28 patentes, modelos y diseños de MARCH VILA,FATIMA
MEJORAS EN LA PATENTE PRINCIPAL N- P 9401113, POR "BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS Y PROCEDIMIENTO PARA FABRICARLA".
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2000). Ver ilustración. Inventor/es: MARCH VILA,FATIMA. Clasificación: B65D5/00.
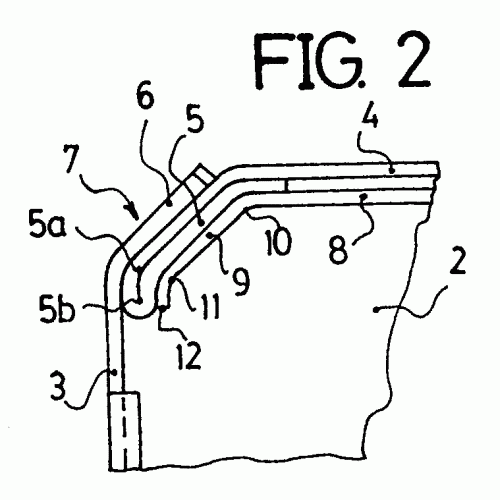
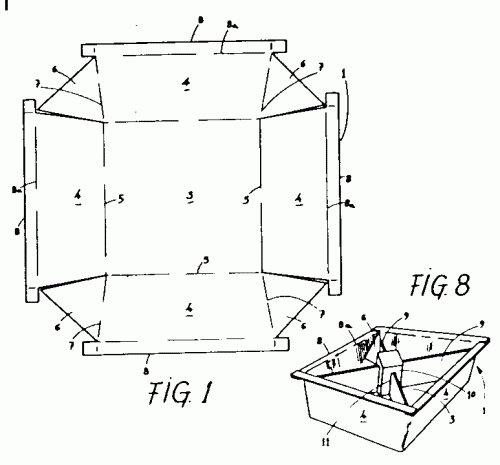
Mejoras en el objeto de la patente principal nº p 9401113, por bandeja apilable para el transporte de mercancías y procedimiento para fabricarla. Las dos caras 4 de la bandeja 1 presentan sobrepuestas y encoladas sendas placas 8 de contorno semejante al de las caras. De los extremos de estas placas se prolongan aletas 9 que se sobreponen y encolan a las esquinas 7. Estas aletas 9 pueden prolongarse formando pestañas 12a, 12b encoladas sobre sí mismas.
BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS Y PROCEDIMIENTO PARA FABRICARLA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1998). Clasificación: B65D21/032, B65D5/20, B65D5/28, B65D21/02.
BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS Y PROCEDIMIENTO PARA FABRICARLA. LAS ESQUINAS DE LA BANDEJA ESTAN REFORZADAS POR MEDIO DE SOLAPAS DOBLADAS Y ENCOLADAS SOBRE SI MISMAS QUE MEDIANTE UN PROCESO DE ENCOLADO A PRESION Y PLEGADO UTILIZANDO MOLDES Y/O CONTRAMOLDES, ADOPTAN EL CONTORNO DE LAS ESQUINAS Y DE LOS EXTREMOS DE LOS LADOS QUE DEFINEN CADA ESQUINA. LAS BANDEJAS QUEDAN REFORZADAS PARA SOPORTAR EL PESO DE LAS BANDEJAS APILADAS CON LA MERCANCIA EN SU INTERIOR.
PROCEDIMIENTO DE FABRICACION DE BANDEJAS APILABLES PARA EL TRANSPORTE DE MERCANCIAS Y BANDEJA OBTENIDA CON ESTE PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1997). Ver ilustración. Clasificación: B65D5/00, B65D21/02.
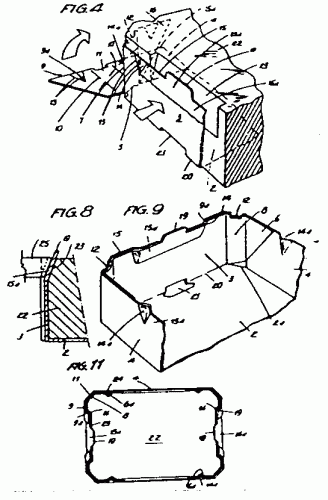
PROCEDIMIENTO DE FABRICACION DE BANDEJAS APILABLES PARA EL TRANSPORTE DE MERCANCIAS Y BANDEJA OBTENIDA CON ESTE PROCEDIMIENTO. CONSISTE EN DEFORMAR TRAMOS (15A) DE DOS CARAS DE LA BANDEJA Y UNAS ZONAS (14A, 6A) SITUADAS JUNTO AL CANTO SUPERIOR DE LAS CARAS , UTILIZANDO UN NOYO CON ZONAS HUNDIDAS CONTRA LAS QUE SON EMPUJADAS LAS ZONAS A DEFORMAR, HABIENDO ENCOLADO PREVIAMENTE LAS CARAS Y SOLAPAS DOBLADAS SOBRE ELLAS, PARA OBTENER BANDEJAS CON DEFORMACIONES EN EL CANTO SUPERIOR DE SUS PAREDES, QUE CONSTITUYEN UN ASIENTO PARA APILARLAS. LAS BANDEJAS PRESENTAN ALETAS QUE SOBRESALEN DEL CANTO SUPERIOR DE LAS CARAS , DESTINADAS A INTRODUCIRSE EN ABERTURAS PRACTICADAS EN EL FONDO DE LAS BANDEJAS. LAS BANDEJAS PRESENTAN CHAFLANES EN SUS ESQUINAS, DOTADOS DE JUEGOS DE ALETAS Y ENTRANTES QUE ENCAJAN AL APILARLAS.
BANDEJA APILABLE PARA EL TRANSPORTE DE PRODUCTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1993). Clasificación: B65D5/20, B65D21/00.
BANDEJA APILABLE PARA EL TRANSPORTE DE PRODUCTOS, FORMADA A PARTIR DE UNA PLACA DE CARTON O MATERIAL SIMILAR PREVIAMENTE TROQUELADA Y CON LINEAS DE PLEGADO QUE DEFINEN LAS CARAS Y EL FONDO DE LA BANDEJA, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE EL FONDO DE LA BANDEJA ESTA DOTADO, FRENTE A CADA UNO DE SUS ANGULOS, DE SENDAS LINEAS DE PLEGADO INCLINADAS, QUE DEFINEN OTROS TANTOS CHAFLANES EN DICHOS ANGULOS, DE LOS CUALES PARTEN UNAS ALETAS PLEGABLES, EN TANTO QUE LOS EXTREMOS DE LOS LADOS DE LA BANDEJA PRESENTAN UNAS PROLONGACIONES EN FORMA DE ALAS CON LINEAS DE PLEGADO TRANSVERSALES, QUE SIGUEN EL CONTORNO DE LOS CHAFLANES, CUYAS ALAS SE YUXTAPONEN Y UNEN ENTRE SI Y A LA ALETA DEL CHAFLAN CORRESPONDIENTE.
BANDEJA PLEGABLE PARA TRANSPORTE DE PRODUCTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1993). Clasificación: B65D5/08.
BANDEJA PLEGABLE PARA TRANSPORTE DE PRODUCTOS, FORMADA A PARTIR DE UNA PLACA DE CARTON O MATERIAL SIMILAR, PREVIAMENTE TROQUELADA Y CON LINEAS DE PLEGADO QUE DEFINEN EL FONDO Y LAS CARAS DE LA BANDEJA, DOTADA DE MEDIOS PARA MANTENERLAS ENDEREZADAS EN POSICION DE TRABAJO, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE EN LA CARA INTERNA DE LAS ESQUINAS ESTAN UNIDAS UNAS TIRAS CON DOBLECES TRANSVERSALES QUE DETERMINAN LA FORMACION DE UNAS PIEZAS DE REFUERZO, DE CONTORNO POLIGONAL, CON DOS CARAS PEGADAS EN LOS EXTREMOS DE LAS CARAS QUE FORMAN LAS ESQUINAS CORRESPONDIENTES DE LA BANDEJA Y, POR LO MENOS, UNA CARA DE UNION ENTRE LAS DOS CARAS PEGADAS, DOTADA DE UNA LINEA TRANSVERSAL DE PLEGADO, EN TANTO QUE EN EL INTERIOR DE LAS IEZAS DE REFUERZO ESTA INCORPORADA EN FORMA DESMONTABLE, UNA PLACA RIGIDA, DE ANCHURA EQUIVALENTE A LA DE LA CARA INTERMEDIA LAS PIEZAS DE REFUERZO EN POSICION DESPLEGADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1993). Clasificación: B65D3/14.
BOTE, DEL TIPO DE LOS QUE ESTAN FORMADOS A PARTIR DE UNA BANDA DE CARTON O MATERIAL SIMILAR, QUE CONSTITUYE LAS CARAS DEL BOTE, UNIDA POR UNO DE SUS BORDES A UNA TAPA INFERIOR QUE CONSTITUYE EL FONDO DEL ENVASE Y PROVISTO DE UNA TAPA CERRADA Y PRECINTADA DE ORIGEN, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE CONSTA DE DOS PIEZAS EN FORMA DE CUBETAS, DOTADAS DE SENDAS PESTAÑAS DOBLADAS A SU ALREDEDOR EN POSICION SALIENTE POR UNA DE SUS CARAS, A LAS QUE ESTAN UNIDOS, RESPECTIVAMENTE, LOS BORDES INFERIOR Y SUPERIOR DE LA BANDA QUE CONSTITUYE LAS CARAS DEL BOTE, UNA DE CUYAS CUBETAS CONSTITUYE EL FONDO DEL BOTE EN TANTO QUE LA OPUESTA PRESENTA UNA TAPA DESGARRABLE.
ASA DESLIZANTE PARA ENVASES LIGEROS.
Sección de la CIP Necesidades corrientes de la vida
(16/09/1992). Ver ilustración. Clasificación: A45F5/10.
ASA DESLIZANTE PARA ENVASES LIGEROS, DEL TIPO FORMADO POR UNA TIRA DE MATERIAL RESISTENTE Y FLEXIBLE, TAL COMO CARTON, PLASTICO O SIMILAR, SE CARACTERIZA POR LLEVAR SUS EXTREMOS DOBLADOS EN GANCHO Y ADOSADOS SOBRE SI MISMOS, POR LOS CUALES SE INTRODUCE EN SENDAS ENTALLAS PREVISTAS EN DOS DE LAS CARAS OPUESTAS DEL ENVASE, ENTRE ESTAS Y LA LAMINA INTERIOR DE REFUERZO, CON LOS EXTREMOS DOBLADOS DIRIGIDOS HACIA EL INTERIOR.
ENVASE LIGERO PARA PRODUCTOS FLUIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1992). Clasificación: B65D85/72.
ENVASE LIGERO PARA PRODUCTOS FLUIDOS, DEL TIPO QUE ESTA FORMADO POR UN CUERPO TUBULAR CON SUS BORDES TESTEROS REBORDONADOS INCLUYENDO SENDAS TAPAS, DE LAS CUALES UNA QUEDA APOYADA INTERIORMENTE CONTRA EL REBORDONADO Y CON SUS BORDES ADOSADOS Y SOLIDARIZADOS A LAS PARECES DEL ENVASE, MIENTRAS QUE LA SEGUNDA TIENE SUS BORDES INTRODUCIDOS Y SOLIDARIZADOS ENTRE LOS DEL REBORNADO, QUE SE CARACTERIZA ESENCIALMENTE POR EL HECHO DE QUE LA SOLIDARIZACION QUEDA COMPLETADA, POR LO QUE A UNO DE LOS TESTEROS SE REFIERE, MEDIANTE LA DISPOSICION DE UN REVESTIMIENTO DE MATERIAL IMPERMEABLE QUE RECUBRE TOTALMENTE LA CAZOLETA Y SE EXTIENDE MAS ALLA DE LOS BORDES DE LA MISMA, CUBRIENDOLOS Y CERRANDO EL INTERSTICIO ENTRE DICHOS BORDES Y EL CUERPO DEL ENVASE.
PERFECCIONAMIENTOS EN LA FABRICACION DE ENVASES LIGEROS REFORZADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1992). Ver ilustración. Clasificación: B65D30/20, B65D37/00.
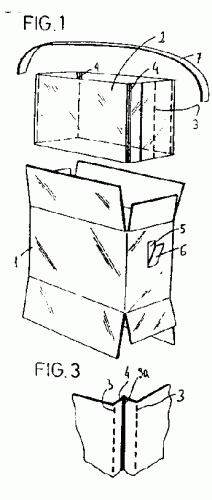
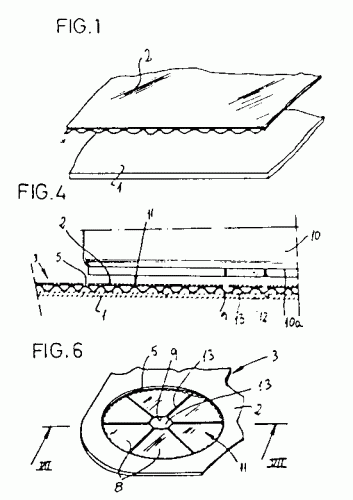
PERFECCIONAMIENTOS EN LA FABRICACION DE ENVASES LIGEROS REFORZADOS. LA LAMINA INTERNA DE REFUERZO ADHERIDA A LAS CARAS INTERNAS DEL ENVASE Y CON GRUESO NO SUPERIOR AL DEL DOBLE DEL CARTONCILLO DEL PROPIO ENVASE, CON LAS ZONAS DE DOBLADO DE SUS ARISTAS DOTADAS DE DOS LINEAS PARALELAS DEBILITADAS CON HENDIDO INTERNO ASIMISMO PARALELO (3A), PARA FORMAR DIEDROS DE REFUERZO. EN DOS DE LAS CARAS OPUESTAS, SE TROQUELAN UNAS ALETAS QUE FORMAN ABERTURAS POR ENTRE LAS CUALES Y ENTRE DICHAS ALETAS Y LA LAMINA DE REFUERZO QUEDAN FIJADOS LOS EXTREMOS DE LA TIRA FLEXIBLE QUE CONSTITUIRA EL ASA.
DISPOSICION DE REFUERZO PARA ENVASES LIGEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Clasificación: B65D5/56.
DISPOSICION DE REFUERZO PARA ENVASES LIGEROS, DEL TIPO FORMADO POR UNA LAMINA DE MATERIAL Y GRUESO APROPIADOS, ADOSADA A LA SUPERFICIE INTERNA DE LAS CARAS DEL ENVASE, QUE SE CARACTERIZA POR EL HECHO DE QUE DICHA LAMINA QUEDA ADHERIDA UNICAMENTE POR UN MINIMO DE DOS LINEAS O FRANJAS DE ADHESIVO A LAS DOS CARAS MAYORES DEL MISMO, DEJANDO LIBRES LAS CARAS MENORES.
LAMINA COMPUESTA PARA FORMACION DE CUERPOS TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1992). Ver ilustración. Clasificación: B32B7/00.
LAMINA COMPUESTA PARA FORMACION DE CUERPOS TUBULARES, DEL TIPO INTEGRADO POR DOS O MAS CAPAS DE MATERIAL LAMINAR, DISPUESTAS DESFASADAS Y CON SUS BORDES ESCALONADOS PARA SUPERPOSICION EN EL ARROLLADO, QUE SE CARACTERIZA POR EL HECHO DE QUE LA CAPA LAMINAR QUE HA DE CONSTITUIR LA CARA INTERNA DEL CUERPO TUBULAR, AL ARROLLARLO SOBRE SI MISMA Y SUPERPONER AQUELLOS BORDES, ESTA FORMADA POR UN MATERIAL IMPERMEABLE CON SU SUPERFICIE DE NATURALEZA TERMOSOLDABLE, QUEDANDO DOTADA LA CARA OPUESTA DE LA PESTAÑA SALIENTE DE DICHA CAPA LAMINAR CON UNA SUPERFICIE ASIMISMO SUSCEPTIBLE DE UNIRSE POR TERMOSOLDADURA CON LA CARA PRINCIPAL CITADA DE LA PROPIA CAPA, EN TANTO QUE EL RESTO DE ZONAS SALIENTES DEL RESTO DE CAPAS COMPONENTES SE ADHIEREN POR MEDIO DE UN ADHESIVO CONVENCIONAL.
EMBOCADURA CON TAPA PARA ENVASES LIGEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1992). Clasificación: B65D17/46.
EMBOCADURA CON TAPA PARA ENVASES LIGEROS, DEL TIPO QUE PRESENTA DE ORIGEN SUS BASES CERRADAS POR TAPAS EN FORMA DE CUBETA ADHERIDAS POR SUS BORDES SOBRE LOS CORRESPONDIENTES EXTREMOS DEL CUERPO DEL ENVASE Y DOTADOS EN LAS PROXIMIDADES DE LA TAPA CORRESPONDIENTE A LA BASE SUPERIOR, DE UN ELEMENTO LINEAL DE DESGARRO UNIDO INTERIORMENTE A LAS PAREDES DEL CUERPO DEL ENVASE, QUE SE CARACTERIZA POR LLEVAR DISPUESTA ADHERIDA INTERIORMENTE, CABALGANDO SOBRE EL EJE TEORICO DE DESGARRO E INDEPENDIENTE DEL ELEMENTO LINEAL PARA EFECTUAR EL MISMO, UNA CINTA FLEXIBLE, QUE CUBRE POR LO MENOS UNA LONGITUD DE DICHA ZONA NO SUPERIOR A LA ANCHURA DE LA CARA CORRESPONDIENTE DEL CUERPO DEL ENVASE.
VERTEDOR PARA ENVASES LIGEROS DE LIQUIDOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1992). Clasificación: B65D41/04, B65D21/02.
VERTEDOR PARA ENVASES LIGEROS DE LIQUIDOS, DEL TIPO EN QUE LAS BASES DEL MISMO ESTAN INTEGRADAS POR CUBETAS SOLIDARIZADAS ENTRE LOS BORDES DOBLADOS DE LAS PAREDES DEL CUERPO DEL ENVASE Y QUE TIENEN RECUBIERTA TODA LA SUPERFICIE INTERNA POR UN REVESTIMIENTO IMPERMEABLE DE PLASTICO TERMOSOLDABLE, QUE SE CARACTERIZA POR EL HECHO DE QUE ESTA CONSTITUIDO POR UN CASQUILLO DE MATERIAL PLASTICO TERMOSOLDABLE, AFIN CON EL QUE CONSTITUYA EL RECUBRIMIENTO IMPERMEABLE, DOTADO DE MEDIOS DE ACOPLAMIENTO HERMETICO DE UN TAPON EXTERIOR Y PROVISTO EN UNO DE SUS EXTREMOS DE UNA VALONA POR EL QUE SE APLICA Y UNE FIRMEMENTE POR TERMOSOLDADURA CONTRA AQUEL REVESTIMIENTO.
LAMINA COMPUESTA MULTICAPA PARA FORMACION DE CUERPOS TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1992). Clasificación: B65D8/06.
1. LAMINA COMPUESTA MULTICAPA PARA FORMACION DE CUERPOS TUBULARES, DEL TIPO CONSTITUIDO POR DOS O MAS LAMINAS DE MATERIAL FLEXIBLE, TAL COMO CARTON O SIMILAR, CON SUS BORDES DESFASADOS, FORMANDO UN ESCALONADO POR AMBOS BORDES LONGITUDINALES, QUE SE CARACTERIZA POR EL HECHO DE QUE LA LAMINA QUE HA DE CONSTITUIR LA PARED INTERNA DEL CUERPO TUBULAR VA DOTADA, POR LA CARA QUE HA DE QUEDAR AL INTERIOR, DE UN REVESTIMIENTO DE MATERIAL IMPERMEABLE Y TERMOSOLDABLE, LA CUAL VUELVE SOBRE EL EXTREMO SALIENTE DE DICHA LAMINA Y SE DOBLA Y ADHIERE EN UNA PEQUE A FRANJA SOBRE LA CARA OPUESTA.
OPERCULO RASGABLE PARA ENVASES HERMETICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1992). Clasificación: B65D51/18.
1. OPERCULO RASGABLE PARA ENVASES HERMETICOS, DEL TIPO FIJABLE A LA BOCA DEL ENVASE POR ENGRAPADO, ADHESION O SIMILAR, QUE SE CARACTERIZA POR ESTAS CONSTITUIDO ESENCIALMENTE POR UNA LAMINA BASE DE MATERIAL RESISTENTE, TAL COMO CARTON, PLASTICO O ANALGO, CON EL CONTORNO DEL ENVASE Y A LA QUE QUEDA ADOSADA Y SOLIDARIZADA POR SU REVERSO, UNA FINA LAMINA DE MATERIAL DE NATURALEZA ADECUADA PARA CONSTITUIR EL ELEMENTO DE HERMETICIDAD Y PRECINTO, CUBRIENDO TODA LA SUPERFICIE DE LA LAMINABASE POR ESTA CARA, MIENTRAS QUE POR SU ANVERSO O CARA VISTA, LA CITADA LAMINA BASE LLEVA UN CORTE EN CONTORNO CERRADO, QUE DELIMITA EL DE LA BOCA PROPIAMENTE DICHA DEL ENVASE, CUYO CORTE DETERMINA UNA LINEA PARA RASGADO DE LA LAMINA INTERNA Y PARA LA SEPARACION DE DICHA TAPA.
PERFECCIONAMIENTOS EN LAS CUBETAS PARA ENCOFRADO DE TECHOS ALLVEOLARES.
Sección de la CIP Construcciones fijas
(01/03/1992). Ver ilustración. Clasificación: E04G11/40, E04G9/08.
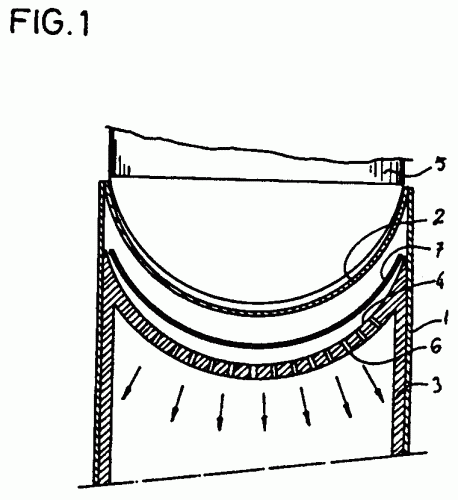
PERFECCIONAMIENTOS EN LAS CUBETAS PARA ENCOFRADO DE TECHOS ALVEOLARES. A PARTIR DE UNA PLACA DE CARTON IMPERMEABILIZADO SE CONFIGURA UNA CUBETA DOTADA DE PESTAÑAS EN EL BORDE DE LA BOCA, QUE LIMITAN LA POSICION DE LAS CUBETAS ADYACENTES. EN EL INTERIOR DE LAS CUBETAS HAY UNOS TABIQUES CRUZADOS ENCAJADOS EN UNA COLUMNA . LA FABRICACION DE LA CUBETA A PARTIR DE UNA PLACA TROQUELADA ES MUY SENCILLA Y EL COSTE DE LA MISMA REDUCIDO, DE FORMA QUE SE UTILIZAN COMO ENCOFRADO PERDIDO.
ENVASE CON TAPA ARTICULADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1990). Clasificación: B65D5/00, B65D5/42.
ENVASE CON TAPA ARTICULADA, DEL TIPO EN EL QUE ESTA DOTADO EN LAS PROXIMIDADES DE LA BASE PORTADORA DE DICHA TAPA ARTICULADA, DE UNA TIRA RASGABLE DE PRECINTO, QUE ABARCA TRES CARAS DEL ENVASE, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE CONSTA DE UNA LAMINA SEMIRRIGIDA, INCORPORADA A LA SUPERFICIE INTERNA DE LAS CARAS DEL ENVASE, QUE REBASA EN ALTURA LA ZONA OCUPADA POR LA TIRA DE PRECINTO, FORMANDO UNA PESTAÑA INDEPENDIENTE EN RELACION A DICHA TIRA Y A LA TAPA DEL ENVASE, CUYA LAMINA PRESENTA DE ORIGEN UNOS HENDIDOS TRANSVERSALES COINCIDENTES CON LOS ANGULOS DE LA EMBOCADURA, PARA FACILITAR EL PLEGADO Y ADAPTACION DE LA LAMINA.
ASA-CIERRE DE SEGURIDAD PARA ENVASES CON TAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1990). Clasificación: B65D25/28, B65D55/02.
ASA-CIERRE DE SEGURIDAD PARA ENVASES CON TAPA, DEL TIPO QUE ESTA CONSTITUIDA POR UNA TIRA FLEXIBLE Y RESISTENTE, UNIDA POR SUS EXTREMOS A LA PARTE SUPERIOR DE DOS CARAS OPUESTAS DEL ENVASE CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE, POR LO MENOS, UNO DE LOS EXTREMOS DEL ASA ESTA UNIDO A LA CARA CORRESPONDIENTE DEL ENVASE MEDIANTE UN DISPOSITIVO QUE PERMITE SITUARLO EN DOS POSICIONES ESTABLES A DISTINTA ALTURA, DE LAS CUALES LA SUPERIOR CORRESPONDE AL ASA EN POSICION DE TRABAJO COMO TAL, DISTANCIADA DE LA TAPA, Y LA INFERIOR CORRESPONDE A LA POSICION DE CIERRE, CON EL ASA APOYADA SOBRE LA TAPA, DIFICULTANDO SU APERTURA Y PERMITIENDO, NO OBSTANTE, EL ASIDO DEL ASA.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS PARA EL EMPAQUETADO DE LLANTAS Y ARTICULOS SIMILARES, Y PLACA OBTENIDA CON DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1990). Ver ilustración. Clasificación: B65D85/68.
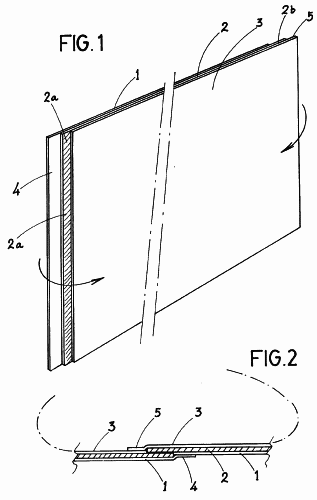
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS PARA EL EMPAQUETADO DE LLANTAS Y ARTICULOS SIMILARES, Y PLACA OBTENIDA CON DICHO PROCEDIMIENTO. SE UNEN DOS PIEZAS (1 Y 2) LA SEGUNDA MAS FLEXIBLE QUE LA ANTERIOR PARA FORMAR UNA PLACA . SE REALIZAN TROQUELADOS PARA DEFINIR ZONAS DE CONTORNO SEMEJANTE AL DE LAS LLANTAS , DOTADAS DE ALETAS TROQUELADAS Y SE COMPRIME LA PLACA PARA FORMAR CAVIDADES EN LAS QUE SE COLOCAN LAS LLANTAS. LAS LLANTAS O PIEZAS QUEDAN PERFECTAMENTE ASENTADAS ENTRE LAS PLACAS QUE SE APILAN PARA EL EMPAQUETADO LAS ALETAS CEDEN PARA ADPATARSE A LA FORMA DE LAS PIEZAS EMPAQUETADAS.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1989). Clasificación: B65B25/24.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES, DEL TIPO QUE COMPRENDE UNA O MAS PLACAS DE UN MATERIAL LIGERO, POR EJEMPLO CARTON, CON MEDIOS PARA CENTRAR Y POSICIONAR LOS ARTICULOS A EMPAQUETAR, VENTAJOSAMENTE FORMADOS POR RESALTES DE FORMA CIRCUNFERENCIAL QUE QUEDAN DISPUESTOS ALREDEDOR DE LAS LLANTAS, CUYAS PLACAS QUEDAN INTERCALADAS ENTRE LAS LLANTAS A EMPAQUETAR, APILADAS FORMANDO PISOS, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE LOS RESALTES SITUADOS ALREDEDOR DEL PERIMETRO DE LAS LLANTAS ESTAN ESPACIADOS ENTRE SI SIGUIENDO UN CONTORNO CIRCUNFERENCIAL, CON LA PARTICULARIDAD DE QUE TIENEN DOS CARAS OPUESTAS ADOSADAS AL PERIMETRO DE, POR LO MENOS, DOS LLANTAS ADYACENTES.
PROCEDIMIENTO PARA LA FORMACION Y LLENADO DE ENVASES TUBULARES Y DISPOSITIVO PARA SU REALIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1989). Ver ilustración. Clasificación: B65D3/04.
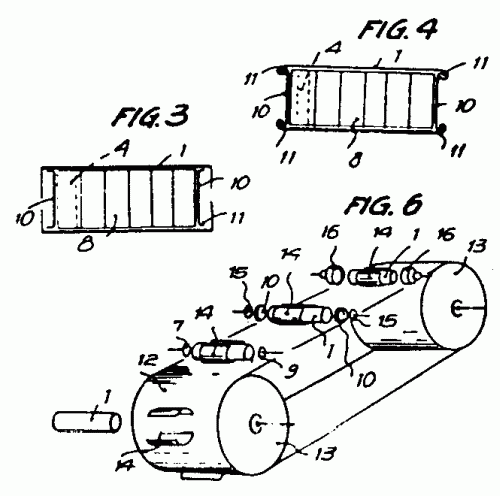
PROCEDIMIENTO PARA LA FORMACION Y LLENADO DE ENVASES TUBULARES Y DISPOSITIVO PARA SU REALIZACION, A PARTIR DE CUERPOS TUBULARES , EN LOS CUALES SE INTRODUCEN LAS PIEZAS , CUYOS EXTREMOS SE CIERRAN CON SENDAS TAPAS , SUJETAS POR TERMOADHESION Y/O REBORDEADO DE LOS CANTOS EXTREMOS . EL DISPOSITIVO COMPRENDE ADEMAS DE LOS MEDIOS CONVENCIONALES DE CORTADO, TROQUELADO Y ENROLLADO DE LOS CUERPOS TUBULARES, UN TRANSPORTADOR CONTINUO , CON PINZAS QUE SE ABREN Y CIERRAN AUTOMATICAMENTE Y QUE SUJETAN LOS CUERPOS TUBULARES , A SU PASO FRENTE A ESTACIONES QUE COMPRENDEN UN TOPE Y UN IMPULSOR , PARA INTRODUCCION DE LAS PIEZAS , IMPULSORES PARA ACOPLAMIENTO DE LAS TAPAS , Y REBORDEADORES PARA LOS BORDES EXTREMOS DE LOS CUERPOS TUBULARES.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1989). Clasificación: B65D85/68.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES, DEL TIPO QUE COMPRENDE UNA PLACA DE UN MATERIAL LIGERO, POR EJEMPLO CARTON, CON MEDIOS PARA CENTRAR Y POSICIONAR LOS ARTICULOS A EMPAQUETAR, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE UNA DE SUS CARAS, POR LO MENOS, ESTA DOTADA DE UNOS AROS ESPACIADOS ENTRE SI, CUYO DIAMETRO CORRESPONDE AL DIAMETRO EXTERNO DE LA LLANTA DE LAS RUEDAS, LAS CUALES QUEDAN INMOVILIZADAS Y CENTRADAS EN EL INTERIOR DE DICHOS AROS, CUYAS PLACAS SE INTERCALAN ENTRE GRUPOS DE LLANTAS APILADAS, QUE FORMAN PISOS SEPARADOS POR DICHAS PLACAS POSICIONADORAS.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1989). Clasificación: B65B17/00.
DISPOSITIVO PARA EMPAQUETAR LLANTAS DE RUEDAS DE VEHICULOS Y SIMILARES, DEL TIPO QUE COMPRENDE UNA PLACA DE UN MATERIAL LIGERO, POR EJEMPLO CARTON, CON MEDIOS PARA CENTRAR Y POSICIONAR LOS ARTICULOS A EMPAQUETAR, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE, UNA DE SUS CARAS, POR LO MENOS, ESTA DOTADA DE UNA PESTAÑA CIRCULAR SALIENTE, ADHERIDA A LA PLACA POR MEDIO DE UNA PLURALIDAD DE LENGUETAS RADIALES QUE PARTEN DE UNO DE LOS BORDES DE DICHA PESTAÑA, LA CUAL CONFIGURA UN ARO DE DIAMETRO INTERNO CORRESPONDIENTE AL DIAMETRO EXTERNO DE LAS LLANTAS, LAS CUALES QUEDAN INMOVILIZADAS Y CENTRADAS EN EL INTERIOR DE DICHOS AROS, CUYAS PLACAS SE INTERCALAN ENTRE GRUPOS DE LLANTAS APILADAS, QUE FORMAN PISOS SEPARADOS POR DICHAS PLACAS POSICIONADORAS.
PROCEDIMIENTO PARA LA FORMACION Y CIERRE DE EMBOCADURAS DE ENVASES TUBULARES SUMINSTRADORES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1989). Ver ilustración. Clasificación: B65D53/08.
PROCEDIMIENTO PARA LA FORMACION Y CIERRE DE EMBOCADURAS DE ENVASES TUBULARES SUMINISTRADORES. CONSISTE EN SELLAR LA ZONA DE REUNION DE LAS DOS SOLAPAS MEDIANTE LA ADHESION DE UNA TIRA QUE ABARQUE SOLAMENTE UNA ZONA DE ANCHURA LIMITADA A LO LARGO DE LA RANURA FORMADA ENTRE LAS SOLAPAS , MEDIANTE TERMOADHESION DE UNA PORCION DE TIRA DE MATERIAL ADECUADO A TRAVES DE UNA CONTRA-FORMA , ADAPTADA A LA FORMA INTERNA DE LA EMBOCADURA, PRESENTA ORIFICIOS Y QUEDA CONECTADA A UN SISTEMA DE ASPIRACION, CUYA CONTRA-FORMA ES INTRODUCIDA EN EL CUERPO DEL ENVASE 91) CON LA TIRA SOBRE LA MISMA Y PRESIONA EL CONJUNTO CONTRA UNA HORMA COMPLEMENTARIA. LAS SOLAPAS DE CIERRE DE LA EMBOCADURA DEL ENVASE SE DISPONEN, YA SEA YUXTAPUESTOS DE CANTO, YA SUPERPUESTOS ENTRE SI Y SU CIERRE SE COMPLE PREVIO DOBLADO Y ADHESION DEL BORDE DE UNA DE LAS SOLAPAS SOBRE SI MISMO, CONTRA LA CARA EXTERNA.
CUERPO PARA LA FORMACION DE ENVASES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1983). Clasificación: B65D5/18.
Cuerpo para la formación de envases, caracterizado esencialmente por el hecho de que consta de una lámina flexible dotada de líneas de plegado que delimitan la formación de las caras del envase, de las cuales parten aletas y solapas formadas por la propia lámina, destinadas a la formación de las bases del envase, cuya lámina presenta adherida a su cara interna una placa más recia que ocupa las caras y deja libres las aletas y solapas, dotada de líneas de doblez que coinciden con las de la lámina.
LAMINA COMPUESTA PARA LA FORMACION DE CUERPOS TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1983). Clasificación: B32B9/06.
Lámina compuesta para la formación de cuerpos tubulares, del tipo que está formada por una serie de capas flexibles superpuestas y adheridas entre si, caracterizada esencialmente por el hecho de que uno de los bordes extremos de la misma está dotado de un escalonado en su cara externa, formado por desplazamiento progresivo de los bordes correspondientes de las distintas capas, cuya lámina se halla cubierta por externa mediante una capa flexible perfectamente adherida a ella que se prolonga hasta cubrir aquel escalonado.
LAMINA PARA FORMACION DE CUERPOS TUBULARES CERRADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1979). Clasificación: B65D5.
Lámina para formación de cuerpos tubulares cerrados, caracterizada por el hecho de que próxima a uno de los bordes, por lo menos, que configurarán las bocas del cuerpo tubular, está dotada de una franja termoadhesiva, como mínimo, que ocupa la cara interior del cuerpo tubular.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1978). Clasificación: B31B.
Cuerpo tubular, caracterizado esencialmente por el hecho de que comprende una pluralidad de láminas superpuestas y adheridas formando un cuerpo único, cuyos bordes laterales se hallan superpuestos y adheridos, para determinar la configuración tubular.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}