Recuperación de lubricantes de lubricantes de refrigeración usados.
(24/12/2014) Procedimiento para la recuperación de lubricante líquido o concentrado de lubricante de una mezcla esencialmente deshidratada que contiene lubricante que se produce en el mecanizado de metales como residuo con una proporción de agua inferior al 1 %, que presenta contenidos indeseados en partículas de desgaste finísimas metálicas, jabones metálicos, polímeros y aceite extraño que deben eliminarse, caracterizado porque se somete la mezcla esencialmente deshidratada, que contiene lubricante a una destilación de vía corta con generación de película mecánica en el evaporador a una temperatura de al menos 150 ºC y una presión inferior a 1,5 mbar, para obtener un concentrado de lubricante que puede usarse de nuevo en lubricantes de refrigeración, que está esencialmente libre de partículas…
Banda de aluminio rica en manganeso y muy rica en magnesio.
(21/11/2013) Aleación de aluminio para la fabricación de soportes para placas de impresión litográfica, caracterizada por quela aleación de aluminio presenta los siguientes componentes de aleación en porcentaje en peso:**Fórmula**
resto Al e impurezas inevitables individualmente como máximo del 0,05 %, en total como máximo del 0,15 %.
Banda de AlMgSi para aplicaciones con altos requisitos de conformación.
(22/10/2013) Procedimiento para la fabricación de una banda a partir de una aleación de AlMgSi, en el que se cuela un lingotede laminación a partir de una aleación de AlMgSi, se somete el lingote de laminación a una homogeneización, selamina en caliente el lingote de laminación llevado hasta temperatura de laminación en caliente y a continuaciónopcionalmente se lamina en frío hasta el grosor final,
caracterizado por que la banda caliente inmediatamente después de la salida de la última pasada de laminación encaliente presenta una temperatura de como máximo 130 ºC, preferentemente una temperatura de como máximo100 ºC y la banda caliente se enrolla con esta temperatura o una más baja.
(16/10/2013) Colector solar para el calentamiento de un medio termoconductor que comprende al menos un elemento deabsorción con al menos una chapa de absorción para la absorción de la luz solar y canales para el mediotermoconductor, que están unidos con la chapa de absorción de manera que puede transmitirse calor desde lachapa de absorción al medio termoconductor, en el que la chapa de absorción presenta un revestimiento deabsorción selectiva , en el que está prevista una chapa dispuesta por debajo de la chapa de absorción ,que está unida de manera hermética con la chapa de absorción , en el que la chapa de absorción y/o la chapainferior están compuestas al menos parcialmente de aluminio y/o una aleación de aluminio, la chapa inferior y/ola chapa de absorción presenta acuñaciones que tras la…
Procedimiento para la producción de un producto semiacabado o una pieza de construcción en aplicaciones de chasis o de mecanismos estructurales en vehículo motorizado.
(10/05/2012) Procedimiento para la producción de un producto semiacabado o una pieza de construcción en aplicaciones de chasis o de estructura en vehículo motorizado, caracterizado porque se cuela un lingote o una cinta de colada mediante el uso de una aleación de aluminio, que presenta las siguientes partes en % en peso:
0, 1 % ≤ Si ≤ 0, 2 %,
0, 2 % ≤ Fe 0, 35 %, ≤ Cu ≤ 0, 05 %,
0, 6 % ≤ Mn ≤ 1, 1 %,
3, 1 % ≤ Mg ≤ 3, 9 %,
Cr ≤ 0, 3 %,
Zn ≤ 0, 4 %,
Ti ≤ 0, 15 %,
el resto aluminio, elementos acompañantes inevitables individualmente 0, 05 %, en la suma como máximo el 0, 15 %, el lingote de colada u opcionalmente la cinta de colada se laminan en caliente hasta dar una cinta laminada en caliente, la cinta laminada en caliente o la cinta…
PROCEDIMIENTO DE FABRICACIÓN DE UNA BANDA O CHAPA DE ALEACIÓN DE ALUMINIO PARA INTERCAMBIADORES DE CALOR.
(20/10/2011) Procedimiento para fabricar una banda o chapa de aluminio para intercambiadores de calor de una aleación de aluminio resistente al calor, en el que la aleación de aluminio presenta las proporciones siguientes de componentes de la aleación en % en peso: 0,3 % ≤ Si ≤ 1 %, Fe ≤ 0,5 %, 0,3 % ≤ Cu ≤ 0,7 %, 1,1 % ≤ Mn ≤ 1,8%, 0,15% ≤ Mg ≤ 0,6 %, 0,01 % ≤ Cr ≤ 0,3%, Zu ≤ 0,10%, Ti ≤ 0,3 %, representando las impurezas no evitables individualmente un máximo de un 0,1 %, en conjunto un máximo del 0,15 %, y siendo el resto aluminio, caracterizado porque se funde un lingote para laminar en un procedimiento de colada en continuo, se precalienta…
PROCEDIMIENTO Y DISPOSITIVO PARA LA SOLDADURA POR FRICCIÓN AGITACIÓN DE AL MENOS DOS COMPONENTES DE DIFERENTES TIPOS DE MATERIALES CON UN PIN DESPLAZABLE Y CORRIENTE ELÉCTRICA QUE FLUYE A TRAVÉS DE LOS COMPONENTES.
(13/07/2011) Procedimiento para la unión de al menos dos componentes de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos de materiales, mediante soldadura por fricción agitación, en el que el procedimiento presenta los pasos siguientes: - a) los componentes se superponen entre sí al menos parcialmente, - b) un hombro de un dispositivo de unión (V) y un pin del dispositivo de unión (V) se ponen en rotación alrededor del eje longitudinal del pin , caracterizado porque el pin puede desplazarse entre una posición que sobresale del hombro en la dirección de su eje longitudinal y una posición retraída en el hombro , - c) el pin rotativo se introduce en la zona de superposición de los componentes en la dirección de su eje longitudinal en un primer componente de los que forman la…
DISPOSITIVO PARA LA UNIÓN DE AL MENOS DOS COMPONENTES DE DIFERENTES TIPOS DE MATERIALES CON UN PICO QUE PRESENTA AL MENOS UN ELEMENTO DE FORMA CONFIGURADO COMO CORTE.
(25/01/2011) Dispositivo para la unión de al menos dos componentes de diferentes tipos de materiales, en particular componentes metálicos de diferentes tipos de materiales, con distintos puntos de fusión mediante soldadura por fricción agitación, - con un hombro y un pico , - con medios para el desplazamiento del pico entre una posición que sobresale del hombro en la dirección de su eje longitudinal y una posición retraída en el hombro , - con medios para la rotación del hombro y el pico alrededor del eje longitudinal del pico , - con medios para el movimiento del hombro en la dirección del eje longitudinal del pico , - en el que al menos un elemento de forma está previsto en el lado de cabeza del pico , caracterizado porque al menos un elemento de forma configurado como corte está montado en el pico o está incorporado en éste, siendo…
PROCEDIMIENTO PARA LA FABRICACION DE UNA HOJA DE ALUMINIO CON UN REVESTIMIENTO DIRECTO FUNCIONAL.
(07/10/2010) Procedimiento para la fabricación de una hoja de aluminio revestida, en el que la hoja de aluminio está fabricada a partir de una banda laminada en caliente o de una banda colada de aluminio o de una aleación de aluminio, mediante laminación en frío con o sin recocido intermedio, y se enrolla sobre un rollo, donde antes de enrollarlo puede tener lugar opcionalmente un recocido de la hoja de aluminio,
caracterizado porque
antes del enrollado, en particular antes del recocido opcional de la hoja de aluminio se realiza un revestimiento de la hoja de aluminio por una o por las dos caras, mediante por lo menos un revestimiento funcional
PROCEDIMIENTO Y MAQUINA DE DISPARO DE MOLDES PARA PRODUCIR PIEZAS PERFILADAS, COMO MACHOS DE COLADA, PARA MOLDES DE COLADA PARA COLAR CALDO METALICO.
(01/11/2008) Procedimiento para producir piezas perfiladas, en especial núcleos de colada, para moldes de colada para colar caldo metálico, - en el que en una máquina de disparo de moldes con ayuda de elementos de llenado, como toberas de disparo y tolva de disparo , se vierte un material de moldeo (F) que contiene un aglutinante inorgánico en una cavidad de una herramienta de moldeo , que determina la forma de la pieza perfilada (K) a producir, - en el que al material de moldeo (F) vertido en la herramienta de moldeo se alimenta calor durante un tiempo de endurecimiento, para solidificar el material de moldeo (F) mediante la extracción de humedad, y - en el que durante el tiempo de…
PROCEDIMIENTO PARA LA FABRICACION DE PRODUCTOS MOLDEADOS POR LAMINACION DE ALEACION DE ALUMINIO.
Secciones de la CIP Construcciones fijas Química y metalurgia
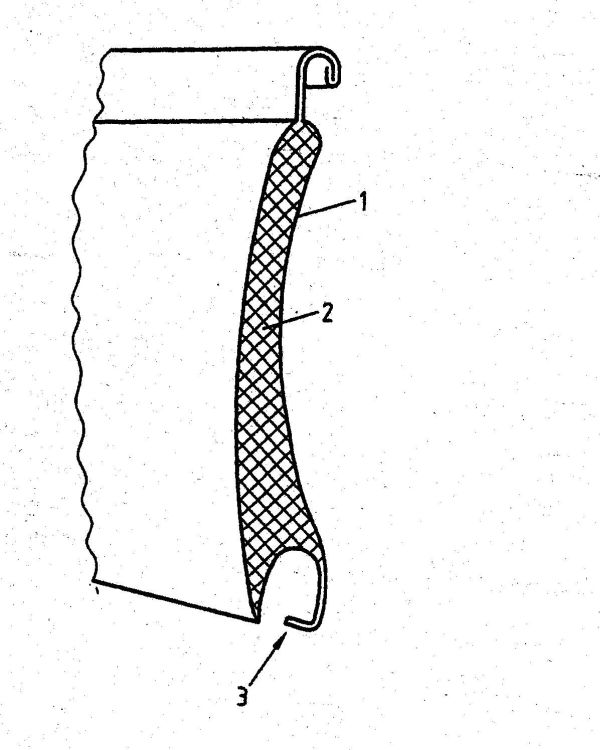
(16/03/2008). Ver ilustración. Inventor/es: MARKERT,REINER, HASENCLEVER,JOCHEN,DR. Clasificación: E06B9/15, C22C21/00, C22C21/08, C22F1/04, C22F1/047.
Procedimiento para la fabricación de un producto moldeado por laminación mediante el moldeo por laminación de una cinta de una aleación de aluminio, perfilando la cinta en moldeadores de laminación para convertirlos en productos acabados como, por ejemplo, varillas de persiana arrollable, cintas de ventana, de panel y para revestimiento de fachadas y presentando la aleación de aluminio en porcentajes en peso, los siguientes componentes de aleación: 0,1 <_ Si <_ 0,5 0,15 <_ Fe <_ 0,5 0,05 <_ Cu <_ 0,25 0,8 <_ Mn <_ 1,4 0,4 <_ Mg <_ 1,3 otros en suma como máximo 0,15, individualmente como máximo 0,05, resto de aluminio, caracterizado porque durante el precalentamiento del proceso de laminado en caliente, el lingote se pone al rojo vivo en una gama de temperaturas de 480 a 610ºC durante un mínimo de 3 horas y la cinta se fabrica en el laminado en caliente en una gama de temperaturas de 270 a 550ºC.
PRODUCTO SEMI-ELABORADO LAMINADO A PARTIR DE UNA ALEACION DE ALUMINIO.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
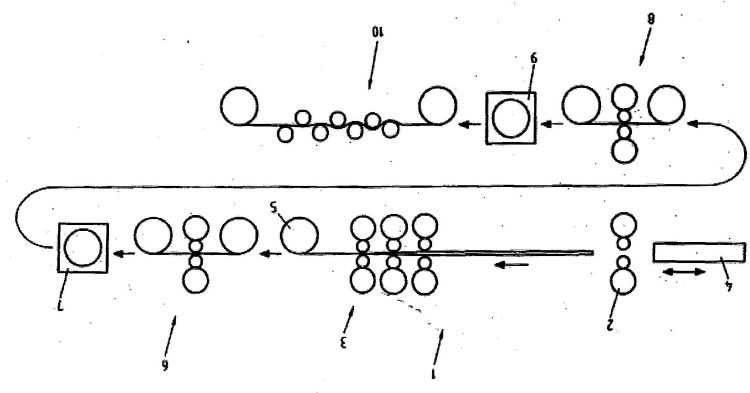
(01/02/2008). Ver ilustración. Inventor/es: MROTZEK,MANFRED, KEHL,WERNER,DR. Clasificación: B21B3/00, C22C21/06, C22F1/047.
Procedimiento de fabricación de un producto semi-elaborado llano laminado a partir de una aleación de aluminio, en el que el aluminio presenta las siguientes proporciones de una aleación en porcentajes de peso: 2 <_ Mg <_ 5 Mn <_ 0, 5 Cr <_ 0, 35 Si <_ 0, 4 Fe <_ 0, 4 Cu <_ 0, 3 Zn <_ 0, 3 Ti <_ 0, 15. Otros, como máximo, con un total de 0, 15, con un máximo individual de 0, 05. Resto de Al. El producto semi-elaborado con un laminado en un lingote y que está sometido, en el transcurso del proceso de laminado, al menos a una mejora intermedia entre dos pasos de laminado en frío y un recocido de mejora final respectivamente en un horno de cámaras , en el que el grado de deformación se eleva antes de la primera mejora intermedia, al menos en un 50% y antes del recocido de mejora final, a un máximo de 30%, caracterizado por el hecho de que el semi-producto es estirado de 0, 1 a 0, 5% tras el recocido de mejora final.
MATERIAL DE MOLDEO, PIEZA MOLDEADA Y PROCEDIMIENTO DE FABRICACION DE PIEZAS MOLDEADAS PARA UN MOLDE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2007). Inventor/es: STEINHAUSER, THOMAS. Clasificación: B22C1/18.
Material de moldeo para piezas de moldeo de moldes de colado para el colado de masa fundida de metal, en particular, de masa fundida de aluminio, constituida por un componente de base de moldeo elaborado a partir de arena sin cuarzo y de un ligante inorgánico elaborado a partir de silicato soluble y mezclado con el componente de base de moldeo, caracterizado por el hecho de que la arena sin cuarzo es olivina.
CONTROL DE LA PLANEIDAD DE LOS BORDES DE UNA CINTA.
Sección de la CIP Técnicas industriales diversas y transportes
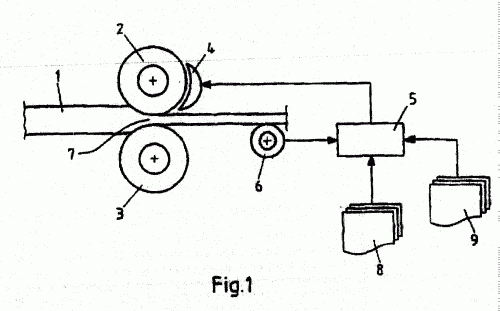
(01/05/2006). Ver ilustración. Inventor/es: KARHAUSEN, KAI FRIEDRICH, DR. Clasificación: B21B37/32.
Un procedimiento para el control de la planeidad de una cinta metálica al laminarla en frío, en especial al laminar en frío reduciendo, por medio de al menos una caja de laminación con cilindros de trabajo, medios para calentar al menos parcialmente los cilindros de trabajo y un control, en que se determina la demanda de calor de las áreas de los cilindros de trabajo próximas a los bordes de la cinta, y se calienten las áreas correspondientes de los cilindros de trabajo, caracterizado porque el procedimiento es un procedimiento de regulación previa, en el cual se predetermina la demanda de calor de las áreas de los cilindros de trabajo próximas al borde de la cinta e independientemente de ello se controlan los medios para calentar al menos parcialmente los cilindros de trabajo.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FUNDICION ASCENDENTE CON UN MOLDE DE FUNDICION CON ABERTURA DE ENTRADA SITUADA EN LA PARTE INFERIOR CON UN CIERRE POR DESPLAZAMIENTO.
(16/10/2005) Procedimiento para la fundición / fundición a baja presión ascendente, en particular de aleaciones de metal ligeras, - con un horno de fundición situado por debajo de una mesa de fundición y con un tubo ascendente y una abertura de desembocadura del tubo ascendente y - con un molde de fundición con una abertura de entrada situada en la parte inferior y - con un cierre por desplazamiento que conforma un canal de paso que para la fundición adopta un recorrido longitudinal fundamentalmente recto, - en el que para bloquear en el cierre por desplazamiento se desplazan entre sí dos secciones de abertura directamente consecutivas del canal de paso inmediatamente…
PROCEDIMIENTO Y DISPOSITIVO PARA COLADA ASCENDENTE CON UN CIERRE DE CORREDERA MONTADO SOBRE LA MESA DE COLADA.
(16/05/2005) Procedimiento para la colada ascendente/colada de baja presión en particular de aleaciones de metal ligero - con un horno de fundición que se encuentra debajo de una mesa de colada y un tubo ascendente y un orificio de salida del tubo ascendente y - con un molde de fundición con una abertura de boca que se encuentra debajo y - con un cierre de corredera, que forma un canal de paso, que toma un transcurso longitudinal esencialmente recto para la colada, - donde, para el cierre inmediatamente después de la colada con una colada aun fluida en la abertura de boca se deslizan en el cierre de corredera dos secciones de la abertura del canal de paso inmediatamente contiguas la una en relación con la otra, transversalmente al transcurso longitudinal del canal de paso de…
BLOQUE DE CILINDROS DE METAL LIGERO, PROCEDIMIENTO PARA SU FABRICACION Y DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO.
(01/02/2005) Bloque de cilindros de aluminio con al menos una superficie de rodadura resistente al desgaste, con una dureza mínima de 160 HV y tribológicamente optimizada, donde - el bloque de cilindros de aluminio consta de una aleación de matriz de aluminio (estructura de matriz A) y presenta una capa de superficie (estructura de matriz B) en situación rectificada de 150 µm hasta 650 my-m de espesor, que esta formada como zona de aleación de la estructura de matriz (estructura de matriz A) de la aleación de matriz de aluminio por una aleación que tiene lugar in situ de precipitaciones de silicio primario de dispersión fina, en la cual se ha enfocado de modo lineal…
METODO Y DISPOSITIVO PARA LA COLADA ASCENDENTE CON UNA COQUILLA O UN PAQUETE DE NUCLEO CON ABERTURA DE COLADA ABIERTA.
(01/11/2004) Procedimiento para la colada ascendente / colada a baja presión - en particular de aleaciones de metal ligero - con una mesa de colada con una abertura de paso - con un horno de fundición que se encuentra debajo de la mesa de colada, con un tubo de subida, que forma una abertura de boca abierta hacia arriba, - con un molde de fundición con una placa de base, que presenta una abertura de colada abierta hacia abajo, en el cual - la abertura de boca se coloca de modo hermético desde abajo en la abertura de paso, - el molde de fundición y su abertura de colada se coloca sobre la abertura de paso - sobre el tubo de subida se avanza caldo metálico procedente del horno de fundición hasta el llenado del molde de fundición, - el molde de fundición con una conexión abierta llenada de caldo metálico entre el horno…
{kind=link}
{kind=link}
{kind=link}