31 patentes, modelos y diseños de KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG.
PROCEDIMIENTO PARA LA CONSTRUCCION DE LINGOTERAS ABIERTAS DESTINADAS A MAQUINAS DE COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1987). Clasificación: B22D11/04.
PROCEDIMIENTO PARA LA CONSTRUCCION DE LINGOTERAS ABIERTAS DESTINADAS A MAQUINAS DE COLADA CONTINUA. CONSISTE EN FABRICAR PIEZAS TUBULARES DE ALEACIONES DE COBRE TEMPLABLES CUYA SECCION DE FORMA RECTANGULAR, POLIGONAL O REDONDA, SE OBTIENE POR EXTRUSION, ESTIRADO O FORJA, PREVIO RECOCIDO EN DISOLUCION Y SUBSIGUIENTE ENFRIAMIENTO SUBITO, Y EN SOMETER A DICHAS PIEZAS, ANTES DEL CORRESPONDIENTE TRATAMIENTO TERMICO DE ENVEJECIMIENTO, A UNA CONFORMACION EN FRIO, CON EL SIMULTANEO CALIBRADO DE LAS PAREDES QUE COMPONEN EL PERFIL TRANSVERSAL DE LA LINGOTERA. DICHA CONFORMACION EN FRIO Y EL CALIBRADO SE REALIZAN HACIENDO PASAR CONJUNTAMENTE EL MANDRIL Y LA PIEZA A TRAVES DE UNA MATRIZ.
PROCEDIMIENTO PARA LA TRANSFORMACION DE LAS COQUILLAS DE COLADA CONTINUA EN FORMAS DE SECCION PERFILADA MEDIANTE UN MANDRIL CALIBRADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1986). Clasificación: B22D11/04.
PROCEDIMIENTO PARA LA TRANSFORMACION DE LAS COQUILLAS DE COLADA CONTINUA EN FORMA DE SECCION PERFILADA MEDIANTE UN MANDRIL CALIBRADOR. COMPRENDE: A) CORTAR UN TUBO RECTO EMBUTIDO DE COBRE PULIDO , TOMADO DE UN TUBO EXTRUSIONADO REDONDO, DE DUREZA BRINELL HB 50-60, CON LA LONGITUD DESEADA; B) PREFORMAR CON EL TUBO MEDIANTE EMBUTICION O CILINDRADO, LA PREFORMA DE COQUILLA TUBULAR ; C) EMPUJAR EL MANDRIL , DUROCROMADO, DE SECCION EN DOBLE T, CONTRA LA PREFORMA , MEDIANTE LA PASADA CONJUNTA DE LA PREFORMA Y EL MANDRIL POR UN ARO DE PRESION, O POR FORJADO, O POR CILINDRADO, EN LOS CUALES, LA PREFORMA Y EL MANDRIL PASAN JUNTOS POR OTRAS FASES DE MECANIZACION PARA OBTENER LA COQUILLA DESEADA.-.
PROCEDIMIENTO PARA LA FABRICACION DE TUBERIAS CALORIFUGANTES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1984). Clasificación: F16L59/14.
PROCEDIMIENTO PARA LA FABRICACION DE TUBERIAS CALORIFUGANTES.COMPRENDE UN TUBO DE COBRE SOBRE EL QUE SE APLICA UN DISTANCIADOR HELICOIDAL CONTINUO. ESTE TUBO AVANZA Y SE ENVUELVE POR UNA CINTA DE MATERIAL SINTETICO COMO CLORURO DE POLIVINILO QUE ES MOLDEADA EN FORMA DE TUBO Y UNIDA POR SUS BORDES. SOBRE LA CINTA Y ANTES DE UNIR SUS BORDES SE DEPOSITA POR UN PULVERIZADOR UN COMPUESTO DE MATERIAL SINTETICO ANTIESPUMANTE A BASE DE POLIURETANO. LA ESPUMACION LO EXPANSIONA Y LE HACE OCUPAR EL ESPACIO ANULAR REMANENTE ENTRE EL TUBO METALICO Y LA CINTA DE MATERIAL SINTETICO . ESTA CINTA DE MATERIAL SINTETICO TIENE UN GROSOR COMPRENDIDO ENTRE 0,08 Y 0,40 MM. LA UNION DE LOS BORDES DE LA CINTA SE EFECTUA CIN UN DISOLVENTE O UN ADHESIVO A BASE DE CICLOHEXANONA Y/O TETRAHIDROFURANO. EL TUBO CALORIFUGADO SE HACE PASAR A TRAVES DE UN ELEMENTO CALIBRADOR, FORMADO POR UN TUBO, POR DISCOS PERFORADOS O POR UN ELEMENTO HELICOIDAL.
PROCEDIMIENTO PARA LA CONSTRUCCION DE UNA COQUILLA TUBULAR, CON SECCION RECTANGULAR O CUADRADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1984). Clasificación: B22D11/04.
PROCEDIMIENTO PARA LA CONSTRUCCION DE UNA COQUILLA TUBULAR, CON SECCION RECTANGULAR O CUADRADA.CONSISTE EN EFECTUAR SOBRE UN TUBO CILINDRICO, OBTENIDO POR EXTRUSION, POR LAMINACION, O POR ESTIRADO, APLICARLE UN RECUBRIMIENTO CON UNA CAPA DE NIQUEL MEDIANTE ELECTROLISIS, SOMETERLO POSTERIORMENTE A UN RECOCIDO PARA CONSEGUIR UNA CAPA DE DIFUSION ENTRE EL REVESTIMIENTO Y EL CUERPO. FINALMENTE SE EFECTUA LA CONFORMACION PARA CONVERTIRLO EN UN TUBO DE SECCION RECTANGULAR O CUADRADA.
"PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE CONDUCCION CALORIFUGO".
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1983). Clasificación: B29D23/00.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE CONDUCCION CALORIFUGO. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE COLOCA SOBRE UN TUBO CONTINUO, PREFERENTEMENTE DE COBRE, UN SOPORTE DISTANCIADOR DE TRAYECTORIA ESPIRAL; SEGUNDA, DICHO TUBO SE RODEA LONGITUDINALMENTE POR UNA CINTA QUE DESCANSA SOBRE LAS ESPIRAS DEL SOPORTE DISTANCIADOR; TERCERA, EN EL ESPACIO ANULAR QUE QUEDA ENTRE EL TUBO INTERIOR Y EL NUEVO TUBO CONSTITUIDO POR LA CINTA, SE INTRODUCE UNA MEZCLA DE MATERIAL SINTETICO ESPUMANTE, PREFERENTEMENTE UN MATERIAL DE POLIURETANO, CON LO QUE DICHO ESPACIO ANULAR QUEDA COMPLETAMENTE LLENO DE MATERIAL ESPONJOSO; Y POR ULTIMO, UNA VEZ ENDURECIDO EL MATERIAL ESPONJOSO SE RETIRA LA CINTA DE PAPEL Y SE EXTRUYE SOBRE LA CAPA DE MATERIAL ESPONJOSO UNA DELGADA ENVOLTURA EXTERIOR DE MATERIAL TERMOPLASTICO.
"PROCEDIMIENTO PARA LA FABRICACION DE COQUILLAS TUBULARES PARA COLADA CONTINUA, EN ALEACIONES DE COBRE".
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1983). Clasificación: B22D11/04.
PROCEDIMIENTO PARA LA FABRICACION DE COQUILLAS TUBULARES PARA COLADA CONTINUA EN ALEACIONES DE COBRE. LAS PAREDES DE LA COQUILLA QUE FORMAN LA CAMARA DE MOLDEO SON CONFORMADAS POR MEDIO DE UNA MATERIA EXPLOSIVA A LAS DIMENSIONES GEOMETRICAS DE UNA MATRIZ. PARA ELLO EN PRIMER LUGAR, SE SOMETE UN TUBO DE ALEACION DE COBRE TEMPLABLE POR PRECIPITACION A UN RECOGIDO DE DISOLUCION O DIFUSION A UNA GAMA DE TEMPERATURAS TIPICA PARA LA ALEACION DE QUE SE TRATE; O BIEN LA FORMACION DEL TUBO SE LLEVA A EFECTO A LA TEMPERATURA DE RECOCIDO DE DISOLUCION O DIFUSION. EL TUBO ASI RECOCIDO ES SOMETIDO A UN ENVEJECIMIENTO A 400 HASTA 500 C DURANTE UN PERIODO MINIMO DE 15 MINUTOS Y FINALMENTE SE REALIZA LA CONFORMACION POR EXPLOSION.
PROCEDIMIENTO PARA EL REAISLAMIENTO DE PUNTOS DE EMPALME Y DERIVACIONES DE TUBOS CALORIFUGOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1981). Clasificación: B29C27/22.
PROCEDIMIENTO PARA EL REAISLAMIENTO DE PUNTOS DE EMPALME Y DERIVACIONES DE TUBOS CALORIFUGOS. SE FUNDAMENTA EN LA UTILIZACION DE UN ELEMENTO DE CONTRACCION DE PLASTICO, QUE CUBRE EL PUNTO DE REAISLAR, Y ES COLOCADO SOBRE LOS EXTREMOS DE LA CAMISA DE AISLAMIENTO DE LOS TUBOS. EL ELEMENTO DE CONTRACCION SE FABRICA A PARTIR DE UN MATERIAL SINTETICO TERMOPLASTICO, AL QUE SE LE DA LA FORMA DESEADA POR EXTURSION O FUNDICION INYECTADA, SE LE HUMECTA, Y SE ENSANCHA TERMICAMENTE, CONGELANDOSE POSTERIORMENTE. MEDIANTE LA APLICACION DE CALOR SE CONSIGUE LA CONTRACCION EN EL MOMENTO DE SU APLICACION. LA UNION DE LOS TUBOS CON UN AISLAMIENTO.
INSTALACION PARA LA FABRICACION DE CABLES ELECTRICOS.
Sección de la CIP Electricidad
(16/12/1981). Clasificación: H01B13/02.
INSTALACION PARA LA FABRICACION DE CABLES ELECTRICOS. CONSTA DE VARIAS UNIDADES DE CABLEADO DISPUESTAS PARALELAMENTE, Y CADA UNA DE LAS CUALES ESTA FORMADA POR UN DISCO DE GUIA FIJO , UN TUBO , UN DISCO DE ORIFICIOS GIRATORIO MEDIANTE LA ACCION DE UN MOTOR REVERSIBLE Y UNA BOQUILLA DE CABLEADO . EL CONJUNTO DE CABLES OBTENIDO DE CADA UNIDAD DE CABLEADO ES RECOGIDO EN OTRA UNIDSAD DE CABLEADO SIMILAR, EN SERIE, PARA FORMAR UN CABLE MULTIPLE. EXISTEN SENDOS DISPOSITIVOS EN LAS UNIDADES PARA LA APLICACION DE CINTAS DE COLORES.
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO DE TUBOS DE COBRE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1981). Clasificación: B21C9/00.
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE TUBOS DE COBRE FLEXIBLES Y CON UN BAJO CONTENIDO DE CARBONO EN SU SUPERFICIE INTERIOR. SE FUNDAMENTA EN LA UNION DE ALGUNAS SECCIONES DEL TUBO POR SUS EXTREMOS, EMPLEANDO PIEZAS DE UNION PERMEABLE AL GAS, CALENTANDO CADA PIEZA PARCIAL DE LA SECCION DE TUBO A UNA TEMPERATURA SUPERIOR A 600 C POR UNA RESISTENCIA O INDUCCION EN PASO CONTINUO, ELIMINANDOSE DE FORMA CONTINUA LOS VAPORES DE ACEITE PARA HILERA Y TREFILADORAS. ESTA ELIMINACION SE PRODUCE DE VARIAS FORMAS, TLAES COMO LA INTERVENCION DE UN GAS OXIDANTE, AIRE ENRIQUECIDO CON OXIGENO O UNA BOMBA DE ASPIRACION. EL DISPOSITIVO SE CARACTERIZA PORQUE EL TUBO DE COBRE PRESENTADO EN UNA BOBINA SE DESENROLLA EN UNA MESA DE SALIDA Y SE INTRODUCE EN UN TREN DE RODILLOS , CON UN SISTEMA DE RECOCIDO CONTINUO , ENFRIANDOSE A CONTINUACION LENTAMENTE. LA BOMBA O VENTILADOR TIENE LA LINEA DE ASPIRACION UNIDA AL EXTREMO DE LA BOMBA.
PERFECCIONAMIENTOS EN CUBIERTAS PARA TEJADOS O REVESTIMIENTOS PARA FACHADAS.
Sección de la CIP Construcciones fijas
(16/08/1981). Clasificación: E04D13/00.
CUBIERTAS DE TEJADO O REVESTIMIENTOS DE FACHADAS CON INCLUSION DE MEDIOS PARA APROVECHAMIENTO DE LA ENERGIA AMBIENTE. SISTEMA DE CUBIERTA O REVESTIMIENTO TRADICIONAL, COMPUESTO POR UNA PLURALIDAD DE PLACAS NERVADAS, SUJETAS A UN ENTRAMADO QUE PUEDE DISPONER DE CAPAS AISLANTES Y CHAPAS PARA CANALIZACION DE GOTERAS. LAS CHAPAS , ADEMAS DE LAS NERVADURAS CUENTAN CON UNOS CANALES , QUE CONDUCEN UN MEDIO DE TRABAJO ABSORBENTE DE ENERGIA AMBIENTE. LOS CANALES , CONSTITUTIVOS DE LAS PLACAS SE FORMAN DURANTE LA FABRICACION DE LAS PLACAS, PARA LO QUE SE PARTE DE UNOS BLOQUES METALICOS, PREFERENTEMENTE DE COBRE, QUE SE TALADRAN Y DESPUES SE LAMINAN, PRIMERO EN CALIENTE, LUEGO EN FRIO, HASTA LLEGAR AL ESPESOR DESEADO, INSUFLANDO LOS CANALES , QUE HAN PERDIDO SECCION DURANTE LA LAMINACION. LOS CANALES SE ACOPLAN ENTRE SI POR COLECTORES APROPIADOS, Y EL FLUIDO QUE LOS RECORRE, EN SENTIDOS IGUALES CONTRARIOS, ES RECOGIDO Y CONDUCIDO A UN INTERCAMBIADOR DE CALOR. A.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE TUBERIAS CALORIFUGADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1981). Clasificación: B23P13/00.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE TUBERIAS CALORIFUGADAS FORMADAS POR UN TUBO DE COBRE ESTIRADO SIN COSTURA Y UNA CAPA DE AISLAMIENTO TERMICO. UN TUBO DE COBRE, OBTENIDO EN UNA BOBINA, SE ESTIRA Y ENDEREZA, HASTA LA MEDIDA ACABADA Y EN UNA SOLA OPERACION, EN UNA SOLA OPERACION, EN UNA MAQUINA ESTIRADORA. SEGUIDAMENTE SE LE APLICA UN REVESTIMIENTO DE PLASTICO QUE ES ENFRIADO A CONTINUACION, CORTANDOSE POR ULTIMO LOS TUBOS HASTA UNA LONGITUD MAXIMA EN 10 M. T.
CUERPO AISLANTE PARA CONEXIONES DE TUBOS.
(01/12/1980) 1.Cuerpo para el aislamiento ulterior en uniones, derivaciones y codos cuyo aislamiento, previamente aplicado en fábrica a las tuberías metálicas, ha sido retirado después, componiéndose dicho cuerpo aislante de dos semitubos idénticos, cuyo plano de separación transcurre en la dirección axial del tubo, y que se acoplan entre sí mediante espigas y sus correspondientes orificios, de manera desacoplable, para rodear a la pieza tubular desaislada, caracterizado porque los orificios presentan un biselado (9a), así como un ensanchamiento, y las espigas presentan un biselado correspondiente (8b) y una reducción subsiguiente del diámetro, estando formadas…
PROCEDIMIENTO Y DISPOSITIVO PARA LA LAMINACION EN CALIENTE DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1980). Clasificación: B21B28/00.
DISPOSITIVO ESMERILADOR PARA LA LAMINACION EN CALIENTE DE TUBOS. CONSTA DE UN PUNZON QUE SE PUEDE GIRAR ALREDEDOR DE UN EJE , LLEVANDO EN SU EXTREMO UNA PLACA , ARTICULA EN FORMA GIRATORIA RESPECTO AL PUNZON , PORTADORA DE DOS ZAPATAS CON UNA TELA DE ESMERIL INTERCAMBIABLE. LOS MOVIMIENTOS DE GIRO Y DE APROXIMACION DEL PUNZON DE ESMERILADO HACIA LOS CILINDROS DE TRABAJO , SE DEBEN A SENDOS CILINDROS NEUMATICOS.
EMBALAJE PARA BARRAS,TUBOS,ESPECIALMENTE TUBOS DE COBRE EQUIPADOS CON UNA CAPA TERMOAISLADORA,QUE SE ENVIEN EN HACES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1980). Clasificación: B65D85/2.
Embalaje pare barras, tubos, especialmente para tubos de cobre equipados con una capa termoaislante, que se envíen en haces, caracterizado porque toda barra o todo tubo esté envuelto por un fleje con una ranura longitudinal, yendo los cantos de fleje sujetos por medio de una tira engomada en la superficie de la barra o del tubo.
PROCEDIMIENTO PARA LA FABRICACION DE UN INTERCAMBIADOR DE CALOR PLANO,A BASE DE CHAPAS DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1980). Clasificación: B23P15/26.
Procedimiento para la fabricación de un intercambiador de calor plano, a base de chapas de metal, con un canal al menos para transportar un medio que se desea calentar o enfriar, y en particular de una cubierta para la absorción simultánea de energía ambiente, caracterizado porque se fabrica en primer lugar un bloque metálico con al menos un orificio, introduciéndose en cada orificio un inhibidor de soldadura, estirándose mediante laminación y hasta alcanzar la dimensión definitiva el bloque metálico en la dirección del recorrido del orificio u orificios y agrandando a continuación cada orificio laminado plano.
PERFECCIONAMIENTOS EN DISPOSITIVOS PARA LA LAMINACION DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1980). Clasificación: B21B19/04.
Perfeccionamientos en dispositivos para la laminación de tubos, dotados de un bloque metálico cilíndrico , preferentemente calentado, en el que se punzona y se estira el bloque metálico por medio de un mandril fijo y varios cilindros impulsados, colocados en forma inclinada, caracterizados porque el bloque metálico va guiado delante del intersticio de laminación en por lo menos un casquillo impulsado o alojado en forma libremente giratoria, y cuyo diámetro interior es algo mayor que el diámetro exterior del bloque metálico a laminar.
PROCEDIMIENTO PARA LA PRODUCCION DE UN EMBALAJE PARA TUBOS METALICOS AISLADOS, CON SU DISPOSITIVO REALIZADOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1980). Clasificación: B65D85/20.
Procedimiento para la producción de un embalaje para tubos metálicos aislados, con su dispositivo realizador, caracterizado porque los tubos metálicos revestidos, continuamente alimentados, están envueltos en forma bien ajustada por un fleje que sale de una bobina de reserva y entra en dirección longitudinal, aplicándose a continuación a presión firmemente a los cantos de flejes y la tapa aislante también la tira engomada que sale de un rodillo de reserva.
ENCHUFE PERFECCIONADO PARA INSTALACIONES DE ENCENDIDO EN VEHICULOS AUTOMOVILES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1979). Clasificación: B60Q.
Enchufe perfeccionado para instalaciones de encendido en vehículos automóviles, compuesto por un cuerpo o empuñadura de material aislante que rodea a los elementos de contacto, colocado fijo en el equipo de un conductor eléctrico blindado, cuya trenza dé blindaje está prolongada hacia afuera en la zona de, la empuñadura para que sirva de elemento conductor, caracterizado porque, en la zona mediante la empuñadura y concéntrico a la misma, se halle un aro metálico insertado en la empuñadura y que sobresale circularmente respecto al perfil de la media y porque la trenza del conductor eléctrico se halla unida con el aro en el interior de la empuñadura estableciendo con el aro la conducción eléctricas.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE CONDUCTOS TERMOAISLADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1979). Clasificación: B29D.
Procedimiento para 1a fabricación continua de conductos termoaislados mediante producción de una capa reticulada espumeada sobre un tubo metálico, por el que un material sintético termoplástico en forma de polvo o granulado mezclado con un agente expansor se calienta continuamente en una mezcladora o extrusora, calentándose a continuación el plástico rápidamente a una temperatura por encima de la temperatura de descomposición del reticulante y agente expansor en una cabeza de cortadura por la rápida rotación de un mandril de cortadura, por lo que el plástico en primer lugar se retícula y después se espumea, caracterizado porque el reticulante de la masa fundida de plástico solo se añade dosificado y en forma líquida en el sector de la cabeza de cortadura.
ENCHUFE PERFECCIONADO PARA INSTALACIONES DE ENCENDIDO EN VEHICULOS AUTOMOVILES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/06/1979). Clasificación: F02P.
Enchufe perfeccionado para instalaciones de encendido en vehículos automóviles compuesto por un cuerpo o empuñadura de material aislante que rodea a los elementos de contacto, colocado fijo en el extremo de un conductor eléctrico blindado, cuya trenza de blindaje está prolongada hacia afuera en la zona de la empuñadura para que sirva de elemento contactor, caracterizado porque, en la zona media de la empuñadura, el cual sobresale circularmente respecto al perfil de la misma, y porque la trenza del conductor eléctrico se halla unida con el aro en el interior de la empuñadura, estableciendo con el aro la conducción eléctrica.
PERFECCIONAMIENTOS EN LA PROTECCION ANTICORROSIVA DE CABLES CONDUCTORES AEREOS.
Sección de la CIP Electricidad
(01/04/1979). Clasificación: H01B.
Perfeccionamientos en la protección anticorrosiva de cables conductores aéreos, del tipo constituido por elementos individuales cableados, y potestativamente con elementos complementarios convencionales, de gran resistencia a la tracción, caracterizados por el hecho de preparar una masilla de elevado punto de fluidez compuesta a base de polímeros fluídos, o fluidificables por calor desde 50ºC a 200ºC, en cuya masilla en estado fluido se baña el cable para que aquélla se introduzca entre sus elementos constituyentes y evitar así la penetración ulterior de humedad.
DISPOSITIVO PARA LA CONEXION DE APARATOS DE MEDICION A BOBINAS DE ENCENDIDO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1979). Clasificación: F02P9/00.
Dispositivo para la conexión de aparatos de medición a bobinas de encendido, de automóvil y de tipo blindado, a las que por medio de una clavija, está conectado un cable blindado caracterizado por el uso de un casquillo de metal enroscable a la bobina de encendido, que en uno de sus extremos presenta una pieza de contacto aislada y correspondiente con el unión a la bobina está provista de una pieza de conexión accesible desde fuera y aislada en relación al casquillo, el cual en el otro extremo tiene una cavidad correspondiente a la abertura de acoplamiento de la bobina de encendido.
TUBO REVESTIDO PARA CALEFACCION Y SISTEMA PARA SU UTILIZACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1978). Clasificación: F16L1/00.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE LINGOTERAS PARA COLADA CONTINUA.
Sección de la CIP Química y metalurgia
(16/07/1978). Clasificación: C22C.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE CONDUCCION CON AISLAMIENTO TERMICO Y ACUSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1978). Clasificación: B29D1/00.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE AISLAMIENTOS DE MATERIAL SINTETICO ESPUMADO.
Sección de la CIP Electricidad
(16/07/1978). Clasificación: H01B1/00.
Resumen no disponible.
TUBO CONDUCTOR TERMO-AISLANTE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1977). Clasificación: F16L1/00.
Tubo conductor termo-aislante con una vaina de aislación térmica, formada ésta por una manguera de material sintético térmico que posee aletas orientadas hacia el interior que la apoyan contra la superficie del tubo a aislar, caracterizado por el hecho de que dichas aletas poseen un perfil que disminuye desde la manguera hacia el tubo y que se encuentran muy aproximadas entre sí, formando de esta manera conjuntamente con la manguera, unas cámaras huecas abovedadas.
PERFECCIONAMIENTOS EN LOS CABLES PARA CORRIENTES ELECTRICAS DE GRAN INTENSIDAD, REFRIGERADOS POR LIQUIDOS, ESPECIALMENTE EN SU EMPLEO COMO CABLES DE CONEXION PARA HORNOS DE FUSION POR ARCO ELECTRICO.
Sección de la CIP Electricidad
(01/10/1976). Clasificación: H01B7/34.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS CABLES PARA CORRIENTES ELECTRICAS DE GRAN INTENSIDAD, REFRIGERADOS POR LIQUIDOS, ESPECIALMENTE EN SU EMPLEO COMO CABLES DE CONEXION PARA HORNOS DE FUSION POR ARCO ELECTRICO.
Sección de la CIP Electricidad
(01/10/1976). Clasificación: H01B7/34.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS CABLES PARA GRANDES INTENSIDADES, REFRIGERADOS POR LIQUIDOS.
Sección de la CIP Electricidad
(01/01/1976). Clasificación: H01B7/34.
Resumen no disponible.
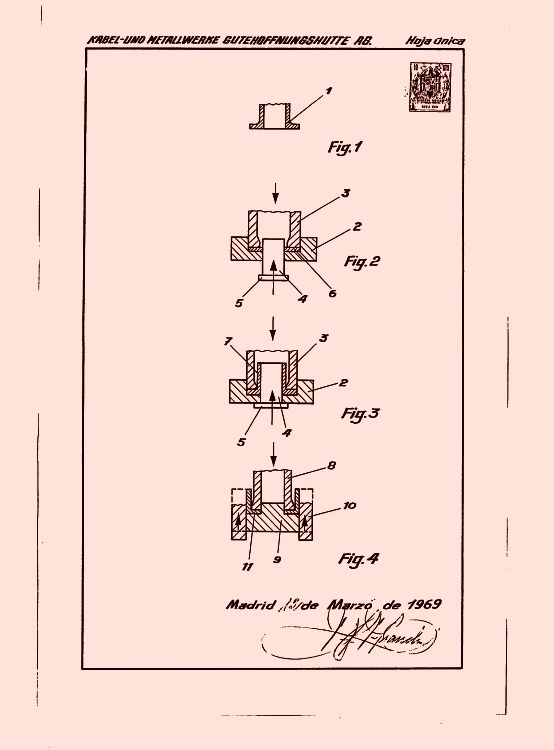
PROCEDIMIENTO Y DISPOSITIVO CORRESPONDIENTE PARA LA EXTRUSION EN FRIO DE PIEZAS TUBULARES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1971). Ver ilustración. Clasificación: F16L.
Resumen no disponible.
{kind=link}