26 patentes, modelos y diseños de MATEO SUBIRA,JOAQUIN
PERFECCIONAMIENTOS EN LAS INSTALACIONES PARA LA COLADA CONTINUA DE METALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1983). Clasificación: B22D11/00.
INSTALACION PARA LA COLADA CONTINUA DE METALES, CONCRETAMENTE PARA EL MOLDEO HORIZONTAL CONTINUO DE BARRAS DE METAL.CONSTA DE UNA ESTRUCTURA DE SOPORTE ; DE UN DEPOSITO O EMBUDO PARA LA COLADA DE METAL, UNIDO POR UNA JUNTA ESPECIAL A UN MOLDE ASI COMO A UNA ZONA DE REFRIGERACION ; DE MECANISMOS PARA EL MOVIMIENTO DE TRASLACION CONTINUA Y PARA MOVIMIENTOS DE TRASLACION ALTERNATIVOS ; DE PULVERIZADORES PARA AGUA QUE ACTUAN CUANDO LA BARRA DE METAL OBTENIDA PASA POR LA ZONA DE REFRIGERACION ; Y DE UN GRUPO MOTOR DOTADO DE LOS REDUCTORES CORRESPONDIENTES, EL CUAL ACCIONA LOS DIVERSOS MECANISMOS DE LA INSTALACION.
"PERFECCIONAMIENTOS EN LOS MOLDES PARA COLADA CONTINUA HORIZONTAL".
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1983). Clasificación: B22D11/00.
DISPOSITIVO PARA LLENADO DE MOLDES EN COLADA CONTINUA HORIZONTAL. CONSISTE EN UNIR UN DEPOSITO DE METAL LIQUIDO Y UN MOLDE MEDIANTE UN CONDUCTO DE PIEZAS CERAMICAS INTERMEDIAS, UNA DE LAS CUALES , FORMADA POR MATERIAL ALTAMENTE TERMOCONDUCTOR Y DE ELEVADO PUNTO DE FUSION, ESTABLECE UN EQUILIBRIO TERMICO ENTRE LAS CALORIAS QUE ABSORBE Y LAS CALORIAS QUE TRANSMITE AL MOLDE Y A UN ANILLO REFRIGERADO POR UN CAUDAL CONTROLADO DE AGUA QUE CIRCULA POR EL INTERIOR DEL MISMO.
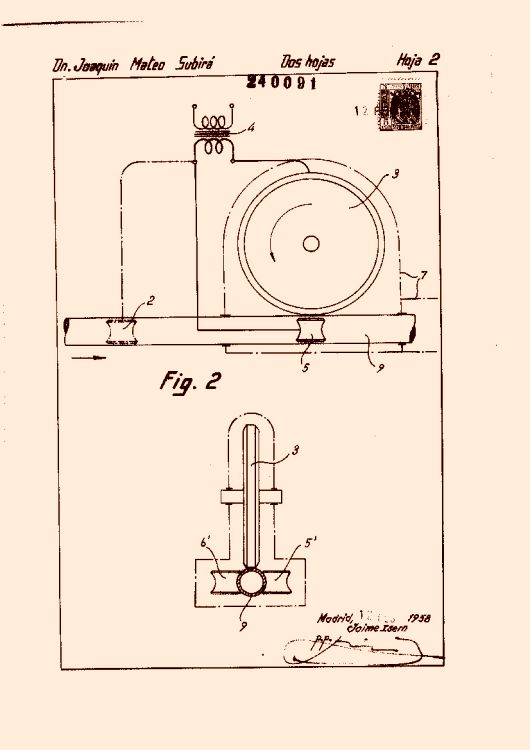
INSTALACION PARA SINCRONIZAR UN MOVIMIENTO ALTERNATIVO CON OTRO MOVIMIENTO LONGITUDINAL CONTINUO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1982). Clasificación: F16H35/00.
INSTALACION PARA SINCRONIZAR UN MOVIMIENTO ALTERNATIVO CON OTRO MOVIMIENTO LONGITUDINAL CONTINUO. CONSTA DE UN MOTOVARIADOR QUE ESTA CONECTADO, A TRAVES DE UN MOTOVARIADOR, CON UNA LEVA PARA EL ACCIONAMIENTO DE UNA PALANCA A LA QUE IMPRIME MOVIMIENTOS ANGULARES OSCILANTES QUE SE COMUNICAN A UN ORGANO OPERATIVO QUE TRABAJA EN CORTOS VAIVENES LINEALES; DICHO PRIMER REDUCTOR ESTA ACOPLADO A UN SEGUNDO REDUCTOR Y A TRAVES DE UN REENVIO Y UNA TRANSMISION DETERMINA EL DESPLAZAMIENTO RECTILINEO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1964).
Resumen no disponible.
Dispositivo de sujeción entre pomo y tapa.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1963).
Resumen no disponible.
Utensilio de doble aplicación.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1963).
Resumen no disponible.
Plato para el servicio de moluscos.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1963).
Resumen no disponible.
Fuente para servicio de mesa perfeccionada.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1963).
Resumen no disponible.
Utensilio de cocina perfeccionado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1963).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1962).
Resumen no disponible.
Asa perfeccionada aplicable a utensilios de cocina.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1962).
Resumen no disponible.
Recipiente calorífugo perfeccionado.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1962).
Resumen no disponible.
Útil de cocina con superficie básica indeformable.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1962).
Resumen no disponible.
Protector atérmico para asas de utensilios de cocina.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1962).
Resumen no disponible.
Dispositivo para recipiente azucarero o similar.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1962).
Resumen no disponible.
UNA MÁQUINA PARA LA FABRICACIÓN DE TUBO PARTIENDO DE FLEJE ARROLLADO HELICOIDALMENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B21C.
Resumen no disponible.
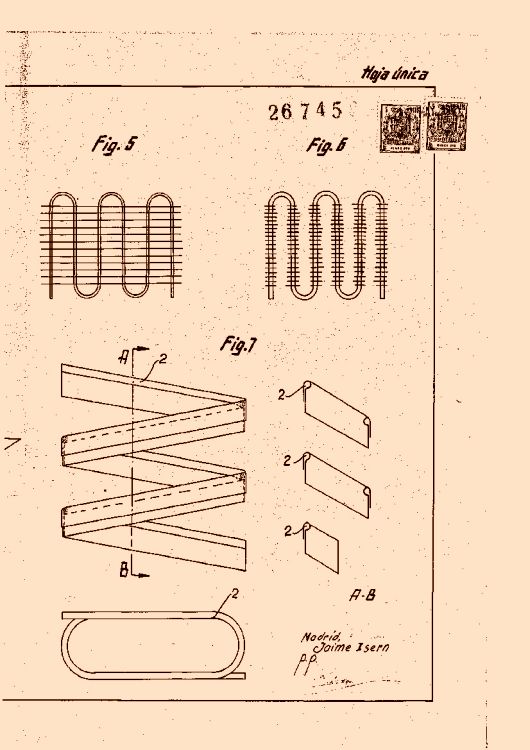
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBO CON ALETA LONGITUDINAL PARA INTERCAMBIADORES DE CALOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1961). Ver ilustración. Clasificación: B21C37/22.
Resumen no disponible.
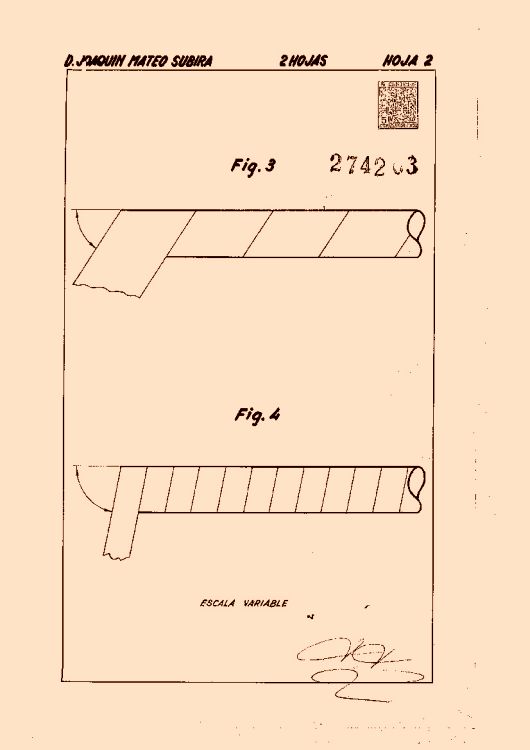
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE TUBOS CON ALETAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1961). Clasificación: B21C.
Perfeccionamientos en la fabricación de tubos con aletas, caracterizados esencialmente por el hecho de formar las aletas en la superficie del tubo, por propia deformación expansiva del material de éste, a cuyo fin se procede a preparar un tubo con el material y dimensiones previas, sometiéndolo después al trabajo de un útil que comprende varios rodillos convenientemente dispuestos en forma diametral y en aplicar al conjunto una presión cuya intensidad es función de la maleabilidad del metal del tubo, dando lugar esta presión a la elevación sobre la superficie exterior del material presionado que va formando una cresta helicoidal sobre el tubo, variable esta cresta en su forma, de acuerdo con las ulteriores aplicaciones y curvaturas que ha de tomar el tubo.
PROCEDIMIENTO DE FABRICACIÓN DE CHAPAS DE METAL CON PLURALIDAD DE PASOS HUECOS INTERCONECTADOS.
(16/01/1960) Procedimiento de fabricación de hojas de metal con pluralidad de pasos huecos interconectados, que se caracteriza esencialmente, en que consiste en intercalar entre dos hojas metálicas de superficie limpia, un modelo compuesto de material de separación, que tiene la configuración general del modelo que se desea obtener de porciones de pasos, estando escorzado en una dirección, incluyendo una pluralidad de porciones interconectadas espaciadas convenientemente, para definir entre ellas una pluralidad de áreas espaciadas libres de material de separación, soldando dichas hojas en puntos que no hay material de separación, con el fin de evitar un deslizamiento relativo entre ellas…
PROCEDIMIENTO PARA PRODUCIR HOJAS DE METAL REFORZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1959). Ver ilustración. Clasificación: B21.
Procedimiento para producir hojas de metal reforzadascaracterizado esencialmenteporque se parte de una plancha o trozo de lingote al que por taladro fusión o cualquier procedimiento adecuado se le han practida unos agujeros o aberturas que atraviesas la plancha o trozo de metal de parte a parte y espaciados a predeterminados intervalosy laminado dicha plancha o trozo de metal por sucesivas laminacioneshasta conseguir el espesor deseadocortando después las oquedades laminadas formadas por los agujerospor una de las caras de la plancha y doblando los bordes cortados hacia fuera de la cara de la plancha laminadaformando así una hoja de metal reforzada.
UN PROCEDIMIENTO CON EL DISPOSITIVO CORRESPONDIENTE PARA LA FABRICACIÓN DE UN TUBO DE ACERO INOXIDABLE SOLDADO POR RESISTENCIA ELÉCTRICA A PARTIR DE FLEJE.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/10/1958). Ver ilustración. Clasificación: C22, B22.
Resumen no disponible.
UN PROCEDIMIENTO PARA SOLDAR ELÉCTRICAMENTE, DE UNA FORMA CONTÍNUA, TUBO DE ACERO INOXIDABLE, ALEACIONES LIGERAS Y CUALQUIER CLASE DE MATERIAL FÉRREO O NO FÉRREO.
(16/04/1958) Un procedimiento para juntar por soldadura los cantos que definen una hendedura en tubos metálicos, cuyo método consiste en avanzar el tubo longitudinalmente, aplicando simultáneamente presión al mismo para cerrar dicha hendedura en un punto de soldadura y calentando dichos bordes o cantos de hendedura a temperatura de soldadura en dicho punto de soldadura, caracterizado porque dicho calentamiento de los bordes o cantos de hendedura en el punto de soldadura es efectuado por aplicación de corriente eléctrica de alta frecuencia a dicho tubo mediante electrodos que encajan en el tubo metálico en sitios en, o cerca a, los bordes de hendedura opuestos y en posiciones brevemente adelantados a dicho punto de soldadura, cuya corriente presenta un frecuencia no menos de 6 kilociclos por segundo y de tal manera que…
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBO DE ACERO INOXIDABLE Y DE ALEACIONES INOXIDABLES SIN COSTURA MECÁNICA.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/11/1956). Clasificación: F16L, B21D.
Resumen no disponible.
UN PROCEDIMIENTO PARA MEJORAR LAS ALEACIONES DE COBRE, RESPECTO A SUS CONDICIONES DE DUREZA Y RESISTENCIA A LA FLEXIÓN Y TORSIÓN.
Sección de la CIP Química y metalurgia
(16/03/1949). Clasificación: C22.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}