31 patentes, modelos y diseños de KOBE STEEL, LTD.
UN METODO PARA CONTROLAR UN SISTEMA DE PULVERIZAR Y SECAR UN MATERIAL INFLAMABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(07/02/1984). Clasificación: B02C21/00.
METODO PARA CONTROLAR UN SISTEMA DE PULVERIZAR Y SECAR UN MATERIAL INFLAMABLE. COMPRENDE LAS SIGUIENTES FASES: A) SUMINISTRAR EL MATERIAL INFLAMABLE TAL COMO CARBON A UN PULVERIZADOR MOVIDO POR UN MOTOR PULVERIZADOR; B) MEZCLAR UN GAS SECO PRINCIPAL Y UN GAS DE TERMOREGULACION PARA FORMAR UN GAS SECO ; C) USAR UN VENTILADOR IMPELENTE PARA ALIMENTAR DICHO GAS SECO AL PULVERIZADOR DE MANERA QUE SE SEQUE EL MATERIAL; D) USAR UN VENTILADOR DE ASPIRACION PARA DESCARGAR A UN SEPARADOR UNA MEZCLA DEL GAS SECO Y MATERIAL PULVERIZADO; Y E) LLEVAR A CABO UNA PRIMERA FASE DE CONTROL CONSISTENTE EN MEDIR LA PRESION DEL GAS SECO EN UNA ENTRADA Y SALIDA DEL PULVERIZADOR Y CONTROLAR EL REGULADOR DE ASPIRACION DEL VENTILADOR DE FORMA QUE LA PRESION MEDIA DEL PULVERIZADOR SE MANTENGA A 1 ATMOSFERA.
UN METODO PARA PRODUCIR PIEZAS DE ACERO FUNDIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1982). Clasificación: B22D11/10.
METODO PARA LA PRODUCCION DE PIEZAS DE ACERO FUNDIDO, POR UN PROCESO DE FUNDICION CONTINUA, CON MENOS SEGREGACIONES CENTRALES. EL ACERO FUNDIDO SE ALIMENTA A UN MOLDE DE FUNDICION MEDIANTE UNA TOBERA SUMERGIDA, EXTRAYENDOSE CONTINUAMENTE POR DEBAJO DEL MOLDE DE FUNDICION, Y AGITANDOSE ELECTROMAGNETICAMENTE EN TRES POSICIONES: EN EL MOLDE DE FUNDICION, EN LA ZONA DE SOLIDIFICACION INTERMEDIA Y EN LA ZONA DE SOLIDIFICACION FINAL DEL TORON DE FUNDICION CONTINUA. EN EL MOLDE DE FUNDICION SE APLICA UN CAMPO MAGNETICO INDUCIDO POR UNA CORRIENTE ALTERNA DE FRECUENCIA COMPRENDIDA ENTRE 1,5 Y 10 HZ. LA ZONA DE SOLIDIFICACION INTERMEDIA EMPLEA UN CAMPO MAGNETICO INDUCIDO POR UNA CORRIENTE ALTERNA DE UNA FRECUENCIA COMPRENDIDA ENTRE 1,5 Y 10 HZ O BIEN ENTRE 50 Y 60 HZ. PARA LA AGITACION ELECTROMAGNETICA EN LA ZONA DE SOLIDIFICACION FINAL SE APLICA UN CAMPO MAGNETICO INDUCIDO POR UNA CORRIENTE ALTERNA DE UNA FRECUENCIA COMPRENDIDA ENTRE 1,5 Y 10 HZ.
UN PROCEDIMIENTO PARA SOLDAR UN TUBO RESISTENTE AL CALOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1980). Clasificación: B23K31/06.
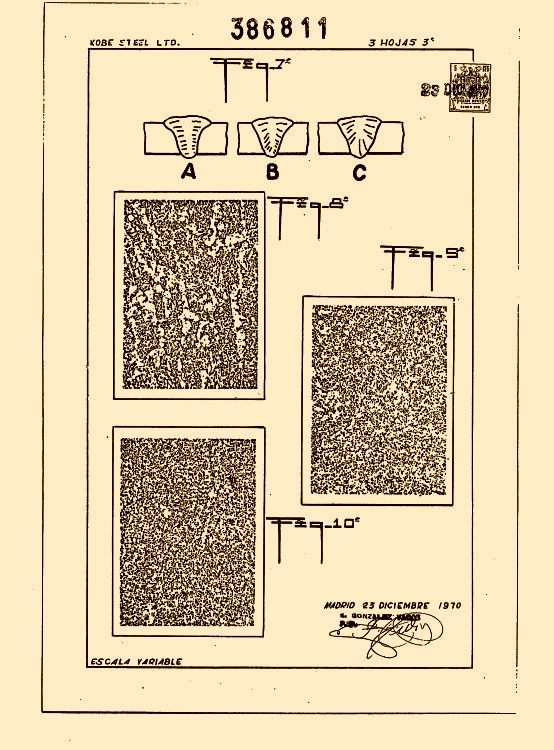
PROCEDIMIENTO DE SOLDADURA. CONSISTE EN EFECTUAR DICHA SOLDADURA AL ARCO EN ATMOSFERA INERTE EMPLEANDO ELECTRODOS DE VOLFRAMIO Y EMPLEANDO UN ALAMBRE CALIENTE; EL TUBO RESISTENTE AL CALOR SE SUELDA EN UNA JUNTA A TOPE DENTRO DE UNA RANURA EN FORMA DE O . LA VELOCIDAD DE SOLDADURA CON RESPECTO AL ANCHO DE LA RANURA INFERIOR ES 42 SEGUNDOS. EL ESPESOR DE LAS CAPAS RESPECTIVAS ES COMPARATIVAMENTE MAYOR AL SOLDAR A TOPE UN TUBO EN LA MODALIDAD DE CAPAS MULTIPLES. SOLDADURA AUTOMATICA.
UN METODO DE TRATAMIENTO SUPERFICIAL DE UN METAL.
Sección de la CIP Química y metalurgia
(16/08/1978). Clasificación: C23C.
Resumen no disponible.
PROCEDIMIENTO Y SU CORRESPONDIENTE APARATO DE SOLDADURA POR ARCO.
(01/04/1978) Procedimiento y su correspondiente aparato de soldadura por arco en el que se hace oscilar un electrodo de soldadura y se genera un arco entre dicho electrodo y las placas que han de ser soldadas, caracterizado dicho procedimiento porque incluye las operaciones que consisten en: a) preparar una ranura de soldadura que tiene una abertura inferior a 20 mm entre placas de aluminio o de aleación de aluminio gruesas dispuestas verticalmente y que forman una línea de soldadura horizontal. b) Apantallar la zona de soldadura con un gas inerte que incluye más de 50% de He. c) Hacer oscilar un electrodo de soldadura desgastable en el perfil de oscilación con movimiento de vaivén en la dirección del espesor de la placa con una amplitud inferior de 15…
UN PROCEDIMIENTO PARA PREPARAR COQUE FORMADO Y FRACTURADO.
Sección de la CIP Química y metalurgia
(01/04/1978). Clasificación: C10B.
Un procedimiento para preparar coque formado y fracturado cuya forma consiste en una combinación de superficies formadas con superficies fracturadas, caracterizado dicho procedimiento porque incluye las operaciones que consisten en: Añadir un aglomerante a un carbón de tipo corriente; Formar este carbón bajo presión; Coquizar dicho carbón así preparado para obtener coque formado. Fracturar dicho coque formado; y Cribar dicho coque formado así fracturado para controlar el tamaño de los granos.
UN METODO Y SU CORRESPONDIENTE APARATO PARA EL AJUSTE DE UN CONDUCTO DE PASO EN UN SOPORTE DE RODILLOS DE GUIA PARA PIEZAS FUNDIDAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1978). Clasificación: B22D.
Un método y su correspondiente aparato para el ajuste de un conducto de paso en un soporte de rodillos de guía para piezas fundidas del tipo en el cual un par de unidades de rodillos superior e inferior van montadas en disposición deslizable sobre un bastidor y la unidad de rodillos superior se halla en contacto con un mecanismo de presión, caracterizándose dicho método por el hecho de que comprende las fases de poner en contacto la unidad de rodillos inferior con la unidad de rodillos superior mencionadas por medio de un elemento de enlace; accionar dicho mecanismo de presión para de este modo alzar dicha unidad de rodillos inferior; e introducir una pieza de separación que posee una dimensión necesaria en un espaciamiento formado entre dicha unidad de rodillos inferior y dicho bastidor.
UN PROCEDIMIENTO PARA LA PRODUCCION DE UN GRANULO DE MINERAL DE HIERRO.
(16/01/1978) Un procedimiento para la producción de un gránulo de mineral de hierro de forma específica, utilizable como materia prima de hierro en la producción de hierro de primera fusión, que comprende las etapas de: a) someter un material de mineral de hierro pulverizado a granulación por medio de una máquina granuladora para producir gránulos de tamaño de partículas comprendido entre 10 y 50 mm; b) caldear o envejecer los gránulos producidos en la etapa anterior a una temperatura de entre 1150 y 1400 ºC, c) triturar los gránulos procedentes de la etapa anterior previamente enfriados, empleando una trituradora y ajustar el tamaño de las partículas para producir gránulos cuyo tamaño está comprendido entre 5 y…
UN PROCEDIMIENTO DE SOLDADURA AL MARCO SUMERGIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1977). Clasificación: B23K.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN UN PROCEDIMIENTO DE TRATAMIENTO TERMICO PARA BARRAS METALICAS.
Sección de la CIP Química y metalurgia
(01/10/1977). Clasificación: C21D1/02.
Resumen no disponible.
MAQUINA DE SOLDADURA POR ARCO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1977). Clasificación: B23K9/08.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN UN PROCEDIMIENTO DE SOLDEO UNILATERAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1977). Clasificación: B23K35/362.
Resumen no disponible.
PROCEDIMIENTO DE SOLDADURA UNILATERAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1977). Clasificación: B23K25/00.
Resumen no disponible.
METODO Y SU CORRESPONDIENTE APARATO DE SOLDADURA AUTOMATICA POR ARCO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1976). Clasificación: B23K9/12.
Resumen no disponible.
UN PROCEDIMIENTO DE SOLDADURA POR ARCO ELECTROGASEOSO DE ACEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1976). Clasificación: B23K35/24.
Resumen no disponible.
UN DISPOSITIVO DESTINADO A SER UTILIZADO PARA DEMOLER MEDIANTE UN MOVIMIENTO DE VAIVEN LA MASA DE TODO CONSOLIDADA Y ENDURECIDA QUE PERMANECE BAJO LA FORMA DE UNA CAPA A LO LARGO DE LAS PAREDES DE LA BODEGA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1976). Clasificación: B63B57/00.
Resumen no disponible.
UN PROCEDIMIENTO PARA LA SOLDADURA DEL ACERO CON ARCO SUMERGIDO EN ATMOSFERA INERTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1976). Clasificación: B23K35/362.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN ELECTRODOS COMPUESTOS PARA SOLDADURA ELECTRICA EN ESCORIA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1976). Clasificación: B23K35/30.
Resumen no disponible.
PROCEDIMIENTO DE SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1975). Clasificación: B23K9/30.
Resumen no disponible.
METODO PARA FORMAR DISCOS DE VIDRIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1975). Clasificación: B21C23/32.
Resumen no disponible.
METODO PARA SOLDAR ACEROS DE ARCO SUMERGIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1974). Ver ilustración. Clasificación: B23K35/30, B23K35/36, B23K35/362.
Resumen no disponible.
METODO DE SOLDADURA POR ARCO EN POSICION VERTICAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1973). Ver ilustración. Clasificación: B23K9/02, B23K9/09, B23K9/00.
Resumen no disponible.
METODO Y APARATO PARA SOLDAR AUTOMATICAMENTE POR ARCO EN POSICION VERTICAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1973). Ver ilustración. Clasificación: B23K9/02, B23K9/09, B23K9/00, B23K9/12.
Resumen no disponible.
UNA ESTRUCTURA DE BANDA DE APOYO UTILIZADA PARA SOLDADURA DE LADO UNICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1971). Ver ilustración. Clasificación: B23K33/00.
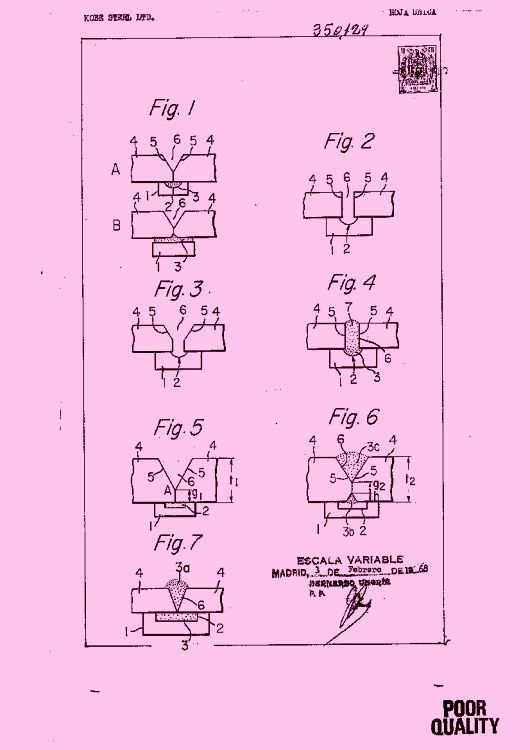
Una estructura de banda de apoyo utilizada para soldadura de lado único, caracterizada porque consiste en un cuerpo cilíndrico fabricado de película de plástico sintético contráctil al calor y el fundente introducido en el interior de dicho cuerpo cilíndrico, el primero de los cuales se halla adaptado para contraerse por el calor aplicado a fin de encerrar el fundente interior.
UN METODO PARA PREPARAR UN AGENTE PARTICULAR DE REFUERZO EN POLVO UTILIZADO PARA UNA SOLDADURA DE REFUERZO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1970). Ver ilustración. Clasificación: B23K9/04.
Resumen no disponible.
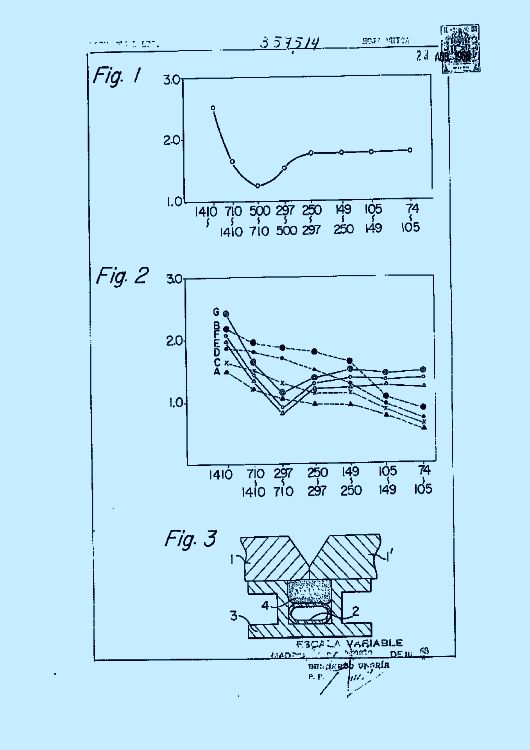
METODO PERFECCIONADO PARA SOLDAR A TOPE PLACAS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1969). Ver ilustración. Clasificación: B23K35/362.
Resumen no disponible.
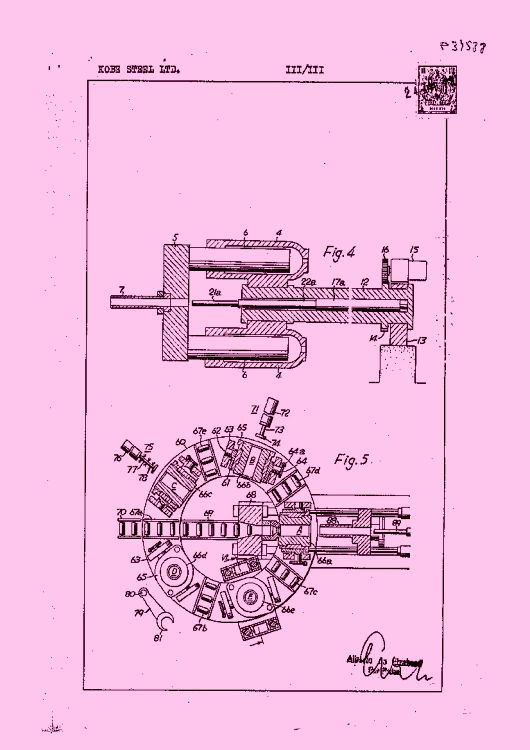
UNA PRENSA DE EXTRUSION DE METALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1969). Ver ilustración. Clasificación: B21C23/21.
Resumen no disponible.
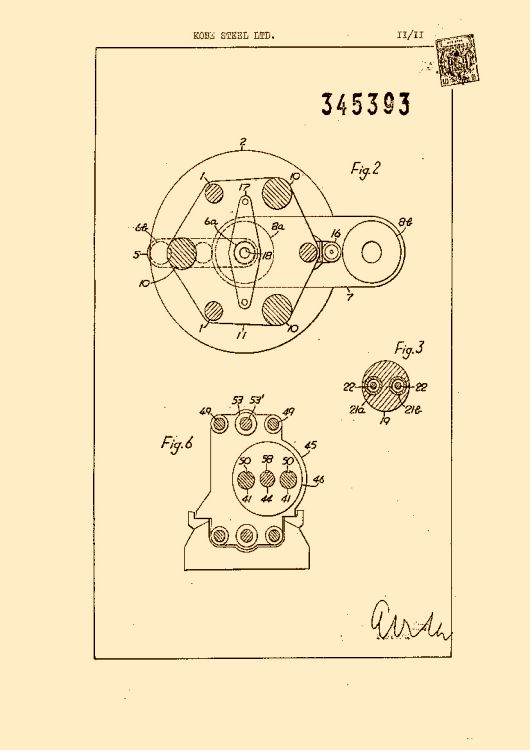
UNA DISPOSICION DE MULTIPLES MANDRILES PARA UNA PRENSA DE EXTRUSION DE TUBOS METALICOS.
Secciones de la CIP Técnicas industriales diversas y transportes Electricidad
(16/11/1968). Ver ilustración. Clasificación: B21C23/21, H03K17/97.
Resumen no disponible.
UNA DISPOSICION DE MEDIOS COMBINADOS DE RECEPCION DE RESIDUOS DE EXTRUSION Y DE GUIA DE TOCHOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1967). Ver ilustración. Clasificación: B22D.
Resumen no disponible.
UNA PRENSA DE EXTRUSION DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1967). Ver ilustración. Clasificación: B21C23/21.
Resumen no disponible.
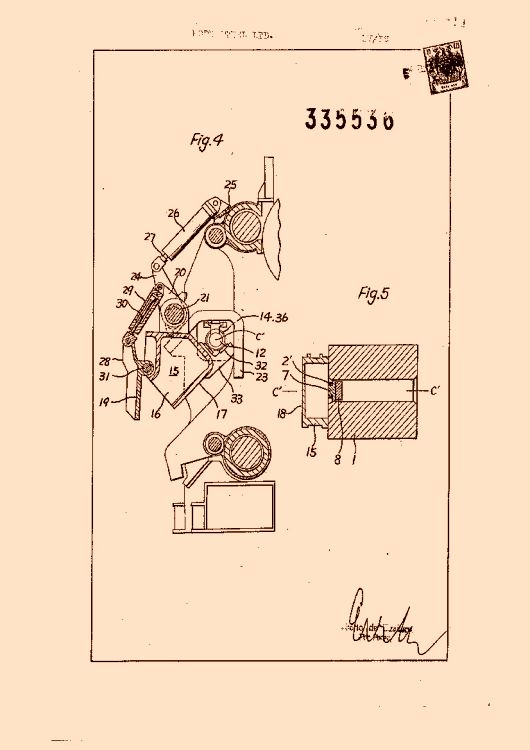
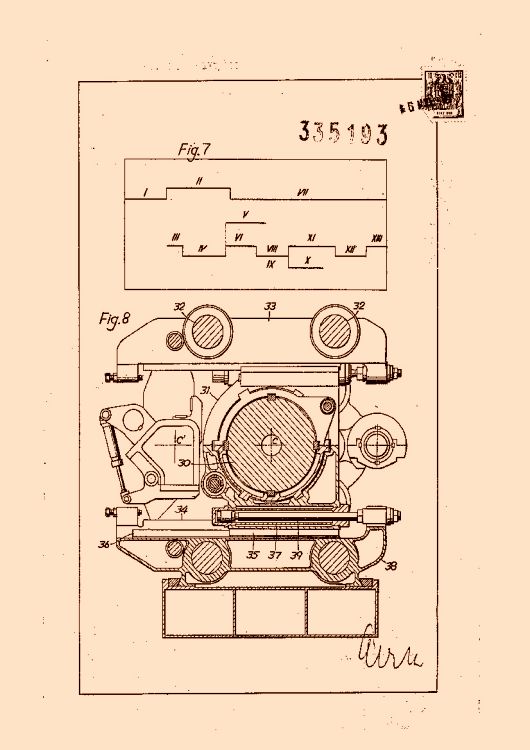
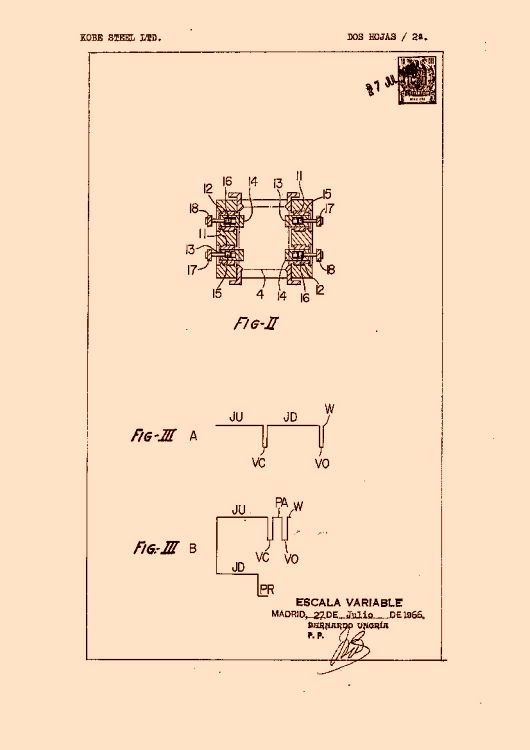
UN METODO Y SU CORRESPONDIENTE DISPOSITIVO PARA OPERAR LA MAZA DE UNA MAQUINA DE ELABORACION POR IMPACTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1967). Ver ilustración. Clasificación: B21J.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}