22 patentes, modelos y diseños de KUKA SYSTEMS GMBH
Instalación de fabricación y procedimiento de fabricación.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(04/09/2019). Inventor/es: THORWARTH, PAUL. Clasificación: G05B19/418, B23P23/06, B23P21/00, B62D65/02.
Planta de fabricación para piezas de trabajo , especialmente para componentes de carrocería, presentando la instalación de fabricación una zona de fabricación con varios equipos de fabricación automáticos controlados por programa y una provisión de piezas de trabajo , presentando la instalación de fabricación una provisión de distintas herramientas de aplicación específica y un equipo de transporte , caracterizada porque el equipo de transporte une entre sí de forma flexible los equipos de fabricación y con las provisiones externas, presentando el equipo de transporte una red de vías de transporte y un gran número de medios de transporte que se pueden controlar individualmente y que circulan en carriles de transporte que se pueden programar libremente en la red de las vías de transporte , extendiéndose una vía de transporte en y, preferentemente, por un equipo de fabricación.
PDF original: ES-2758078_T3.pdf
Dispositivo de seguridad de mordazas de agarre con ranura y lengüeta para una colaboración hombre-robot.
Sección de la CIP Técnicas industriales diversas y transportes
(27/11/2018). Inventor/es: STOCKSCHLÄDER,JULIAN, BOZADA,ZAFER, MARIS,TUNCAY. Clasificación: B25J15/00, B25J15/02, B25J19/06.
Dispositivo de agarre , en particular como efector para un robot industrial, dispositivo de agarre que comprende: primeras y segundas mordazas de sujeción, que están orientadas de manera que pueden acercarse unas a otras para agarrar una pieza de trabajo, presentando la primera mordaza de sujeción un saliente de lengüeta en el lado que indica hacia la segunda mordaza de sujeción y la segunda mordaza de sujeción presenta en el lado que indica hacia la primera mordaza de sujeción una ranura correspondiente que aloja al menos parcialmente el saliente de lengüeta en el estado de las mordazas de sujeción aproximadas las unas hacia las otras, en donde en el estado separado de las mordazas de sujeción el espacio entre ambas mordazas de sujeción está ocupado al menos parcialmente por el saliente de lengüeta , para impedir una introducción involuntaria de objetos o de partes del cuerpo en el espacio ocupado.
PDF original: ES-2691374_T3.pdf
Equipo de montaje y célula de montaje.
Sección de la CIP Técnicas industriales diversas y transportes
(07/03/2018). Inventor/es: ZUNKE,RICHARD DR, MÄNNICH,CARSTEN, JAKOB,MARIUS, PRUES,SEBASTIAN. Clasificación: B25J15/00, B23P19/04, B23P19/00, B25J15/04, B25J15/02, B23P19/02.
Equipo de montaje para el montaje de cojinetes , en particular rodamientos, en una pieza de trabajo , caracterizado porque el equipo de montaje presenta un robot táctil con una herramienta de agarre controlable y un equipo auxiliar controlable y accionado que puede interaccionar con el robot táctil para unir el cojinete a la pieza de trabajo.
PDF original: ES-2669218_T3.pdf
Herramienta para asentar tapones.
Sección de la CIP Técnicas industriales diversas y transportes
(05/04/2017). Inventor/es: MAYR,STEFAN, KARA,YÜCEL, STOCKSCHLÄDER,JULIAN, ZUNKE,RICHARD DR. Clasificación: B25J15/00, B23P19/04, B25J9/16, B62D25/24.
Herramienta guiada por robot para asentar automáticamente unos tapones en unas piezas de trabajo , en particular en piezas de una carrocería, en donde la herramienta para asentar tapones presenta un armazón con una conexión para un robot industrial , un depósito de tapones y una unidad de asiento con un alojamiento de tapones y un equipo de giro para desplazar el alojamiento de tapones entre una posición de carga sobre el depósito de tapones y una posición de asiento , caracterizada porque el alojamiento de tapones presenta una o varias cabezas de alojamiento conectadas al equipo de giro en cada caso con un empujador de asiento y un porta-tapones para alojar un tapón individual , en donde el empujador de asiento está apoyado en su dirección axial fijado al armazón y el porta-tapones está montado de forma que puede desviarse axialmente con relación al empujador de asiento.
PDF original: ES-2672242_T3.pdf
Instalación de mecanizado.
(22/03/2017) Instalación de mecanizado con al menos una estación de mecanizado con una separación de protección periférica para la protección de personas, al menos un aprovisionamiento y un dispositivo de alimentación para componentes , es decir, piezas de carrocería de automóviles, caracterizada por que el dispositivo de alimentación presenta uno o varios vehículos de distribución móviles entre el aprovisionamiento y la estación de mecanizado con al menos un manipulador de varios ejes y con uno o varios alojamientos para los soportes de componentes , teniendo el vehículo de distribución y/o el manipulador un dispositivo para superar la separación de protección de la estación de mecanizado , formando el manipulador el dispositivo y estando realizado y dispuesto desde el punto…
Dispositivo de alimentación y procedimiento.
Sección de la CIP Técnicas industriales diversas y transportes
(21/12/2016). Inventor/es: BROCKHOFF,PER-OLAF, KARA,YUECEL. Clasificación: B23Q7/14, B65G1/08.
Dispositivo de alimentación para componentes , presentando el dispositivo de alimentación una pista de guía inclinada en dirección descendente, un soporte de componentes móvil, conectado de manera separable con la pista de guía y medios de deslizamiento y de guía que interactúan, en particular cuerpos de rodamiento y carriles, en la pista de guía y en el soporte de componentes , presentando el dispositivo de alimentación un punto de carga , en el cual un trabajador une un soporte de componentes con la pista de guía y eventualmente lo carga con uno o varios componentes , caracterizado por que el dispositivo de alimentación presenta en el punto de carga una instalación de traslado la cual puede ser manejada manualmente y que puede accionarse mediante fuerza manual en contra de un elemento de retorno , para el traslado posicionado de un soporte de componentes a la pista de guía.
PDF original: ES-2617570_T3.pdf
Dispositivo de transporte.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2016). Ver ilustración. Inventor/es: MAISCHBERGER, JOHANN. Clasificación: B65G35/06, B65G25/06, B62D65/18.
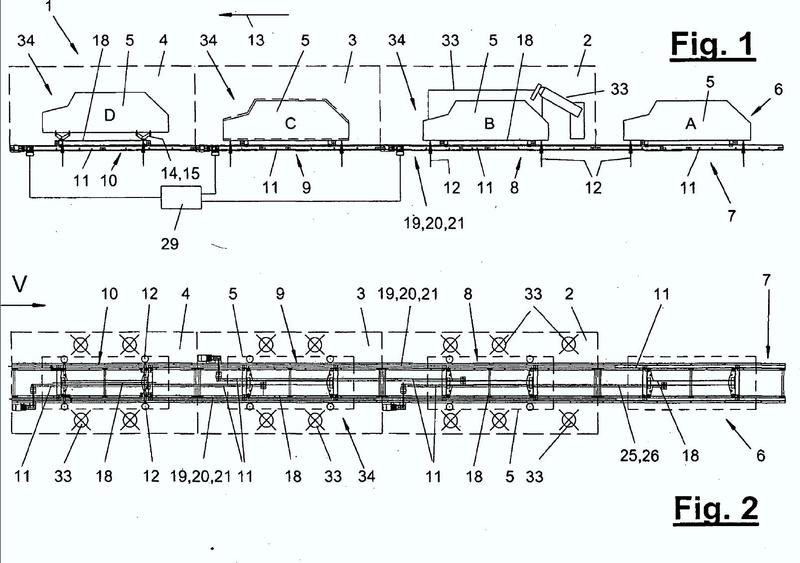
Dispositivo de transporte para el transporte paso a paso de piezas de trabajo con un movimiento de avance y de elevación, en el que el dispositivo de transporte presenta un transportador reversible para el avance de las piezas de trabajo y un dispositivo elevador independiente que ataca en las piezas de trabajo y está destinado a mover y soltar las piezas de trabajo separándolas del transportador , caracterizado por el dispositivo de transporte presenta varias unidades de transporte autónomas dispuestas una tras otra en la dirección de transporte , las cuales presentan un respectivo transportador reversible para el avance y al menos un dispositivo elevador separado.
PDF original: ES-2559843_T3.pdf
Dispositivo de transporte.
(17/12/2014) Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, en particular prensas, en que el dispositivo de transporte incluye un robot multiaxial con una herramienta asidora , en que el dispositivo de transporte incluye un dispositivo de transferencia controlable, guiado por el robot , con un dispositivo de avance y con un dispositivo de basculación para la herramienta asidora , en que el dispositivo de transferencia incluye un portaherramientas , que puede ser movido por traslación y rotación por el dispositivo de avance y el dispositivo de basculación con relación a la…
Estación de procesamiento, en particular estación de ensamblaje.
(05/11/2014) Estación de procesamiento, en particular estación de ensamblaje, para piezas de trabajo de carrocerías de vehículo, en que la estación de procesamiento incluye un bastidor con al menos una zona de trabajo , varios marcos de sujeción , al menos un depósito de marcos , un dispositivo de cambio de marcos y un dispositivo de procesamiento para las piezas de trabajo , en que el dispositivo de cambio de marcos incluye uno varios manipuladores multiaxiales , en que los marcos de sujeción poseen un dispositivo de acoplamiento para la unión separable al manipulador y en que está previsto un dispositivo de posicionamiento para el posicionamiento y fijación de los marcos de sujeción en el bastidor , en que el manipulador tiene un eje de movimiento adicional, en particular un eje de desplazamiento para su transporte entre la zona de trabajo…
Dispositivo de alimentación.
(05/11/2014) Dispositivo de alimentación para componentes ,
en que el dispositivo de alimentación tiene varios elementos receptores de componentes individualmente móviles para respectivamente uno o varios componentes y dos o más vías de guía para la alimentación y el retorno de los elementos receptores de componentes , en que las vías de guía tienen por uno o ambos extremos un segmento de vía móvil , caracterizado porque el último segmento de vía de la vía de alimentación está dispuesto de forma móvil en una zona de descarga y es levantado y bajado, con el elemento receptor de componentes dispuesto encima, mediante un dispositivo de levantamiento en el bastidor .
Dispositivo y procedimiento de soldadura por presión.
(27/08/2014) Dispositivo de soldadura por presión con un dispositivo de plastificación y con un dispositivo de recalcado así como con dispositivos de sujeción para los componentes a soldar con una orientación espacial en ángulo uno respecto a otro, en que el ángulo sólido es ajustable a través de sus componentes angulares referidas a los ejes y a través de varios ángulos de aplicación α, β, γ correspondientes y en que el dispositivo de soldadura por presión incluye un sistema de ajuste angular para la orientación espacial en ángulo uno respecto a otro de los componentes a soldar según varios ángulos de aplicación α, ß, γ
Dispositivo de plegamiento y procedimiento de plegamiento.
(23/04/2014) Dispositivo de plegamiento con un lecho de plegamiento para una pieza de trabajo y varios robots de plegamiento con herramientas de plegamiento , en el que el dispositivo de plegamiento está configurado para el plegamiento bilateral de pliegues interiores y exteriores en la pieza de trabajo , en el que en lados diferentes, en particular en el lado delantero y en el lado trasero , del lecho de plegamiento están dispuestos robots de plegamiento y el lecho de plegamiento está configurado y dispuesto para un acceso bilateral desde el lado delantero y el lado trasero para el pliegue interior y exterior en la pieza de trabajo , caracterizado por…
Instalación de plegado y procedimiento de plegado.
(14/11/2013) Instalación de plegado con al menos un manipulador de varios ejes, que mueve la herramienta de plegado con relación a una pieza de trabajo , en la que en una o varias zonas de esquina de la pieza de trabajo está dispuesto un dispositivo de plegado de esquinas con un accionamiento propio , caracterizada por queel manipulador y el dispositivo de plegado de esquinas están acoplados de acuerdo con la técnica decontrol.
Dispositivo de alimentación.
(08/11/2013) Dispositivo de alimentación para componentes , en el que el dispositivo de alimentación presenta variosreceptores de componentes móviles individualmente, respectivamente, para uno o varios componentes y doso más trayectorias de guías para la alimentación y el retorno de los receptores de componentes , que seextiende entre un puesto de carga y un puesto de descarga , caracterizado porque al menos una trayectoriade guía presenta una guía de unión positiva y a prueba de basculamiento en varios lados para losreceptores de componentes .
(30/10/2013) Dispositivo de plegado con al menos un útil de plegado que presenta un soporte de base y una cabeza deútil , en donde el útil de plegado presenta al menos un rodillo de plegado y al menos uno o máscontrarrodillos libremente giratorios , en donde el rodillo o rodillos de plegado y el contrarrodillo ocontrarrodillos están asociados uno a otro y cooperan durante el proceso de plegado y se encuentrandispuestos en la cabeza del útil, y en donde el útil de plegado presenta una conexión configurada comouna placa de brida para su unión a la brida de toma de fuerza de una mano de robot , caracterizado por que el almenos un rodillo de plegado…
Procedimiento de fabricación e instalación de fabricación para componentes de carrocería.
(20/03/2013) Instalación de fabricación para componentes de carrocerías, que está constituida por una estación de carga móvil con al menos una herramienta para el alojamiento de los componentes y al menos unaestación de mecanización (22, 22') con una o varias instalaciones de mecanización para la mecanización de loscomponentes , en la que la estación de carga móvil está configurada como almacén de herramientas ypresenta varios lugares de alojamiento con diferentes herramientas para diferentes tipos decomponentes (A-I), caracterizada porque una o varias estaciones de mecanización (22, 22') están integradas en laestación de carga o están dispuestas directamente en la estación de carga , en la que al menos unaestación de mecanización (22, 22') o un lugar de mecanización está dispuesto sobre la estación…
Dispositivo de plegado y procedimiento de plegado.
(16/05/2012) Dispositivo de plegado para piezas de trabajo , especialmente partes de carrocería, en donde el dispositivo deplegado presenta al menos un manipulador móvil según varios ejes con al menos una herramienta deplegado portada y una sufridera móvil y aproximable a la zona de la pieza de trabajo que se debeplegar, caracterizado porque la sufridera está apoyada fuera de la pieza de trabajo para soportar lasfuerzas de plegado aplicadas con la herramienta de plegado .
Instalación de procesamiento y procedimiento de procesamiento para la separación de residuos marginales.
(25/04/2012) Instalación de procesamiento para la separación de partes de piezas de trabajo , en particular residuosmarginales de placas, en la que la instalación de procesamiento presenta un aparato de separación con almenos un peine de separación con varios elementos de separación dispuestos adyacentes entre sí en unplano del peine y una instalación de manipulación para la generación de un movimiento relativo (R, R') entreel aparato de separación y la pieza de trabajo , en la que el movimiento relativo (R, R') está dirigidotransversalmente al plano del peine y en su extensión longitudinal , en la que los elementos de separación están dispuestos esencialmente paralelos y a distancias (a) iguales, caracterizada…
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA ELÉCTRICA POR PUNTOS.
(24/02/2011) Procedimiento de soldadura eléctrica por puntos de piezas de trabajo por medio de pinzas de soldadura con electrodos , en donde se aplican varios puntos de soldadura a lo largo de un trayecto , y la pieza de trabajo y la pinza de soldadura son movidas una con relación a otra por uno o varios robots multieje , especialmente robots de brazo articulado, en un movimiento de desplazamiento entre los puntos de soldadura , y en donde la pieza de trabajo y al pinza de soldadura se mueven una con relación a otra al aplicar los puntos de soldadura a lo largo del trayecto , caracterizado porque, estando cerrada la pinza de soldadura , la pieza de trabajo y dicha pinza de soldadura son hechas girar una con relación a otra alrededor del punto de soldadura
PROCEDIMIENTO DE SOLDADURA POR LASER Y DISPOSICION DE SOLDADURA POR LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2009). Ver ilustración. Inventor/es: RIPPL,PETER. Clasificación: B23K26/067.
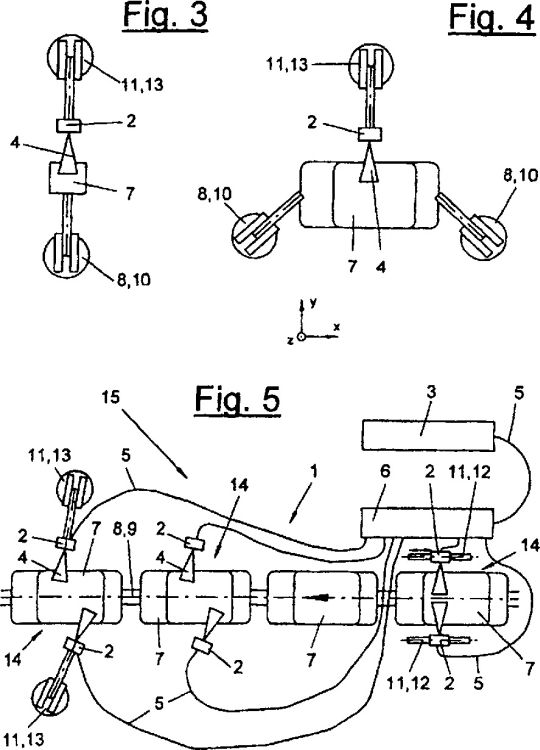
Disposición de soldadura por láser para la soldadura de uno o varios componentes , que está constituida por una o varias cabezas de soldadura por láser configuradas como láser remoto, que se pueden disponer a distancia del componente , en la que la disposición de soldadura por láser presenta una o varias instalaciones de movimiento para los componentes para un movimiento relativo durante la soldadura frente a la cabeza de soldadura por láser , caracterizada porque la instalación de movimiento está configurada multiaxiales y el componente puede ser conducido y móvil a lo largo de una trayectoria de movimiento predeterminada, programada y multiaxial.
DISPOSITIVO DE CAMBIO PARA MARCOS DE SUJECION.
Sección de la CIP Técnicas industriales diversas y transportes
(12/08/2009). Ver ilustración. Inventor/es: STURM, THOMAS, KIKUT, BOTHO, KRAUS, GERHARD, MAISCHBERGER, JOHANN. Clasificación: B23K37/047, B62D65/02.
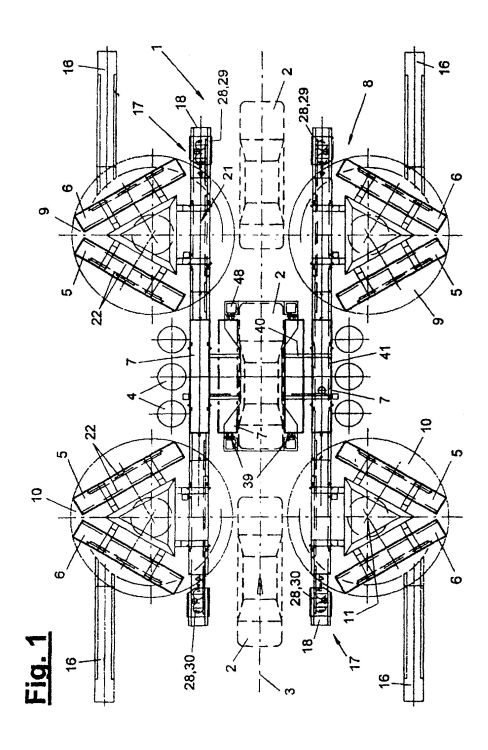
Dispositivo de cambio para marcos de sujeción en una estación de mecanización para piezas de trabajo , especialmente carrocerías de vehículo, cuyo dispositivo está constituido por uno o varios depósitos de marcos, giratorios alrededor de un eje de giro y distanciados de un puesto de trabajo , y por un dispositivo de transporte con una guía y un equipo de arrastre controlable para los marcos de sujeción , caracterizado porque el dispositivo de transporte presenta una guía del lado del suelo para un transporte vertical de los marcos de sujeción con un seguro antivuelco lateral o del lado del suelo y con un equipo de arrastre para los marcos de sujeción dispuesto en la zona del suelo.
PROCEDIMIENTO Y DISPOSITIVO PARA MECANIZAR CON LASER PIEZAS DE TRABAJO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2007). Ver ilustración. Inventor/es: RIPPL,PETER. Clasificación: B23K26/067, B23K26/08, B23K26/10.
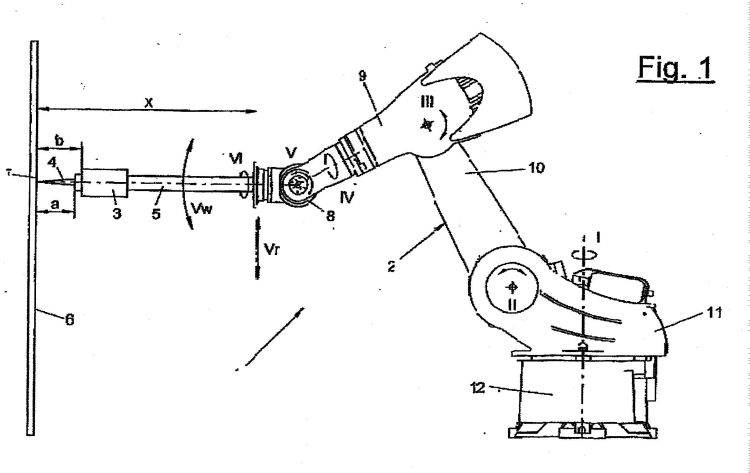
Procedimiento para mecanizar piezas de trabajo con un rayo láser movido , en el que se sujeta la herramienta de láser en una mano de un manipulador mecánico multieje a cierta distancia sobre la pieza de trabajo y se mueve dicha herramienta en un movimiento de decalaje a lo largo de una trayectoria prefijada, caracterizado porque durante el proceso de mecanización se superpone al movimiento de decalaje un movimiento de compensación del rayo láser dirigido al menos parcialmente en sentido contrario.
{kind=link}
{kind=link}
{kind=link}
{kind=link}