12 patentes, modelos y diseños de MATEC HOLDING AG
PARTE DEL VEHICULO INSONORIZANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1995). Inventor/es: BUISSON, CLAUDE, SCHMUCK, JEAN-CLAUDE, JEANNOT, CLAUDE. Clasificación: B60R13/08.
LA PRESENTE PARTE DEL VEHICULO INSONORIZANTE COMPRENDE ESENCIALMENTE UNA CAPA EXTERIOR CONFORMADA Y UN EMPAQUETADURA INTERIOR QUE ACTUA ACUSTICAMENTE, QUE JUNTAS FORMAN UNA UNIDAD DE PESO LIGERO ESTABLE EN SU FORMA. PARA ELLO SE UTILIZA UN MATERIAL SINTETICO DUROPLASTICO PARA LA CAPA EXTERIOR , MIENTRAS QUE LA EMPAQUETADURA INTERIOR ES DE VELO DE RESINA Y DE FIBRAS, QUE EN LA ZONA PRINCIPAL QUE ACTUA ACUSTICAMENTE SOLO ESTA POCO PRENSADA Y EN LAS ZONAS QUE ACTUAN COMO ESTABILIZANTES ESTA MUY PRENSADA.
PROCEDIMIENTO Y DISPOSITIVO PARA ELABORAR UNA PIEZA MOLDEADA FIBROSA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1995). Inventor/es: WEIBEL, OTHMAR, HAESEKER, WILLI, GHIGLIOTTI, GIOVANNI, VESCERA, MICHELE. Clasificación: B27N3/14, B27N5/00.
PROCEDIMIENTO Y DISPOSITIVO PARA ELABORAR UNA PIEZA MOLDEADA FIBROSA. EN EL PROCEDIMIENTO DESCRITO SE ELABORAN PIEZAS MOLDEADAS FIBROSAS POR PRENSADO, PREPARANDO LOS COMPONENTES A UTILIZAR EN UNA PROPORCION ADECUADA Y DEPOSITANDOLO DE FORMA DINAMICA EN MATERIAS BRUTAS DE PIEZAS MOLDEADAS CON FORMA DE RELIEVE, EN DONDE LAS MATERIAS BRUTAS SE SOMETEN A UN TRATAMIENTO TERMICO PARA LA CONDENSACION DEL AGLUTINANTE Y EN UNA PRENSA DE PRECONFORMADO SE FIJAN LAS PIEZAS DE PRECONFORMADO ANTES DE SER CONDUCIDAS A LA PRENSA DE MOLDEO . UN DISPOSITIVO DE DEPOSITO ESPECIALMENTE APROPIADO PARA ESTE PROCEDIMIENTO PARA LA FORMACION DEL LA MATERIA BRUTA DE PIEZA MOLDEADA ESTA EQUIPADO EN UNA FORMA DE EJECUCION PREFERENCIAL CON UNA MESA DE TRANSPORTE EN FORMA DE CARRUSEL Y UNIDA A UN DISPOSITIVO DE CONTROL , CON EL QUE SE PUEDEN CARGAR Y DESCARGAR OPTIMAMENTE VARIAS PRENSAS DE MOLDEO.
MATERIAL COMPUESTO INSONORIZANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1994). Inventor/es: ALTS, THORSTEN. Clasificación: B60R13/08, B32B3/16, B32B11/04.
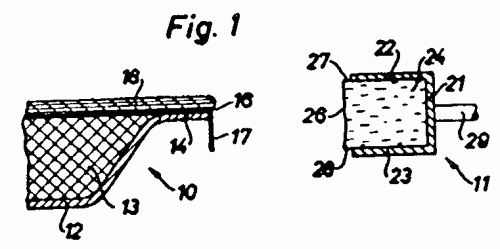
ESTA COMBINACION DE AMORTIGUAMIENTO DE RUIDO CONSISTE EN UN COMPONENTE VIBRATORIO Y UNA LAMINA DE AMORTIGUAMIENTO PUESTA SOBRE EL, LA CUAL CONSISTE EN UN MATERIAL FLEXIBLE CON UN FACTOR DE ALTA DISIPACION E INCLUYE UNA LAMINA DE GRADO PESADO Y UNA CAPA DE AMORTIGUACION VISCO-ELASTICA ASEGURADA FIRMEMENTE A EL, LA CAPA DE AMORTIGUACION CONSISTE EN UNA PLURALIDAD DE COMPONENTES EN ANGULO CON UNA FORMA Y COLOCADOS DE TAL MANERA QUE, JUNTO CON EL COMPONENTE VIBRATORIO Y LA LAMINA DE GRADO PESADO FLEXIBLE , PROPORCIONAN UN LABERINTO CONTINUO DE ESPACIOS HUECOS CON CAVIDADES ACUSTICAMENTE EFECTIVAS.
PROCEDIMIENTO PARA PRODUCIR UN ELEMENTO DE CONSTRUCCION.
Sección de la CIP Textiles y papel
(16/04/1994). Inventor/es: LUCCA, EUSEBIO, GILLARD, PAUL HENRI. Clasificación: D04H1/00.
EL ALMACENAMIENTO EN GRANDES SUPERFICIES DE MATERIAL DE FIBRAS, CON UN GROSOR PRACTCIAMENTE HOMOGENEO Y LA DISTRIBUCION HOMOGENEA DE UN AGLOMERANTE DE RESINA ARTIFICIAL, SE LOGRA HACIENDO QUE LA LANA MEZCLADA CON UN AGLOMERANTE DE RESINA ARTIFICIAL, ANTES DE QUE SE ROMPA EN COPOS EN UN TAMBOR DE ESCARIFICACION, SEA LLEVADA A TRAVES DE UN DISPOSITIVO EN EL QUE SE ENDURECE EL AGLOMERANTE DE RESINA ARTIFICIAL.
PANTALLA TERMICA ABSORBENTE ACUSTICA.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/02/1994). Inventor/es: MULLER, PETER, GHECZY, IVAN. Clasificación: B60R13/08, F16L59/02, F01N7/14, F02B77/00.
LA PRESENTE PANTALLA TERMICA COMPRENDE UNA CAPA DE SOPORTE PERFORADA SOLAMENTE EN SECCIONES PREDETERMINADAS Y UNA CAPA AISLANTE PROVISTA POR AMBOS LADOS CON UN REVESTIMIENTO PROTECTOR . ESPECIALMENTE LAS ZONAS DE LOS BORDES (6A, 6B), LAS ZONAS DE FIJACION Y LAS ZONAS DE LAS CONFORMACIONES DE LOS BORDES ESTAN LIBRES DE PERFORACION. LA CAPA AISLANTE PRESENTA SOBRE EL LADO DIRIGIDO HACIA LA CAPA DE SOPORTE UN ESPESOR DE MENOS DE 30(MU)M Y PUEDE ESTAR CONSTITUIDA DE UNA LAMINA DE ALUMINIO FINA O DE UN REVESTIMIENTO METALICO INYECTADO. PREFERENTEMENTE ESTE REVESTIMIENTO PROTECTOR ES DE POROS FINOS.
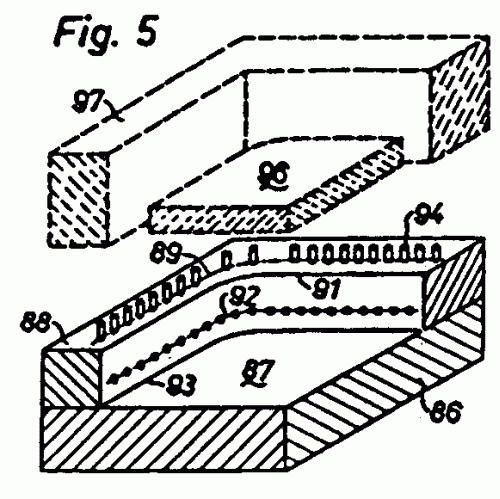
CENTRAL ELECTRICA DE INTERCONEXION CON UN AISLANTE DE SONIDOS Y AMORTIGUADOR DE SONIDOS.
(01/02/1994) LA CENTRAL ELECTRICA DE INTERCONEXION CON EFECTOS AISLANTES DE SONIDO Y AMORTIGUADORES DE SONIDO PARA LA SUPERFICIE INTERIOR DEL VEHICULO, EL CUAL TIENE AL MENOS 2 GRUPOS DE CAPAS SUELTAS COLOCADAS UNAS ENCIMA DE LAS OTRAS . CONCRETAMENTE EL PRIMER GRUPO CONSTA DE UNA PARTE DEL SUELO CON CAPACIDAD OSCILANTE 2, LA CUAL ESTA PREVISTA DE UN RECUBRIMIENTO 6 O DE UNA TERMINACION Y QUE SE UTILIZA EN LA CONSTRUCCION DE VEHICULOS MODERNOS. PREFERIBLEMENTE CONSTA DE UN SEGUNDO GRUPO DE CAPAS DE UNA CAPA DE AISLAMIENTO 8, 9. ESTA CAPA DE AISLAMIENTO PUEDE TENER OTRA CAPA DE PROTECCION 7 Y/O UNA CAPA DE DECORACION 5 PARECIDA AL TEXTIL O DE TEXTIL. SEGUN LA INVENCION, LA CAPA DE AISLAMIENTO 8, 9 TIENE UNA RESISTENCIA A LA CORRIENTE DEL AIRE ANISOTROPA. ESTO SE CONSIGUE DE FORMA FACIL MEDIANTE UNA…
DISPOSITIVO PARA DOBLAR EL BORDE DE UNA PLANCAHA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1993). Ver ilustración. Inventor/es: GHECZY, IVAN. Clasificación: B21D5/16, B21D5/02.
DISPOSITIVO PARA EL DOBLADO DEL BORDE PUESTO DE CANTO DE UNA PLANCHA, EN DONDE SE HA PREVISTO QUE LOS DESPLAZADORES PARA EL DOBLADO DEL BORDE OPUESTO ESTEN FORMADOS DE UN MATERIAL ELASTICO Y TENGAN FORMA DE VARILLA, Y QUE EL REBORDE PRESENTE COMO MINIMO UN DISPOSITIVO DE GUIA PARA LOS DESPLAZADORES, ESTANDO EL EXTREMO DE CADA DESPLAZADOR APARTADO DE LA PARED INTERIOR DEL REBORDE FIJADO AL PUNZON DE PRESION Y COOPERA CON UN DISPOSITIVO DE RETORNO A LA POSICION INICIAL EL CUAL RETIRA EL EXTREMO DEL DESLIZADOR APARTADO DE LA PARED INTERIOR DEL REBORDE FUERA DEL ESPACIO COMPRENDIDO POR EL REBORDE, CUANDO EL PUNZON DE PRESION ESTA EN SU POSICION DE REPOSO.
PROCEDIMIENTO PARA LA PRODUCCION DE UN ELEMENTO DE CONSTRUCCION QUE ABSORBE EL SONIDO.
Sección de la CIP Física
(16/10/1992). Inventor/es: SCHNEIDER, ALFRED, TSCHUDI, HANS RUDOLF. Clasificación: G10K11/16.
EL PROCEDIMIENTO FACILITA AVERIGUAR EL ESPESOR (D) Y LA SUPERFICIE (A) DE LAS ZONAS DE RESONANCIA DE ELEMENTOS DE CONSTRUCCION QUE ABSORVEN EL SONIDO, DEPENDIENDO DE LA ALTURA ((H) DE LOS HUECOS, BAJO LA FRECUENCIA DE LA RESONANCIA EN CUESTION. LA APLICACION DE ESTE PROCEDIMIENTO ADEMAS FACILITA LA ADAPTACION DEL DESARROLLO DE LA FRECUENCIA DEL COEFICIENTE DE ABSORCION DEL ELEMENTO DE CONSTRUCCION AL DESARROLLO DE LA FRECUENCIA DE UN NIVEL DE RUIDO DADO.
UTILLAJE PARA PLEGAR EN ESPECIAL LAMINAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1991). Ver ilustración. Inventor/es: HIELSCHER PETER. Clasificación: B21D5/16, B21D19/00.
UTILLAJE PARA PLEGAR EN ESPECIAL LAMINAS METALICAS. UTILLAJE PARA PLEGAR EN ESPECIAL PARA EL PLEGADO HORIZONTAL DE UNA LAMINA METALICA ALREDEDOR DEL CANTO DE UNA PLANCHA FINA, QUE COMPRENDE UN ELEMENTO DE SUJECION DE SECCION TRANSVERSAL EN FORMA DE ENTRE CUYOS LADOS SE DISPONE UN MATERIAL DE ELASTICIDAD SIMILAR A LA DE LA GOMA PARA PLEGAR LA LAMINA DOBLADA CASI EN 90G EN EL CANTO DE LA CHAPA FINA, SIENDO LA LONGITUD LIBRE DE LOS LADOS DEL ELEMENTO DE SUJECION ASI COMO LA DISTANCIA ENTRE ELLOS ES COMO MINIMO EL DOBLE DE LA ALTURA DE REBORDE DE LA LAMINA QUE SE HA DE PLEGAR.
PROCEDIMIENTO DE TRABAJO PARA LA FABRICACION DE PIEZAS BRUTAS DE COMPUESTOS DE MOLDEO DE RESINAS SINTETICAS REFORZADOS CON FIBRAS Y DISPOSICION DE POSICIONADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1987). Clasificación: B29C67/12.
MODIFICACIONES EN EL PROCEDIMIENTO DE TRABAJO PARA LA FABRICACION DE PIEZAS BRUTAS DE COMPUESTOS DE MOLDEO DE RESINAS SINTETICAS REFORZADOS CON FIBRAS. CONSISTENTES EN QUE: UNA PORCION DEL COMPUESTO DE MOLDEO DE LA RESINA SE DEPOSITA SOBRE UN TROZO DE FIELTRO DE FIBRAS, COMO SOPORTE, Y SE TRANSPORTA CONJUNTAMENTE CON ESTE ULTIMO AL MOLDE DE LA PRENSA DE MOLDEAR; LOS COMPUESTOS DE MOLDEO DE RESINA SINTETICA REFORZADOS PRODUCIDOS EN UNA INSTALACION QUE TRABAJA DE MANERA AUTOMATICA, SE DEPOSITAN MEDIANTE UNA DISPOSICION DE DIVISION EN PORCIONES EN LAS PORCIONES ADECUADAS PARA LA OPERACION DE MOLDEO DE MANERA CONTINUA SOBRE TROZOS DE FIELTROS, LOS CUALES LLEGAN DESDE UNA DISPOSICION DE TROQUELAR ALIMENTADA CON FIELTROS DE FIBRAS; EL CONTORNO DEL TROZO DE FIELTRO DE FIBRAS Y EL CONTORNO DEL COMPUESTO DE MOLDEO DE RESINA SINTETICA ESTAN ADAPTADOS AL MOLDE O AL OBJETO DE RESINA SINTETICA A MOLDEAR.
PROCEDIMIENTO DE FABRICAR PIEZAS MOLDEADAS DE DOBLE PARED.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1985). Clasificación: B29C49/20.
PROCEDIMIENTO DE FABRICAR PIEZAS MOLDEADAS DE DOBLE PARED.COMPRENDE: A) COLOCAR UN PAQUETE DOBLE CONSISTENTE EN DOS CAPAS PREPOLIMERIZADAS Y DOS HOJAS DE MATERIAL TERMOPLASTICO EN UN MOLDE , DISPONIENDO DE MANERA OPUESTA ENTRE SI LAS HOJAS DE CADA PAQUETE PARCIAL; B) INFLAR UN ELEMENTO BAJO PRESION ENTRE LAS DOS HOJAS DE MATERIAL TERMOPLASTICO, PARA APRETAR LAS CAPAS DE FIBRA CONTRA LAS PAREDES INTERIORES DEL SEMIMOLDE CORRESPONDIENTE; Y C) CALENTAR EL MOLDE HASTA UNA TEMPERATURA SUFICIENTE, PARA PRODUCIR LA FUSION COMPLETA DE LAS HOJAS Y LA POLIMERIZACION DE LAS CAPAS PREPOLIMERIZADAS DEL MATERIAL DE FIBRAS.
PROCEDIMIENTO PARA RECUBRIR ELEMENTOS SENSIBLEMENTE PLANOS DE PARED DELGADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1982). Clasificación: B05D7/26.
PROCEDIMIENTO PARA RECUBRIR ELEMENTOS SENSIBLEMENTE PLANOS DE PARED DELGADA MEDIANTE UNA CAPA DE MASA DE POLIMERO FORMADA PREVIAMENTE. CONSISTENTE EN PREPARAR UNA MASA DE POLIMERO POR MEZCLA DE UN COMPONENTE TERMOPLASTICO CON UN PLASTIFICANTE QUE PUEDE EXPERIMENTAR POLIRREACCIONES CONSIGO MISMO, POR LO QUE LA MEZCLA INCLUYE UN CATALIZADOR PARA LA INICIACION TERMICA DE LA POLIRREACCION. CON LA MEZCLA OBTENIDA SE PREPARA UNA CAPA FLEXIBLE QUE PUEDE CONTENER HASTA EL 85 POR 100 EN PESO DE MATERIAL DE RELLENO, Y UNA VEZ APLICADA LA CAPA DE RECUBRIMIENTO SE CALIENTA LA CAPA DE POLIMERO QUE ESTA EN CONTACTO CON EL ELEMENTO RECUBIERTO PARA INICIAR LA POLIMERIZACION DEL PLASTIFICANTE Y, EN SU CASO, EL PEGADO SIMULTANEO DE LA CAPA A LA SUPERFICIE DEL ELEMENTO. SE UTILIZA PARA REFORZAR Y O INSONORIZAR PIEZAS DE AUTOMOVILES, POR EJEMPLO, PUERTAS, TECHOS Y PAREDES.
{kind=link}
{kind=link}