26 patentes, modelos y diseños de MOLD-MASTERS LIMITED
Control de circuito cerrado de unidad de inyección auxiliar.
(29/04/2020) Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección auxiliar en un moldeo de coinyección secuencial que comprende las etapas de:
posicionar un sensor en un sistema de moldeo por coinyección para detectar una presión (P) o una velocidad (V) de una primera corriente de fundición de un primer material moldeable (S1) proporcionada por una unidad de inyección primaria , en donde la primera corriente de fundición fluye a lo largo de una primera trayectoria de fundición del sistema de moldeo por coinyección ;
comenzar una primera inyección de la primera…
Sistema de moldeo por inyección de canal caliente de coinyección.
(11/09/2019) Un método de coinyección, comprendiendo el método:
hacer fluir una primera corriente de fundición de un primer material de moldeo dentro de una boquilla de con compuerta de válvula de canal caliente ;
hacer fluir una segunda corriente de fundición de un segundo material de moldeo dentro de la boquilla ;
dividir la primera corriente de fundición con una punta de boquilla de la boquilla en una corriente de fundición de la capa interna y una corriente de fundición de la capa externa;
crear una corriente de fundición combinada con la segunda corriente de fundición dispuesta entre la corriente de fundición de la capa interna y la corriente de fundición de la capa externa, por lo que la segunda…
Aparato de posicionamiento de una unidad de inyección.
(13/06/2019) Aparato de posicionamiento de una unidad de inyección que comprende una unidad de inyección y un aparato para alinear una salida de la unidad de inyección con una entrada de un molde montado entre las planchas de una máquina de moldeo, comprendiendo el aparato para alinear:
un conjunto de posicionamiento que interconecta la unidad de inyección con una máquina de moldeo, incluyendo el conjunto de posicionamiento un conjunto de posicionamiento angular que permite la rotación de la unidad de inyección a través de un plano de barrido alrededor de un eje de barrido y un conjunto de posicionamiento lineal que permite una translación lineal de la unidad de inyección en el plano de barrido a lo largo de un eje de traslación,
en el que el…
Sistema de moldeo por inyección de canal de fusión caliente de coinyección.
(12/04/2019) Un aparato de moldeo por coinyección incluyendo:
una boquilla de moldeo por inyección que tiene un canal de fusión de material de revestimiento para transportar una corriente fundida de material de revestimiento y un canal de fusión de material de núcleo para transportar una corriente fundida de material de núcleo; y
una punta de boquilla acoplada a un extremo situado hacia abajo de la boquilla que define
un paso central de fusión de material de revestimiento para recibir la corriente fundida de material de revestimiento procedente del canal de fusión de material de revestimiento de la boquilla ,
un paso anular de fusión de material de núcleo para recibir la corriente…
Sistema de canal caliente de montaje directo.
(06/02/2019) Sistema de canal caliente de montaje directo , que comprende:
un primer componente de canal (108, 608A, 708) que tiene una primera abertura de canal que se extiende hacia una superficie de deslizamiento del primer componente de canal;
un segundo componente de canal (111, 608B, 711) que tiene una segunda abertura de canal que se extiende hacia una superficie de deslizamiento del segundo componente de canal; y caracterizado por
un elemento de empuje que tiene un resalte que puede hundirse asociado al primer componente de canal (108, 608A, 708) que está alojado en un receptor asociado al segundo componente de canal (111, 608B, 711), cuando el primer componente de canal (108, 608A, 708) y el segundo componente…
Aparato de moldeo por coinyección y boquilla de canal caliente asociada.
(06/06/2012) Aparato de moldeo por coinyección que comprende:
un colector que comprende un canal de masa fundida del colector , un segundo canal demasa fundida del colector , y un orificio de guía ;
una boquilla que tiene un cuerpo que comprende un orificio longitudinal alineado conel orificio de guía , estando acoplado el cuerpo de la boquilla al colector ;
un casquillo dispuesto dentro del orificio longitudinal, comprendiendo el casquillo una partede punta que comprende una abertura , y presentando el casquillo una sección hueca y una sección más estrecha que el orificio longitudinal definiéndose de este modo uncanal de masa fundida exterior entre el casquillo y el cuerpo de la boquilla…
INSERTO DE ENTRADA ENFRIADO PARA MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2004). Ver ilustración. Inventor/es: GELLERT, JOBST ULRICH, BABIN, DENIS L. Clasificación: B29C45/27, B29C45/73.
INSERTO DE CAVIDAD Y BEBEDERO DE UNA PIEZA PARA MOLDEO POR INYECCION QUE SE MONTAN ENTRE UNA TOBERA CALENTADA Y UNA CAVIDAD . EL INSERTO TIENE CONDUCTOS PARA EL FLUIDO DE REFRIGERACION QUE SE EXTIENDEN A TRAVES DEL MISMO ALREDEDOR DEL BEBEDERO Y DE LA CAVIDAD. LOS CONDUCTOS DE PASO SE EXTIENDEN ALTERNATIVAMENTE TANTO HACIA DELANTE COMO HACIA ATRAS Y HACIA DENTRO Y HACIA FUERA PARA MEJORAR LA REFRIGERACION.
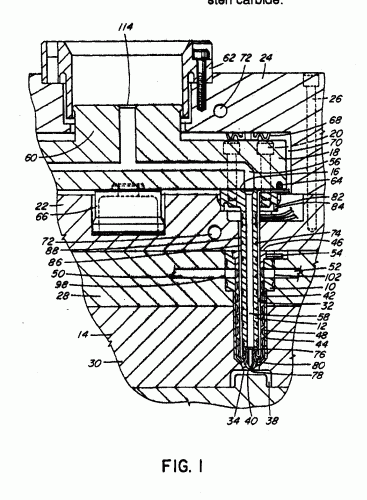
APARATO DE MOLDEO POR INYECCION CON JUNTA DE ESTANQUEIDAD DESMONTABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2004). Inventor/es: GELLERT, JOBST ULRICH, NAKANISHI, ITSUTO. Clasificación: B29C45/27.
Un sistema de junta de estanqueidad de boquilla para un aparato de moldeo por inyección que comprende: un cuerpo de boquilla calentado, que dispone de un extremo frontal ; un manguito de montaje montado en citado extremo frontal de la citada boquilla , teniendo el citado manguito de montaje una superficie exterior de retención ; y un elemento de boquilla retirable que dispone de una porción posterior cooperante con la citada superficie exterior de retención para montar, de forma retirable, el citado elemento al citado manguito de montaje.
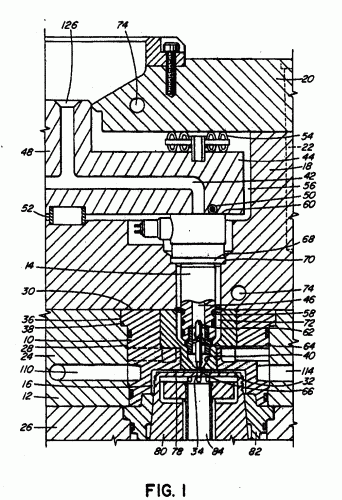
INSERCION DE COMPUERTA Y CAVIDAD DE TRES PORCIONES PARA MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2002). Ver ilustración. Inventor/es: GELLERT, JOBST ULRICH, NAKANISHI, ITSUTO. Clasificación: B29C45/30.
UN INSERTO EN UNA SOLA PIEZA CON ORIFICIO DE INYECCION Y CAVIDAD PARA MOLDEO POR INYECCION , CON EL ORIFICIO DE INYECCION PROLONGANDOSE A SU TRAVES, QUE RECIBE UNA TOBERA CALENTADA Y FORMA PARTE DE LA CAVIDAD. EL INSERTO CON ORIFICIO DE INYECCION Y CAVIDAD , POSEE UN PASO FLUIDICO DE REFRIGERACION QUE SE PROLONGA A TRAVES DEL MISMO. EL INSERTO CON ORIFICIO DE INYECCION Y CAVIDAD TIENE UN TRAMO INTERIOR , UN TRAMO EXTERIOR Y UN TRAMO DEL ORIFICIO DE INYECCION . LOS TRAMOS INTERIOR Y EXTERIOR , QUE ESTAN EN CONTACTO CON EL FLUIDO DE REFRIGERACION, ESTAN REALIZADOS EN UN MATERIAL RESISTENTE A LA CORROSION, COMO ACERO INOXIDABLE. EL TRAMO DEL ORIFICIO DE INYECCION , QUE NO ESTA EN CONTACTO CON EL FLUIDO DE REFRIGERACION, ESTA REALIZADO EN UN MATERIAL MAS RESISTENTE AL DESGASTE, AL CALOR Y A LOS GOLPES, COMO ACERO DE HERRAMIENTA H13 O UN CARBURO DE VOLFRAMIO.
COLECTOR DE MOLDEO POR INYECCION EN EL QUE EL ELEMENTO DE CALENTAMIENTO SE EXITENDE ENTRE LAS PLACAS Y PROCEDIMIENTOS DE FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2002). Inventor/es: RENWICK, CRAIG W. Clasificación: B29C45/27.
UNA TOBERA DE DISTRIBUCION DE FUSION DE MOLDEADO POR INYECCION Y METODO DE REALIZACION CON UN PASO DE FUSION QUE SE EXTIENDE DESDE UNA UNICA ENTRADA A UNA PLURALIDAD DE SALIDAS . EL PASO DE FUSION TIENE UNA PARTE DE RAMIFICACION FORMADA MECANIZANDO RANURAS DE EMPAREJAMIENTO EN SUPERFICIES DE OPOSICION DE DOS PLACAS DE ACERO Y ESTAN SOLDADAS SOLIDARIAMENTE JUNTAS. LA TOBERA TIENE UN ELEMENTO TERMICO ELECTRICO EMPOTRADO RECIBIDO EN UN CANAL FORMADO POR DOS RANURAS DE EMPAREJAMIENTO EN LAS SUPERFICIES DE OPOSICION DE LAS DOS PLACAS. EL CANAL SE LLENA INTEGRAMENTE CON NIQUEL CALENTANDO BAJO UN VACIO PARCIAL. EL ELEMENTO TERMICO ELECTRICO QUE SE EXTIENDE ALREDEDOR Y ESTA EN O CERCA DE MISMO PLANO COMO LA PARTE DE RAMIFICACION DEL PASO DE FUSION PARA ASEGURAR EL EQUILIBRIO REOLOGICO Y TERMICO DE LA FUSION QUE FLUYE A SU TRAVES.
INSERTO DE POSICIONAMIENTO DE MIEMBRO DE VALVULA PARA BOQUILLA DE MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1999). Inventor/es: BAUER, KLAUS. Clasificación: B29C45/28.
ACCESORIO DE INSERCION PARA SITUAR UN ELEMENTO DE LA VALVULA PARA SER MONTADO EN LA PARTE FRONTAL FINAL DE LA TOBERA DE MOLDEO POR INYECCION . EL ACCESORIO DE INSERCION PARA SITUAR LA VALVULA TIENE UNA PARTE DE COLLAR DE MONTAJE EXTERIOR Y UNA PARTE DE COLLAR INTERIOR CONCENTRICO QUE RECIBE EL MIEMBRO DE LA VALVULA ALTERNATIVO PARA UBICARLO EXACTAMENTE PARA PREVENIR EL DAÑO ALREDEDOR DE LA ENTRADA . LA PARTE DE ANILLO INTERIOR ESTA CONECTADA A LA PARTE DE COLLAR EXTERIOR POR UNA PARTE DE ALABE DE CONEXION SIMPLE . LA MASA FUNDIDA FLUYE A TRAVES DEL ACCESORIO DE INSERCION PARA SITUAR LA VALVULA EN UN ESPACIO EN FORMA DE C ENTRE LAS PARTES DEL COLLAR . LA PARTE DE ALABE Y LA PARTE DE COLLAR INTERIOR TIENEN EXTREMOS CORRIENTE ARRIBA Y CORRIENTE ABAJO QUE SE EXTIENDEN DIAGONALMENTE PARA SER LAVADAS POR LA CORRIENTE DE MASA FUNDIDA PARA EVITAR PUNTOS MUERTOS Y REDUCIR TURBULENCIA.
APARATO DE MOLDEO POR INYECCION CON ORIFICIO PARA INYECTAR LATERAL E INSERTOS DEL ORIFICIO MONTADOS RADIALMENTE.
(16/10/1999) APARATO DE MOLDEO POR INYECCION PARA REGULAR POR COMPUERTA LATERAL VARIAS CAVIDADES SEPARADAS ALREDEDOR DE UNA BOQUILLA CALIENTE CENTRAL QUE SE EXTIENDE A TRAVES DE UNA APERTURA EN EL MOLDE. VARIOS CIERRES DE COMPUERTA LATERALES ESTAN ASENTADOS EN UNA PORCION FRONTAL DE LA BOQUILLA, CADA UNO ALINEADO ENTRE UNA DE VARIAS PORCIONES RADIALES DE UN CANAL DE FUNDICION A TRAVES DE LA BOQUILLA Y UNA COMPUERTA QUE DIRIGE A UNA DE LAS CAVIDADES. LOS CIERRES DE COMPUERTA LATERALES TIENEN UN EXTREMO EXTERIOR QUE SE EXTIENDE UNA DISTANCIA SUFICIENTE HACIA AFUERA MAS ALLA DE LA SUPERFICIE INTERIOR DE LA APERTURA EN EL MOLDE PARA PROPORCIONAR ESPACIO PARA CONDUCTOS DE REFRIGERACION QUE SE EXTIENDEN ENTRE LAS CAVIDADES Y LA APERTURA CENTRAL. LOS CIERRES DE COMPUERTA LATERALES SE MONTAN DESPUES DE QUE LA BOQUILLA…
TORPEDO DE MOLDEO POR INYECCION DE CARBURO.
(01/09/1999) ESTA INVENCION PROPORCIONA UN TORPEDO DE MOLDEO POR INYECCION QUE PUEDE SER MOLDEADO POR INYECCION POR MEDIO DE UN PROCESO M/M DE UNA ALEACION DE CARBUROS PARA QUE TENGA UNA RESISTENCIA ALTA A LA CORROSION Y EL DESGASTE. EL TORPEDO TIENE UNA SUPERFICIE DELANTERA CONICA QUE FORMA UNA BOQUILLA APUNTADA Y UN CANAL DE FUSION QUE SE EXTIENDE HACIA UNA SALIDA EN LA SUPERFICIE DELANTERA CONICA . EL CANAL DE FUSION TIENE UNA PORCION TRASERA CENTRAL QUE SE EXTIENDE DESDE UNA ENTRADA EN LA SUPERFICIE TRASERA , Y UNA PORCION DELANTERA DIAGONAL QUE SE EXTIENDE DESDE LA PORCION TRASERA HASTA LA SALIDA . LA PORCION DELANTERA DIAGONAL…
DISTRIBUIDOR PARA LA DISTRIBUCION DE FUSION EN CAVIDADES MULTIPLES.
(16/05/1996) UN DISTRIBUIDOR DE MOLDEO POR INYECCION PARA DISTRIBUIR UNA FUSION PRESURIZADA DESDE UN ORIFICIO DE ENTRADA COMUN A TREINTA Y DOS ORIFICIOS DE SALIDA. EL DISTRIBUIDOR DE ACERO TIENE ZONAS DE PLACA TRASERA Y DELANTERA QUE ESTAN INTEGRAMENTE SOLDADAS UNIDAS. LA ZONA TRASERA ESTA TALADRADA Y TAPONADA A LO LARGO DE UN PRIMER PLANO TRANSVERSAL PARA PROPORCIONAR RAMIFICACIONES AL CANAL DE FUSION DESDE UNA ZONA DE ENTRADA COMUN A CUATRO ZONAS INTERMEDIAS. CUATRO CONJUNTOS DE MUESCAS DE ADAPTACION ESTAN ELABORADAS EN LAS CARAS DE UNION DE LAS ZONAS DELANTERA Y TRASERA POR LO QUE CADA ZONA INTERMEDIA DEL CANAL DE FUSION DE TURNO SE RAMIFICA A LO LARGO DE UN SEGUNDO PLANO TRANSVERSAL HACIA OCHO ZONAS DE SALIDA, CADA UNA DE LAS CUALES LLEVA A UNA CAVIDAD. LA COMBINACION DE LA RAMIFICACION DEL CANAL DE FUSION EN VARIAS DIRECCIONES…
BOQUILLA DE MOLDEO POR INYECCION CALENTADA DE CAVIDADES MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1996). Inventor/es: TENG, ALEX C. Clasificación: B29C45/27.
UNA BOQUILLA DE MOLDEO POR INYECCION TIENE UN CANAL DE FUSION CON UN NUMERO DE PARTES DIAGONALES QUE SE RAMIFICAN EN SALIDAS IGUALMENTE ESPACIADAS PARA MOLDEO DE CAVIDADES MULTIPLES. LA BOQUILLA TIENE UN ELEMENTO INTEGRAL DE CALENTAMIENTO ELECTRICO CON UNA PARTE DELANTERA QUE SE EXTIENDE CONTIGUA A LA CARA DELANTERA DE LA BOQUILLA ENTRE LAS SALIDAS ESPACIADAS DEL CANAL PARA MASA FUNDIDA. LA PARTE DELANTERA DEL ELEMENTO DE CALENTAMIENTO ESTA SOLDADA INTEGRALMENTE EN CANALES EN LA CARA DELANTERA DE LA BOQUILLA Y TIENE UN NUMERO DE BRAZOS EXTENDIDOS RADIALMENTE . UNO DE LOS BRAZOS SE EXTIENDE A MEDIO CAMINO HACIA AFUERA ENTRE CADA DOS SALIDAS CONTIGUAS . ESTO PROPORCIONA CALOR ADICIONAL A LA MASA FUNDIDA CERCA DE LAS SALIDAS Y ASEGURA QUE LA MASA ESTE CONTINUAMENTE EQUILIBRADA ENTRE LAS PARTES DIAGONALES DEL CANAL PARA MASA FUNDIDA.
COLECTOR DE MOLDEADO REFRIGERADO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1996). Inventor/es: SCHMIDT, HARALD HANS. Clasificación: B29C45/27.
UN COLECTOR DE MOLDEADO CALENTADO POR INYECCION CON UN PASAJE DE FUNDICION EN UNA PARTE LONGITUDINAL PARA LLEVAR LA FUNDICION DESDE UNA MAQUINA MOLDEADORA A VARIOS INYECTORES. EL COLECTOR DE ACERO TIENE UN PAR DE TALADROS DE REFRIGERACION SITUADOS PARALELAMENTE Y A IGUAL DISTANCIA EN LADOS OPUESTOS DE LA PARTE LONGITUDINAL DEL CANAL DE FUNDICION. UN FLUIDO REFRIGERANTE, COMO EL AIRE, FLUYE A TRAVES DE LOS ORIFICIOS DE REFRIGERACION PARA REFRIGERAR RAPIDAMENTE EL COLECTOR DESPUES DE QUE SE CIERRE EL SISTEMA PARA MINIMIZAR EL DETERIORO DE LA FUNDICION EN EL CANAL DE LA FUNDICION. EL AIRE FLUYE HELICOIDALMENTE ALREDEDOR DE LOS ALABES ESPIRALES QUE ESTAN MONTADOS EN LOS ORIFICIOS DE REFRIGERACION PARA EVITAR LA ESTRATIFICACION DE TEMPERATURA A LO LARGO DEL PASAJE DE FUNDICION.
SISTEMA DE MOLDEO POR INYECCION CON JUNTA HERMETICA DE COMPUERTA AISLANTE CON PESTAÑAS.
(01/09/1995) UN SISTEMA DE MOLDEO POR INYECCION CON AL MENOS UNA JUNTA HERMETICA DE COMPUERTA AISLANTE EXTENDIDA HACIA EL EXTERIOR, PARA HACER PUENTE CON UN ESPACIO DE AIRE AISLANTE ENTRE UNA BOQUILLA CALIENTE Y LA PLACA DE CAVIDAD REFRIGERADA ADYACENTE. CADA PLACA CUENTA CON UNA PERFORACION CENTRAL A SU TRAVES, QUE TRANSPORTA A PRESION EL PRODUCTO FUNDIDO DESDE LA BOQUILLA A LA COMPUERTA ALINEADA. EL EXTREMO EXTERIOR DE CADA JUNTA HERMETICA TIENE UNA GARGANTA CIRCULAR QUE SE EXTIENDE ENTRE UNA PARTE CENTRAL Y UNA PARTE DE PESTAÑA CIRCUNDANTE. LA PARTE DE PESTAÑA TIENE UN DIAMETRO SUSTANCIALMENTE MAS GRANDE QUE LA COMPUERTA Y SE EXTIENDE…
SISTEMA DE MOLDEO DE INYECCION QUE TIENE INSERCIONES ENFRIADAS DE FLUIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1995). Inventor/es: SHEFFIELD, JAMES S. Clasificación: B29C45/27, B29C45/73.
UN SISTEMA DE MOLDEO DE INYECCION QUE TIENE UN NUMERO DE TOBERAS O SONDAS CALENTADAS, CADA UNA CON UNA PARTE DE BOCA HACIA DELANTE QUE SE EXTIENDE EN UN CAMINO EN UN INSERTO EN UNA ALINEACION CON UNA PUERTA QUE VA A UNA CAVIDAD. UN PASO DE FLUIDO ENFRIADOR CIRCULAR SE EXTIENDE A TRAVES DEL INSERTO ALREDEDOR DE LA PARTE DE BOCA ADYACENTE A LA CAVIDAD. EL PASO DE FLUIDO ENFRIADOR RECIBE UN FLUJO DE FLUIDO ENFRIADOR A TRAVES DE CONDUCTOS DE ENTRADA Y SALIDA QUE QUITAN EL CALOR EXCESIVO QUE SE ACUMULA DESDE EL FUNDIDO CALIENTE Y LOS ELEMENTOS CALENTADOS EN LA TOBERA. EL INSERTO ESTA HECHO POR PARTES INTERIORES Y EXTERIORES SOLDADAS INTEGRALMENTE JUNTAS EN UN HORNO DE VACIO. EL PASO CIRCULAR Y LOS CONDUCTOS DE ENTRADA Y SALIDA ESTAN PROVISTOS POR HACER RANURAS Y TALADROS APROPIADOS EN EL PASO INTERIOR Y EXTERIOR ANTES DE QUE ESTEN SOLDADOS JUNTOS.
MECANISMO ACCIONADOR NEUMATICO PARA MOLDEO POR INYECCION.-.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1994). Inventor/es: SCHMIDT, HARALD HANS. Clasificación: B29C45/28.
UN SISTEMA DE MOLDEO POR INYECCION CON VALVULAS DE COMPUERTA DE VARIAS CAVIDADES. EL MECANISMO ACCIONADOR NEUMATICO QUE PRESTA UN MOVIMIENTO ALTERNATIVO A LOS MIEMBROS DE VALVULA ALARGADOS INCLUYE UN EMBOLO QUE SE MUEVE ALTERNATIVAMENTE EN UNA ABERTURA CILINDRICA A TRAVES DE UNA PLACA CILINDRICA. UN CASQUILLO DE CIERRE HERMETICO MONTADO ALREDEDOR DE CADA MIEMBRO DE VALVULA TIENE UNA PARTE DE PESTAÑA QUE HACE PUENTE CON UNA SEPARACION DE AIRE AISLANTE ENTRE EL COLECTOR Y LA PLACA DE CILINDRO. DE ESTA MANERA, EL CASQUILLO DE CIERRE HERMETICO FORMA PARTE DEL CILINDRO DE EMBOLO ADEMAS DE CREAR UN CIERRE HERMETICO CONTRA FUGAS DE MATERIA FUNDIDA ALREDEDOR DEL MIEMBRO DE VALVULA DE MOVIMIENTO ALTERNATIVO. EL EMBOLO TIENE UNA BANDA EXTERIOR CIRCUNFERENCIAL, FORMADA CON UNA ALEACION DE GRAFITO, ALOJADA EN UNA GARGANTA FORMADA ENTRE UNA PARTE DELANTERA Y UNA PARTE DE PLACA POSTERIOR EXTRAIBLE.
SISTEMA DE MOLDEO POR INYECCION CON CIRCULACION DE GAS A TRAVES DE VALVULA DE COMPUERTA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1994). Inventor/es: GELLERT, JOBST ULRICH, SCHMIDT, HARALD HANS. Clasificación: B29C45/28.
UN SISTEMA DE MOLDEO POR INYECCION CON VALVULA DE COMPUERTA PARA FABRICAR PRODUCTOS DE PLASTICO HUECOS. UNA ESPIGA FIJA SE PROLONGA A TRAVES DE UN MIEMBRO DE VALVULA HUECO ALARGADO QUE TIENE UN MOVIMIENTO ALTERNATIVO ENTRE UNA POSICION ABIERTA RETRAIDA Y UNA POSICION CERRADA AVANZADA EN LA CUAL EL EXTREMO DELANTERO DEL MIEMBRO DE VALVULA SE ASIENTA EN LA COMPUERTA . LA ESPIGA FIJA TIENE UNA PARTE HUECA PARA QUE CIRCULE GAS A PRESION HACIA UNA PARTE POROSA DEL EXTREMO DELANTERO , QUE ESTA EMPLAZADO CENTRALMENTE CON RESPECTO A LA COMPUERTA . EN LA POSICION ABIERTA, EL GAS PROCEDENTE DE LA ESPIGA FIJA CIRCULA HACIA EL CENTRO HUECO DE UNA CORRIENTE DE MASA FUNDIDA QUE FLUYE HACIA DENTRO DE LA CAVIDAD QUE CIRCUNDA AL EXTREMO DELANTERO DE LA ESPIGA FIJA , PARA FORMAR UNA BURBUJA DE MASA FUNDIDA EN LA CAVIDAD.
SISTEMA DE MOLDEO POR INYECCION CON INYECTORES QUE GIRAN EN TORNO A UN ANCLAJE. DESCRIPCION DEL METODO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1994). Inventor/es: GELLER, JOBST ULRICH, SCHMIDT, HAROLD HANS, MCDOWALL, RORY. Clasificación: B29C45/28, B29C45/27, B23P15/00.
SISTEMA DE MOLDEO POR INYECCION CON UNA VALVULA DE ENTRADA, EN EL CUAL VARIOS INYECTORES DE MATERIAL FUNDIDO ESTAN UNIDOS A UNA TUBERIA ALARGADA COMUN ALOJADA EN UNA CAVIDAD. UNA BRIDA SITUADA ALREDEDOR DE LA ENTRADA DE CADA INYECTOR SE ACOPLA EN UN ASIENTO ALREDEDOR DE CADA SALIDA DE LA TUBERIA. ESTA ESTRUCTURA FACILITA EL MONTAJE Y ASEGURA LA ALINEACION DE LAS ENTRADAS Y SALIDAS, A LA VEZ QUE PERMITE UN CIERTO MOVIMIENTO DE ROTACION ENTRE LOS INYECTORES Y LA TUBERIA, OCASIONADO POR LAS TENSIONES TERMICAS. LOS INYECTORES ESTAN FABRICADOS POR COLADA AL VACIO DEL ELEMENTO CALEFACTOR, SOLDANDOSE AL CUERPO CENTRAL DE ACERO, A CONTINUACION, UN ELEMENTO DE PROYECCION.
SISTEMA DE MOLDEO POR INYECCION CON BOQUILLA EN TANDEM.
(01/08/1993) ESTE INVENTO SE REFIERE A UN SISTEMA DE MOLDEO POR INYECCION CON DOS BOQUILLAS CALENTADAS MONTADAS EN TANDEM. LA BOQUILLA TRASERA ES CONSIDERABLEMENTE MAS LARGA QUE LA BOQUILLA DELANTERA Y TIENE UN TALADRO FUNDIDO CUYO DIAMETRO ES BASTANTE MAS GRANDE QUE EL DEL TALADRO FUNDIDO EN LA BOQUILLA DELANTERA. LA BOQUILLA DELANTERA MENOR TIENE UNA CULATA ASEGURADA A SU EXTREMO TRASERO CON UNA FINA PESTAÑA QUE SE EXTIENDE HACIA DELANTE Y HACIA ATRAS PARA TOMAR CONTACTO CON LA PARTE POSTERIOR DE UN NUCLEO DE MOLDEO, PARA ASEGURAR DICHA BOQUILLA DELANTERA CON LA PARTE ANTERIOR DEL NUCLEO DE MOLDEO. LA CARA TRASERA DE LA CULATA TIENE UN ASIENTO ALREDEDOR DEL NUCLEO DE MOLDEO PARA RECIBIR EL SALIENTE CILINDRICO DE UNA PUERTA INSERTADA MONTADA EN EL EXTREMO…
ANILLO DE ALIMENTACION DOBLE PARA MOLDEO POR INYECCION DE MULTI-CAVIDAD.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1993). Inventor/es: SCHMIDT, HARALD HANS. Clasificación: B29C45/28.
ESTA INVENCION EXPONE UN ANILLO DE COMPUERTA MEJORADO PARA UN SISTEMA DE MOLDEO POR INYECCION DE MULTI-CAVIDAD. EL ANILLO DE COMPUERTA TIENEN UN HUECO CENTRAL A TRAVES DEL CUAL SE EXTIENDE LA COMPUERTA. EL CONDUCTO DE FUSION SE EXTIENDE A TRAVES DEL ANILLO PARA UNIR UNA PORCION ALARGADO DEL HUECO CENTRAL ALREDEDOR DE LA COMPUERTA. EN EL ANILLO DE ACUERDO CON LA INVENCION EL CONDUCTO DE FUSION SE RAMIFICA EN DOS BRAZOS CON PLIEGUES CURVADOS SUAVEMENTE LOS CUALES SE DIRIGEN A LOS LADOS OPUESTOS DE LA COMPUERTA. ESTO ELUDE EL PROBLEMA DE RAYAR Y BAJAR EL FLUJO DE FUSION SOBRE EL LADO OPUESTO DE LA COMPUERTA.
MECANISMO PARA MOLDEO POR INYECCION DE UN GRIFO DE VALVULA CON ANILLO DE SUJECCION RESISTENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1993). Inventor/es: BUTCHER, ROBERT M. Clasificación: B29C45/28.
ESTA INVENCION EXPONE UN MECANISMO DE ACTUACION HIDRAULICA PARA UN SISTEMA DE MOLDEO POR INYECCION DE UN GRIFO DE VALVULA EN DONDE EL CABEZAL ALARGADO DE LA AGUJA DE VALVULA ES CONECTADO DESMONTABLE CON EL PISTON Y UN CIERRE FLOTANTE QUE ESTA PROVISTO EN CONTRA DE LA DISPERSION DEL FLUIDO HIDRAULICO. EL MECANISMO DE ACTUACION TIENE UN PISTON, EL CUAL ES ALTERNATIVO EN UN CILINDRO ENTRE POSICIONES ABIERTAS Y CERRADAS. LA COMPUESTA SE EXTIENDE A TRAVES DE UN HUECO EN EL PISTON Y TIENEN UN CABEZAL ALARGADO, EL CUAL ES RETENIDO EN UN COLECTOR EN EL PISTON POR UNA CAPSULA CIRCULAR, LA CUAL LO FIJA SOBRE EL. LA CAPSULA ESTA SOSTENIDA EN UNA POSICION ENTRE EL ANILLO DE SUJECCION RESISTENTE DESMONTABLE, EL CUAL, SE CIERRA DENTRO DE UNA RANURA Y UN ANILLO COMPRENSIBLE-O. ADEMAS AMBOS CIERRAN CONTRA LA DISPERSION Y UNA CONEXION FACILMENTE REALIZABLE ENTRE LA COMPUERTA Y EL PISTON QUE ESTAN PROVISTOS POR LA COMBINACION DE ANILLOS DE SUJECCION RESISTENTE Y ANILLOS-O.
MECANISMO DE ACTUACION HIDRAULICA DE FLUIDO REFRIGERADO PARA MOLDEO POR INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1992). Inventor/es: SCHMIDT, HARALD HANS. Clasificación: B29C45/28.
LA INVECCION EXPONE UN SISTEMA DEMOLDEO POR INYECCION DE GRIFO DE VALVULA MULTICAVIDAD EN DONDE UN FLUJO CONTINUO DE FLUIDO HIDRAULICO A TRAVES DEL MECANISMO DE ACTUACION PROVISTO EN REFRIGERACION ADICIONAL. UN PAR DE LINEAS DE FLUIDO HIDRAULICAS ESTAN PERFORADAS EN EL PLATO DE MOLDEO TRASERO PARA APLICAR UNA PRESION MINIMA DIFERENCIAL A TRAVES DE LA CAMARA CILINDRICA SOBRE UN LADO DEL PISTON. EN LA EXPRESION REFERIDA, ESTA PRESION DIFERENCIAL ES TAMBIEN APLICADA A LADOS OPUESTOS DE LA CAMARA CILINDRICA DE REFRIGERACION EXTENDIDA A TRAVES DEL CILINDRO PARA PROVEER REFRIGERACIIN ADICIONAL CERCA DE UN CIERRE DE ALTA PRESION. LA REFRIGERACION ADICIONAL ES MUY VENTAJOSA PARA SISTEMAS DERIVADOS CON DISFUNCIONES Y PRODUCTOS INFERIORES, PARTICULARMENTE CUANDO EL MOLDEO DE ALTA DEFINICION DE TECNICOS EN RESINAS A UNA ALTA TEMPERATURA.
METODO PARA MANUFACTURAR UNA TUBERIA MOLDEADORA DE INYECCION CON TAPONES.
(16/09/1990) ESTE INVENTO SE REFIERE A UN METODO MEJORADO PARA MANUFACTURAR TUBERIAS MOLDEADORAS DE INYECCION PARA MOLDEADO DE MULTIPLES CAVIDADES. EL METODO INCLUYE UN CAÑON PERFORANDO UN CONDUCTO LONGITUDINAL A TRAVES DE UN CUERPO MULTIPLE DE ACERO , PERFORANDO UN CONDUCTO TRANSVERSAL DE ENTRADA PARA CONECTAR CON UNA ENTRADA EN UNA SUPERFICIE DE LA TUBERIA, Y PERFORANDO CONDUCTOS DIAGONALES DE SALIDA PARA CONECTAR CON SALIDAS SEPARADAS EN LA SUPERFICIE OPUESTA DE LA TUBERIA. LOS CONDUCTOS DE SALIDA SON MAS PEQUEÑOS EN DIAMETRO QUE EL CONDUCTO LONGITUDINAL PARA AJUSTAR EL RESTO DEL SISTEMA. ANTES SE PERFORAN LOS CONDUCTOS DE SALIDA , LOS EXTREMOS DEL CONDUCTO LONGITUDINAL , SON PERFORADOS EN UN MAYOR DIAMETRO Y TAPONES…
{kind=link}
{kind=link}