROXIMA , EL EQUIPO DE TRANSPORTE MUESTRA EQUIPOS DE OSCILACION ADICIONAL EN DIRECCION LONGITUDINAL Y/O TRANSVERSAL.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}