92 patentes, modelos y diseños de GEORG FISCHER AKTIENGESELLSCHAFT
INSTALACION Y PROCEDIMIENTO PARA LA SOLDADURA DE PIEZAS TUBULARES DE UN MATERIAL TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1996). Inventor/es: KUNZ, PETER. Clasificación: B29C65/14.
LAS PIEZAS TUBULARES (1A,1B) DE TERMOPLASTICO QUE HAN DE SOLDARSE, VAN ENVUELTOS CON UNA ENVOLTURA DE SOPORTE FABRICADA DE UN MATERIAL PERMEABLE PARA RAYOS INFRARROJOS, P.EJ. VIDRIO DE CUARZO. ALREDEDOR DE LA ENVOLTURA SE COLOCA UNA FUENTE CALENTADORA DE RAYOS INFRARROJOS CUYOS RAYOS PENETRAN POR LA ENVOLTURA Y PLASTIFICAN LOS BORDES DE LAS PIEZAS TUBULARES (1A,1B) PARA LA SOLDADURA. SOBRE EL PERIMETRO INTERIOR DE LAS PIEZAS TUBULARES (1A,1B) SE COLOCA UNA INSTALACION DE SOPORTE QUE PERMITE LA FORMACION DE LA PRESION DE SOLDADURA NECESARIA Y GARANTIZA UNA SOLDADURA SIN BULTOS O RANURAS.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR PIEZAS TUBULARES DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1996). Inventor/es: HILPERT, BRUNO. Clasificación: B29C65/18.
UN DISPOSITIVO DE CALEFACCION ABARCANDO LAS PIEZAS (1A, 1B) TUBULARES A SOLDAR PRESENTA MORDAZAS CALENTABLES ELECTRICAMENTE. EN EL INTERIOR DE LA PIEZA (1A, 1B) TUBULAR SE DISPONE UNA BURBUJA ENSANCHABLE POR AIRE COMPRIMIDO QUE PRESENTA PARA LIMITACION LONGITUDINAL UNA PIEZA DE TRACCION DISPUESTA CENTRICAMENTE COMO UN CABLE. PARA PRODUCIR UNAS PRESIONES DE SOLDADURA LA PRESION DE AIRE EN LA BURBUJA ES MAYOR QUE LA PRESION DE LA DILATACION DEL MATERIAL EN EL FUNDIDO.
EQUIPAMIENTO PARA SOLDAR LA CARA FRONTAL DE PIEZAS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1995). Inventor/es: WERMELINGER, JORG, HAUG, PETER. Clasificación: B29C65/14, B29C65/30.
SE TRATA DE UN DISPOSITIVO DE CALEFACCION ENTRE DOS MONTAJES DE FIJACION , QUE SON GIRABLES HACIA DENTRO Y MUESTRA UN CUERPO CALEFACTOR A TRAVES DEL CUAL LAS PIEZAS A SOLDAR SON CALENTADAS MEDIANTE RADIACION SIN CONTACTO. EL CUERPO CALEFACTOR MUESTRA UNA PLACA METALICA RECUBIERTA CON CERAMICA , QUE SE CALIENTA ELECTRICAMENTE POR MEDIO DE VAINAS DE CALEFACCION.
BORNA ESPIRAL DE SOPORTE PARA CABLES CONDUCTORES.
Sección de la CIP Electricidad
(16/10/1994). Inventor/es: ROTH, ADOLF. Clasificación: H02G7/05.
ENTRE EL CABLE CONDUCTOR 13 DE LA LINEA DE TENDIDO ELECTRICO Y UNA ESPIRAL DE SOPORTE DISPUESTO ENCIMA SE COLOCA EN LA ZONA DE SOPORTE UN ANILLO DE CENTRADO CONSTITUIDO POR DOS CAPARAZONES (5A, 5B). EL DIAMETRO INTERIOR DEL ANILLO DE CENTRADO ES MAYOR QUE EL DIAMETRO EXTERIOR DEL CABLE CONDUCTOR . MEDIANTE EL APRIETE DE LA TAPA CONTRA EL CUERPO DE SUJECION SE TENSA LA ESPIRAL DE SOPORTE CONTRA LA PERIFERIA EXTERIOR DEL ANILLO DE CENTRADO , CON LO QUE EL CABLE CONDUCTOR SE RETIENE SIN PRESION O APLASTAMIENTO MEDIANTE LA ESPIRAL ARROLLADA A AMBOS LADOS DE LA SUJECION.
PROCEDIMIENTO PARA CONEXION DE TUBOS DE PLASTICO DE UN SISTEMA DE DOBLE TUBO Y UNA CONEXION TUBULAR FABRICADA MEDIANTE ESTE PROCEDIMIENTO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1993). Inventor/es: WERMELINGER, JORG. Clasificación: F16L39/00, F16L47/02.
LOS TUBOS INTERIORES (2A, 2B) DE UN SISTEMA DE TUBO DOBLE, ESTAN CONECTADOS FIRMEMENTE CON UN MANGUITO POR SOLDADURAS O ADHESIVOS. PARA MANTENER LOS TUBOS INTERIORES (2A, 2B), MEDIANTE MORDAZAS TENSORAS 84A, 4B), AL ORGANIZARSE LA CONEXION DE MANGUITO, SE FORMAN LOS TUBOS EXTERIORES 1A, 1B) MAS CORTOS EN EL ESPESOR DE AMBAS MORDAZAS TENSORAS (4A, 4B). PARA SOBREPASAR ESTA BRECHA, SE INTRODUCE EN LA CONEXION DE LOS TUBOS EXTERIORES (1A, 1B) UN ARO INTERMEDIO (9, 9A) MEDIANTE UN MANGUITO DE SOLDADURA ELECTRICA.
EMBRAGUE DE ACCIONAMIENTO AUTOMATICO PARA VEHICULOS SOBRE CARRILES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1992). Inventor/es: LOUTAN, DOMINIQUE, GENG, MARKUS LOTHAR. Clasificación: B61G1/40.
EN ESTE EMBRAGUE, CADA CABEZA DE ACOPLAMIENTO TIENE UN RESORTE-ALMACEN DE 50 FUERA DE LOS RESORTES DE PRESION , QUE SE PRESIONA CON LA ENTRADA DEL PERNO DE TRACCION A TRAVES DE UNA BARRA DE PRESION . EL ACOPLAMIENTO DEL PERNO DE TRACCION LLEGA A UN REGISTRO MEDIANTE PALANCAS DE CIERRE , QUE, CUANDO ESTAN EMBRAGADAS, ESTAN BLOQUEADAS MEDIANTE UN BASTIDOR GIRATORIO . EL DESBLOQUEO SIRVE, ADEMAS, PARA EL ACCIONAMIENTO DE UN IMAN ELEVADOR , QUE ACCIONA UN CERROJO SOBRE UNA BARRA DE DESBLOQUEO . MEDIANTE ESTE DESBLOQUEO, EL BASTIDOR ES IMPULSADO POR LA FUERZA DEL ALMACENADOR ELASTICO, DE MODO QUE EL BLOQUEO DE LA PALANCA DE CIERRE SE ELIMINA, Y EL EMBRAGUE SE PUEDE PONER EN FUNCIONAMIENTO.
PROCEDIMIENTO Y MECANISMO PARA SOLDAR PIEZAS TUBULARES EN TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1992). Inventor/es: KUNZ, PETER. Clasificación: B29C65/18.
EL MECANISMO PRESENTA UN DISPOSITIVO DE CALENTAMIENTO QUE PRODUCE CALOR POR RADIACION MEDIANTE EL CUAL LOS EXTREMOS DE LAS PIEZAS (1A, 1B) TUBULARES A SOLDAR SE CALIENTA HASTA LA ZONA DE FUSION DE MATERIAL TERMOPLASTICO. DOS ANILLOS DE APOYO (5A,5B) EXTERIORES SE JUNTAN SEGUN EL RECARGUE DE FUSION Y GARANTIZAN UN DISPOSITIVO DE APOYO INTERIOR MOSTRABLE, YA QUE SE ORIGINA UNA UNION DE SOLDADURA FIJA U LIBRE DE BORDONES A TRAVES DE LA PRESION DE SOLDADURA CREADA.
PROCEDIMIENTO E INSTALACION PARA SOLDAR UNA CARA FRONTAL DE PIEZAS TERMOPLASTICAS EN FORMA DE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1991). Inventor/es: KUNZ, PETER. Clasificación: B29C65/18.
EL FINAL DE LAS PARTES (1A,1B) EN FORMA DE TUBOS PARA SOLDAR, SE FUNDAN A TRAVES DE RADIACION DE CALOR DE UN ESPEJO DE CALENTAMIENTO . A TRAVES DEL CHAFLAN AL FINAL DEL TUBO Y LA COLOCACION DE CHAPAS DE APANTALLADO NACE UN PERFIL DE TEMPERATURA CAYENDO DE FUERA A DENTRO. LA ZONA DE FUNDIR TRIANGULAR, NACIDA CON ESO RESULTA CON LA ENSAMBLADURA CONTROLADA DE LAS DOS PARTES (1A,1B) EN FORMA DE TUBOS SOLO CUN CORDON DE SOLDADURA EN EL PERIMETRO EXTERIOR, ASI QUE NO SE DISMINUYE LA SECCION TRANSVERSAL DEL PASO.
UNION DE TUBOS PARA TUBOS DE PLASTICO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/11/1991). Inventor/es: TROSCH, PAUL. Clasificación: F16L47/04.
EN UNA PIEZA DE CONEXION ESTA COLOCADO UN MANGUITO DE APOYO , SOBRE EL CUAL ESTA DESPLAZADO EL TUBO DE PLASTICO CON UN MANDRILADO . UN LOTE DE MAYOR DIAMETRO (3A) DE EL MANGUITO DE APOYO , DISPONE DE RANURAS DE CANTO AGUDO Y FORMA EL LOTE HERMETICO. EL OTRO LOTE (3B), DEL MANGUITO DE APOYO Y UN MANGUITO DE PINZA CONICO TENSABLE MEDIANTE UNA TUERCA DE RACOR , DISPONEN DE RANURAS DE PERFIL REDONDEADAS Y FORMAN EL LOTE DE APRIETE PARA EL TUBO DE PLASTICO.
PINZA DE UNION TUBULAR DE MATERIAL PLASTICO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/08/1990). Inventor/es: WERMELINGER, JORG. Clasificación: F16L47/00, F16L41/02.
EL CONTORNO INTERIOR DE LA ZONA CENTRAL SITUADA ENTRE LOS MANGUITOS (2A,2B,2C) ESTA FORMADO POR DOS PARTES REFORZADAS (8A) Y (8B) QUE SON EXCENTRICAS RESPECTO AL CONTORNO EXTERIOR Y QUE DISCURREN CON LOS RADIOS (R3) Y (R4). CONSIGUIENTEMENTE, EL ESPESOR DE PARED CRECE DE FORMA CONTINUADA, ALCANZANDO SU COTA MAXIMA EN EL PUNTO MAS ALEJADO DEL PLANO QUE FORMAN LOS EJES GEOMETRICOS DE LOS MANGUITOS. DE ESTA FORMA SE CONSIGUE UNA MAYOR RIGIDEZ DE LAS PINZAS DE UNION TUBULARES EN LA ZONA DE MAYOR SOLICITACION, SON UNA APORTACION DE MATERIAL MINIMA.
PROCEDIMIENTO PARA FABRICACION DE PIEZAS DE FORMA DE PLASTICO DE FIBRA REFORZADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1990). Inventor/es: OVERATH, FRIEDHELM, WEYER, MICHAEL. Clasificación: B29B15/12, B29C53/76, B29C67/14.
UNA PIEZA DE FORMA DE FUNDICION INYECTADA PRETRATADA SE BOBINA EN UNA MAQUINA DE BOBINAR CON UNA BANDA DE TEJIDO DE FIBRA DE VIDRIO CUBRIENTE DE SUPERFICIE SEGUN UN PROGRAMA DADO, FINALMENTE LA PIEZA DE FORMA SE IMPREGNA EN SUBPRESION ALTERNA Y PRESION ATMOSFERICA CON UNA RESINA ENDURECIBLE.
PIEZA DE FORMA DE MATERIAL TERMOPLASTICO SOLDABLE.
(16/07/1990) PARA LA CONEXION DE DOS ELEMENTOS DE CONDUCCION (2, 2') DE MATERIAL TERMOPLASTICO MEDIANTE UNA SOLDADURA CONSEGUIDA POR UN ELEMENTO DE CALENTAMIENTO ELECTRICO , SE PREVE LA PIEZA DE FORMA FORMADA COMO MANGUITO CON UN AVISO DE SOLDADURA . EL AVISO DE SOLDADURA MUESTRA UN ESPACIO HUECO QUE SALE DE LA SUPERFICIE DE CONEXION INTERNA, QUE SE CUBRE POR EL ELEMENTO DE CALENTAMIENTO . EN EL EXTREMO DEL ESPACIO HUECO ESTA COLOCADA UNA SUPERFICIE DE ACUMULACION Y ENFRIAMIENTO DE LA QUE SALE UNA PEQUEÑA ABERTURA DE SALIDA EN CORTE TRANSVERSAL FRENTE AL ESPACIO HUECO PARA EL CONTORNO EXTERIOR DE LA PIEZA DE FORMA . EN EL PROCESO DE SOLDADURA SE TRANSPORTA LA SOLDADURA EN EL ESPACIO HUECO MEDIANTE…
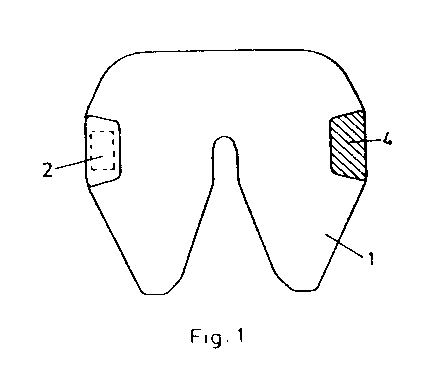
ACOPLAMIENTO DE SEMI-REMOLQUE CON UNA PLACA DE ACOPLAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1989). Ver ilustración. Inventor/es: KOPP, HANS, JAKOB, LOTHAR. Clasificación: B60D1/00.
ACOPLAMIENTO DE SEMI-REMOLQUE CON UNA PLACA DE ACOPLAMIENTO, EN EL QUE LA CARA SUPERIOR DE DICHA PLACA LLEVA, AL MENOS EN LOS PUNTOS SOMETIDOS A MUY FUERTE ABRASION, UNOS ELEMENTOS RESISTENTES AL DESGASTE COLADOS EN LA PLACA DE ACOPLAMIENTO O UNIDOS MECANICAMENTE A ELLA MEDIANTE TORNILLOS O ADHESIVO, DISCURRIENDO LA SUPERFICIE DE DICHOS ELEMENTOS A UN NIVEL IGUAL O DIFERENTE RESPECTO DE LA SUPERFICIE DE DICHA PLACA. LOS ELEMENTOS DE DESGASTE SON DE HIERRO, FUNDIDO, ACERO O MATERIALES SINTETICOS, ADOPTAN LA FORMA DE CUERPOS COMPUESTOS Y/O LLEVAN MATERIALES DE RELLENO. EL INVENTO ES UTIL PARA PROLONGAR LA VIDA UTIL DE LA PLACA DE ACOPLAMIENTO DISPUESTA ENTRE UN SEMI-REMOLQUE Y SU VEHICULO TRACTOR.
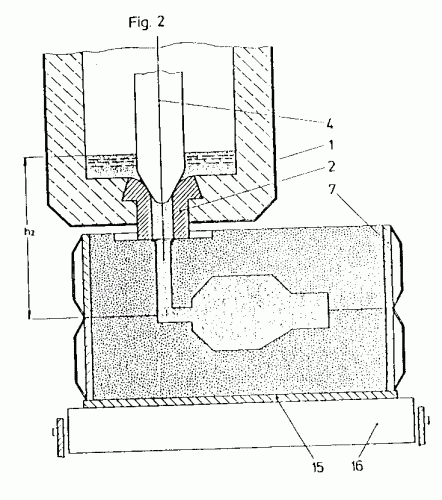
PROCEDIMIENTO PRA COLAR EMETAL FUNDIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1989). Ver ilustración. Inventor/es: RIETHMANN, MAX, CHILLING, HERBERT. Clasificación: B22D7/00, B22D7/12.
PROCEDIMIENTO PARA COLAR METAL FUNDIDO, EN EL QUE EL LADRILLO DE VERTIDO DEL FONDO DEL RECIPIENTE DE FUSION SE PONE EN CONTACTO MEDIANTE SU LADO INFERIOR, BAJO PRESION REGULABLE, CON EL LADO SUPERIOR DE UN AVELLANADO FORMADO EN EL MATERIAL DEL MOLDE DE COLADA JUNTO A LA ABERTURA DE SU BEBEDERO. EL MOLDE SE LLENA DE METAL FUNDIDO A PRESION DECRECIENTE HASTA CONCLUIR LA COLADA Y EL VERTEDERO DEL FONDO DEL RECIPIENTE SE CIERRA POCO ANTES DE COMPLETARSE EL LLENADO DEL MOLDE , DESCARGANDOSE EL METAL FUNDIDO EN EL CANAL DEL BEBEDERO Y EN DICHO AVELLANADO Y CONSOLIDANDOSE ADICIONALMENTE ALREDEDOR DE LA ABERTURA DEL BEBEDERO. EL INVENTO ES UTIL PARA EVITAR METAL FUNDIDO SOLIDIFICANDOSE POR ENCIMA DEL CANAL DEL BEBEDERO Y REDUCIR EL CONSUMO DE DICHO METAL POR MOLDE DE COLADA.
PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE UNA MASA FUNDIDA DE HIERRO ANTES DE VERTERLA EN UN MOLDE DE COLADA.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/04/1989). Inventor/es: HENYCH, IVO, GUT, KARL. Clasificación: C21C1/10, B22D1/00, C21C7/072.
PROCEDIMIENTO PARA EL TRATAMIENTO POSTERIOR DE UNA MASA FUNDIDA DE HIERRO ANTES DE VERTERLA EN UN MOLDE DE COLADA, EN EL QUE LA MASA FUNDIDA DE HIERRO, PREVIAMENTE DESULFURADA Y ALEADA CON MAGNESIO, SE TRATA CON GASES Y/O CON MEZCLAS GASEOSAS, PARA LO CUAL SE BARRE LA MASA FUNDIDA CON AR Y/O N2 Y/O CO2, SE INSUFLA EN LA MASA FUNDIDA PRIMERO UN HIDROCARBURO GASEOSO Y LUEGO AR, O BIEN SE INSUFLA EN LA MASA FUNDIDA AIRE Y/O UNA MEZCLA GASEOSA A BASE DE ARGON Y OXIGENO Y/O DE NITROGENO Y OXIGENO, ESTANDO LA PROPORCION DE OXIGENO COMPRENDIDA ENTRE 1 Y 30%. EL INVENTO ES UTIL PARA LA PRODUCCION DE FUNDICION ESFEROIDAL APROPIAA PARA LA OBTENCION DE PIEZAS METALICAS COLADAS.
Sección de la CIP Técnicas industriales diversas y transportes
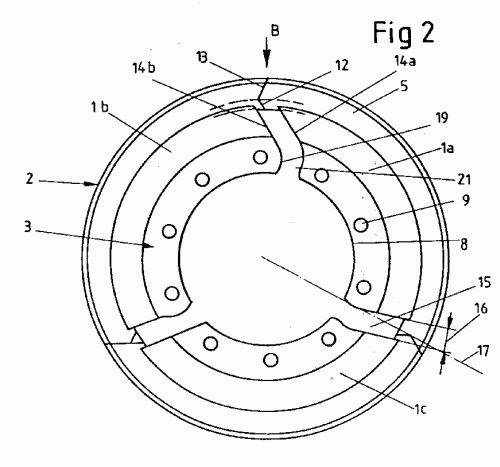
(16/01/1989). Ver ilustración. Inventor/es: KEMPF, HELMUT. Clasificación: B60B3/02.
RUEDA DE DISCO, EN QUE UN DISCO DE RUEDA Y UNA LLANTA ESTAN UNIDOS DE MANERA FIJA ENTRE SI. LA RUEDA DE DISCO ESTA DIVIDIDA EN CUANTO A SU CONTORNO EN TRES SEGMENTOS (1A, 1B, 1C) DE RUEDA DE DISCO, FORMANDO LAS SUPERFICIES DE SEPARACION EN LA ZONA DE LA LLANTA UNA UNION CON ARRASTRE DE FORMA. LAS SUPERFICIES (14A, 14B) DE SEPARACION EN LA ZONA DEL DISCO DE RUEDA ESTAN DISPUESTAS A DISTANCIA ENTRE SI Y FORMAN UNA HENDEDURA . MEDIANTE ESTAS HENDEDURAS LOS SEGMENTOS (1A, 1B, 1C) PUEDEN JUNTARSE EN EL MONTAJE DEL NEUMATICO DE TAL MANERA ENTRE SI QUE PUEDEN COLOCARSE EN EL DIAMETRO INTERIOR DEL NEUMATICO.
PROCEDIMIENTO PARA CONSOLIDAR MATERIALES DE MOLDEO GRANULARES EN PARTICULAR MATERIALES DE MOLDEO DE FUNDICION.
(16/12/1988) SE PROPONE PARA CONSOLIDAR MATERIALES DE MOLDEO GRANULARES EN EL QUE, POR MEDIO DE UN GOLPE DE PRESION, SE PROVOCA EL PROCESO DE CONSOLIDACION SIGUIENTE:UN GOLPE DE PRESION D1 SE HACE ACTUAR EN EL INSTANTE T1 SOBRE LA SUPERFICIE DE LA MASA DE MATERIAL DE MOLDEO, CON LO QUE AL MISMO TIEMPO SE HACE ACTUAR EN EL INSTANTE T2 UN GOLPE DE PRESION D2 SOBRE UNA ZONA DEL MATERIAL DE MOLDEO DISTANCIADA DE LA SUPERFICIE DE LA MASA DE MATERIAL DE MOLDEO EN LA DIRECCION DEL MODELO, DE MODO QUE EL AIRE APORTADO A LA MASA DE MATERIAL DE MOLDEO POR EL GOLPE DE PRESION D2 ES EVACUADO DE LA MASA DE MATERIAL DE MOLDEO ANTES DE QUE EL GOLPE DE PRESION D1 ALCANCE LA PLACA DE MODELO. A ESTE FIN, SE HAN DISPUESTO UNAS ABERTURAS EN LA PLACA DE MODELO ENTRE LA PARED DE LA CAJA…
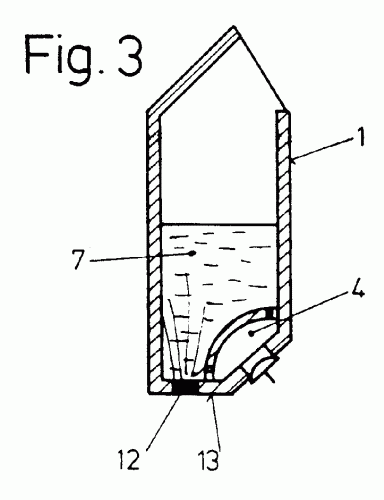
RECIPIENTE DE TRATAMIENTO PARA TRATAR ALEACIONES DE METAL FUNDIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1988). Ver ilustración. Inventor/es: HENYCH, IVO, GUT, KARL. Clasificación: B22D41/00.
SE PROPONE UN RECIPIENTE DE TRATAMIENTO PARA TRATAR ALEACIONES DE METAL FUNDIDO, EN EL CUAL ESTA PROVISTO MAS DE UN CONTENEDOR DE TRATAMIENTO. EN CONSECUENCIA, ES POSIBLE LLEVAR A CABO MAS DE UN TRATAMIENTO DE LA ALEACION DE METAL FUNDIDO EN UN SOLO RECIPIENTE DE TRATAMIENTO Y CON ESTO SE REDUCEN LOS COSTOS DE OPERACION Y PERDIDAS DE CALOR.
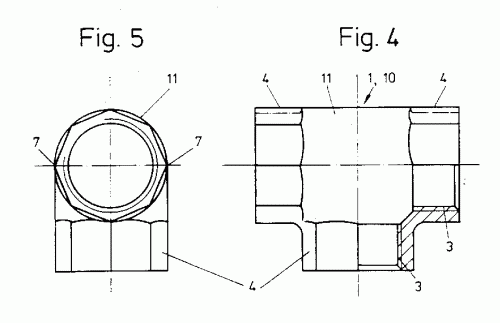
ACCESORIO DE TUBERIA DE UN MATERIAL FUNDIDO, EN PARTICULAR PARA LA UNION DE CONDUCCIONES DE TUBERIA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1988). Ver ilustración. Inventor/es: SZEDERJEI, EUGENE. Clasificación: F16L15/00.
UN ACCESORIO DE TUBERIA CONFIGURADO COMO PIEZA EN T PRESENTE EN EL CONTORNO EXTERIOR UN PRISMA OCTOGONAL EN LA ZONA DE CADA UNA DE LAS ROSCAS INTERIORES . ADEMAS, EN CADA CASO ESTAN DISPUESTAS DOS ARISTAS DEL PRISMA OCTOGONAL EN EL PLANO DE SEPARACION DEL MOLDE DE FUNDICION PARA EL ACCESORIO DE TUBERIA.
PROCEDIMIENTO PARA PRODUCIR CLASES PERLITICAS DE HIERRO COLADO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/08/1988). Inventor/es: HENYCH, IVO. Clasificación: C21C1/08, B22D1/00.
SE PROPONE UN PROCEDIMIENTO PARA LA PRODUCCION DE CLASES PERLITICAS DE HIERRO COLADO, TALES COMO GG, GGG Y GGV, EN EL CUAL LOS ELEMENTOS ESTABILIZADORES DE LA PERLITA SON AÑADIDOS A LA MASA FUNDIDA DE HIERRO COLADO, QUE TODAVIA SE ENCUENTRA EN ESTADO FUNDIDO ENTRE LA PIQUERA DE DESCARGA DE UN HORNO PARA COLADA O DE UNA CUCHARA DE COLADA Y EL INTERIOR DE UN MOLDE DE COLADA. DE ESTE MODO SE HACE POSIBLE UNA PRODUCCION, FLEXIBLE DE CLASES FERRITICAS Y PERLITICAS DE HIERRO COLADO CON UN UNICO Y MISMO HORNO DE FUSION Y HORNO PARA COLADA, SIN INTERRUPCION DE LA PRODUCCION POR CAUSA DEL VACIADO TOTAL ACTUALMENTE REALIZADO, DE ESTOS EQUIPOS, Y SIN PELIGRO, ACTUALMENTE EXISTENTE, DE QUE EL ELEMENTO ESTABILIZADOR, DE LA PERLITA, QUE HA PENETRADO EN EL REVESTIMIENTO, PERJUDIQUE LA SUBSIGUIENTE PRODUCCION DE HIERRO COLADO FERRITICO. COMO ELEMENTO ESTABILIZADOR DE LA PERLITA SE PROPONE ESTAÑO (SN) O ANTIMONIO (SB).-.
DISPOSICION DE CENTRADO CON POR LO MENOS TRES SALIENTES DE CENTRADO EN UN CENTRO DE RUEDA O CUBO DE RUEDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1988). Clasificación: B60B27.
Disposición de centrado con al menos tres curso esencialmente ondulada, caracterizada porque el 1, 2, caracterizada porque está, situado al menos un saliente de centrado en cada valle de onda.
UNION DE TUBO, RESISTENTE A LA TRACCION Y HERMETICA AL MEDIO, DE MATERIAL SINTETICO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/05/1988). Clasificación: F16L47/06.
Unión de tubo resistente a la tracción y hermética al medio, de material sintético con una pieza o parte de conexión metálica, caracterizada porque en un cuerpo de manguito metálico con salientes en el perfil interior anulares y en forma de dientes de sierra en sección transversal, está dispuesto un tubo e plástico, porque en el diámetro interior o ánima de la parte introducida a presión del tramo tubular está dispuesto un casquillo de apoyo cuyo diámetro exterior es mayor que el diámetro interior del tramo tubular en la zona de unión y porque está colocada una junta de obturación en una ranura anular dispuesta en el extremo de introducción del cuerpo de manguito.
PIEZA CONFORMADA DE TALADRADO A BASE DE PLASTICO SOLDABLE PARA CONECTAR AL MENOS UNA TUBERIA DE BIFURCACION A UNA TUBERIA HECHA DE PLASTICO SOLDABLE.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1988). Clasificación: F16L13.
PIEZA CONFORMADA DE TALADRADO A BASE DE PLASTICO SOLDABLE PARA CONECTAR AL MENOS UNA TUBERIA DE BIFURCACION A UNA TUBERIA HECHA DE PLASTICO SOLDABLE, CON UNA PIEZA DE SILLETA DE FORMA DE CUBETA QUE PUEDE SER ASENTADA RADIALMENTE SOBRE LA TUBERIA Y QUE PRESENTA UNA TUBULADURA DE TALADRADO Y UNA TUBULADURA DE BIFURCACION, CON AL MENOS UNA PARTE DISPUESTA ARTICULADAMENTE EN LA PIEZA DE SILLETA Y APLICADA AL TROZO DE TUBO, EN DONDE LA PIEZA CONFORMADA DE TALADRADO CON UNA ESTERILLA DE ALAMBRES DE CALDEO INTERCALADA SE PUEDE UNIR MEDIANTE SOLDADURA CON LA TUBERIA, CARACTERIZADA PORQUE LA PIEZA DE SILLETA ESTA CONFIGURADA EN FORMA DE U, PRESENTANDO CADA PATA UNAS ZONAS PARCIALES UNIDAS CON ARTICULACIONES QUE SE PUEDEN APRETAR JUNTO CON LA ESTERILLA DE ALAMBRES DE CALDEO CONTRA LA TUBERIA, FORMANDO UNA RENDIJA AXIAL.
PIEZA CONFORMADA DE TALADRADO PARA LA CONEXION DE UNA CONDUCCION DE BIFURCACION A UNA TUBERIA.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/1988). Clasificación: F16L13.
Pieza conformada de taladrado para la conexión de una conducción de bifurcación a una tubería, con una pieza de silleta de forma de cubeta que puede asentarse y fijarse radialmente sobre la tubería y que presenta una tubuladura de taladrado y una tubuladura de bifurcación caracterizada porque entre la tubuladura de taladrado y ala tubuladura de bifurcación está dispuesta en la pieza de silleta una cámara conformada de manera favorable para el flujo y abierta hacia la periferia interior de la pieza de silleta.
DISPOSICION DE PARED DE CAMARA QUE ESTA DESTINADA A UTILIZARSE EN UN CONVERTIDOR PARA EL TRATAMIENTO DE UNA MASA FUNDIDA DE HIERRO COLADO POR MEDIO DE MAGNESIO.
Sección de la CIP Química y metalurgia
(16/03/1988). Clasificación: C21C1.
DISPOSICION DE PARED DE CAMARA QUE ESTA DESTINADA A UTILIZARSE EN UN CONVERTIDOR PARA EL TRATAMIENTO DE UNA MASA FUNDIDA DE HIERRO COLADO POR MEDIO DE MAGNESIO Y QUE PRESENTA UNA FORMA A MANERA DE ARCO O DE ANGULO, CON UN NUMERO DETERMINADO DE ABERTURAS DISPUESTAS A ALTURAS DIFERENTES RESPECTO DE LA ZONA DEL FONDO DEL CONVERTIDOR, CARACTERIZADA PORQUE LA LONGITUD L EN MM DE LA PARED DE LA CAMARA SE HA DETERMINADO CON RESPECTO A LA CANTIDAD T EN TONELADAS DE LA MASA FUNDIDA DE HIERRO COLADO DE CONFORMIDAD CON LA FORMULA L F 600 D T0,45 D A, Y PORQUE LA ALTURA H EN MM DE LA PARED DE LA CAMARA SE HA DETERMINADO DE CONFORMIDAD CON LA FORMULA H F 0,5 L D A, SIGNIFICANDO A UN COEFICIENTE ENTRE 0,5 Y 1,5, SEGUN QUE EL CONTENIDO DE AZUFRE SEA DE 0,01 A 0,15 POR 100 Y SEGUN QUE EL ESPESOR S DEL REVESTIMIENTO REFRACTARIO DEL RECIPIENTE SEA DE 40 A 150 MM.
PROCEDIMIENTO PARA EVAPORAR SUSTANCIAS ADITIVAS EN UNA MASA FUNDIDA METALICA.
Sección de la CIP Química y metalurgia
(01/07/1987). Clasificación: C21D3/02.
METODO PARA EVAPORAR ADITIVOS EN UNA MASA DE METAL FUNDIDO. CONSISTE EN: A) LLENAR UNA CAMARA DE UN RECIPIENTE CON UN ADITIVO, TENIENDO LA CAMARA ABERTYRAS (3, 3A, 3B) QUE PERMITEN LA ALIMENTACION DE LA MASA DE METAL FUNDIDO DESDE EL RECIPIENTE A LA CAMARA Y LA SALIDA DEL ADITIVO, CUANDO SE EVAPORA, DESDE LA CAMARA HACIA LA MASA DE METAL FUNDIDO ; B) CALENTAR EL ADITIVO CONTENIDO EN LA CAMARA HASTA SU TEMPERATURA DE VAPORIZACION PARA EVAPORAR EL ADITIVO; Y C) AJUSTAR EL TIEMPO DE EVAPORACION SEGUN LA FORMULA T=60XT ELEVADO A 0,22 X A, EN LA QUE A ES UN COEFICIENTE QUE DEPENDE DEL ADITIVO. TIENE APLICACION EN PROCESOS INDUSTRIALES.
PROCEDIMIENTO PARA MANTENER LIBRES DE DEPOSITOS A ACANALADURAS INDUCTORAS, CANALES DE ADMISION Y DE EVACUACION DE COLADA Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1987). Clasificación: B22D41/08.
PROCEDIMIENTO PARA MANTENER LIBRES DE DEPOSITOS A ACANALADURAS INDUCTORAS, CANALES DE ADMISION Y DE EVACUACION DE COLADA. COMPRENDE LAS OPERACIONES CONSISTENTES EN TRATAR UNA MASA FUNDIDA DE HIERRO COLADA CON UNA CANTIDAD EN PESO DE MAGNESIO PURO COMPRENDIDO ENTRE UN 0,1 Y UN 0,3 POR CIENTO; EN DEJAR QUE REACCIONE EL MAGNESIO CON EL AZUFRE Y CON OTROS COMPONENTES DE LA MASA FUNDIDA, DE TAL MANERA QUE EL CONTENIDO RESIDUAL DE MAGNESIO ESTE COMPRENDIDO ENTRE UN 0,01 Y UN 0,8 POR CIENTO Y EL DE AZUFRE ESTE ENTRE UN 0,004 Y UN 0,006 POR CIENTO, EN DICHA MASA FUNDIDA; EN DEJAR QUE SE EVAPORE EL MAGNESIO QUE NO INTERVIENE EN EL TRATAMIENTO DE LA MASA FUNDIDA; Y EN LIMPIAR O PURIFICAR LA MASA FUNDIDA DE HIDRRO COLADO MEDIANTE LA ELIMINACION DE LA ESCORIA FORMADA POR PRODUCTOS DE REACCIONES DE TIPO BASICO. DE APLICACION EN LA TRANSFORMACION DE MASAS DE HIERRO FUNDIDAS EN HIERRO COLADO CON GRAFITO ESFEROIDAL O CON GRAFITO VERMICULAR, AL OBJETO DE EVITAR LA FORMACION DE DEPOSITOS.
UNA PIEZA DE FUNDICION, EN PARTICULA UN ALOJAMIENTO DE UN ENGRANAJE DIFERENCIAL.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1987). Clasificación: F16M1.
Una pieza de fundición, en un alojamiento de un engranaje diferencial, que, comprende partes periféricas que van dispuestas de forma no simétrica en rotación con respecto a un eje de rotación que están practicadas unas aberturas con rebabas debido al macho de fundición, caracterizada porque las rebabas tapón dispuestas en un contorno exterior simétrico en rotación y pueden mecanizar en una sola operación junto con las partes dispuestas de forma simétrica en rotación con respecto al eje de movimiento de la pieza.
PROCEDIMIENTO PARA COLAR HIERRO TRATADO CON MAGNESIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1987). Clasificación: B22D39/06.
PROCEDIMIENTO PARA COLAR HIERRO TRATADO CON MAGNESIO, MEDIANTE UN APARATO DE COLADA ACCIONADO POR GAS A PRESION. SE CARACTERIZA PORQUE EL GAS INERTE QUE RETORNA TEMPORALMENTE DEL HORNO DE COLADA ES CONDUCIDO SOLO A TRAVES DE UNA PARTE LIMITADA DEL SISTEMA DE CONDUCCION; PORQUE EL MAGNESIO QUE SE SEPARA POR CONDENSACION EN ESTE SISTEMA DE CONDUCCION, ES OXIDADO PERIODICAMENTE SIN INTERRUPCION DEL PROCESO DE COLADA; Y PORQUE LA OXIDACION SE REALIZA MEDIANTE UN GAS OXIDANTE INTRODUCIDO EN EL SISTEMA DE CONDUCCION, PREFERENTEMENTE MEDIANTE AIRE, ESTANDO BLOQUEADO DURANTE LA INTRODUCCION EL ESPACIO INTERNO DEL HORNO DE COLADA CON RELACION A LA PARTE DEL SISTEMA DE CONDUCCION.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS DE HIERRO FUNDIDO CON GRAFICO ESFEROIDAL O VERMICULAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1987). Clasificación: B22D1/00.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS DE HIERRO FUNDIDO CON GRAFITO ESFEROIDAL O VERMICULAR. CONSISTE EN PONER EN CONTACTO LA MASA FUNDIDA (2A) CON LA PREALEACION EN UNA CAMARA DE TRATAMIENTO ABIERTA, EN CANTIDADES DOSIFICADAS, Y ANTES DE LA INTRODUCCION DE LA MASA FUNDIDA EN UNA OQUEDAD DEL MOLDE, REMANSARLA HASTA QUE HAYA TRANSCURRIDO EL TIEMPO DE REACCION PERTINENTE, SIENDO SEPARADOS LOS PRODUCTOS DE LA REACCION Y PRODUCIENDOSE UNA UNIFORMIZACION DE LA MASA FUNDIDA; DONDE LA CANTIDAD DE LA PREALEACION ES AJUSTADA A LA PIEZA A MOLDEAR; Y DONDE EL REMANSADO DE LA MASA FUNDIDA SE LLEVA A CABO CON AYUDA DE UN DISPOSITIVO MECANICO POR CIERRE DE UNA ABERTURA DE PASO DESDE LA CAMARA DE TRATAMIENTO A LA OQUEDAD DEL MOLDE POR MEDIO DE UN TAPON.
PROCEDIMIENTO PARA COLAR UNA MASA FUNDIDA EN UNA DISPOSICION DE COQUILLAS E INSTALACION CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1986). Clasificación: B22D15/04.
PROCEDIMIENTO E INSTALACION PARA COLAR UNA MASA FUNDIDA EN UNA DISPOSICION DE COQUILLAS. LA INSTALACION CONSTA DE UN HORNO DE COLADA PROVISTO DE UNA ABERTURA DE CARGA , EL CUAL SE DESPLAZA SOBRE CARRILES A LO LARGO DE LAS UNIDADES DE COQUILLA (35 A 37). MIENTRAS LA PRIMERA UNIDAD DE COQUILLA ESTA RECIBIENDO JUSTAMENTE LA COLADA A TRAVES DE DOS TAPONES DE COLADA (16A, 16B), LA SEGUNDA UNIDAD DE COQUILLA ESTA LISTA PARA RECIBIR EL MATERIAL DE COLADA Y LA TERCERA UNIDAD DE COQUILLA ESTA SIENDO CONTROLADA Y LIMPIADA DESPUES DE SEPARAR LAS PIEZAS MOLDEADAS. DE APLICACION EN TALLERES DE FUNDICION QUE EMPLEAN MOLDEO EN COQUILLA.
INSTALACION PARA DESPRENDER EL MACHO DE PIEZAS DE FUNDICION TALES COMO, POR EJEMPLO, BLOQUES DE CILINDROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1986). Clasificación: B22D29/08.
INSTALACION PARA DESMOLDEAR PIEZAS DE FUNDICION. CONSTA DE UN DISPOSITIVO DE DESMOLDEO ; DE UN DISPOSITIVO DE GIRO ; DE UN DISPOSITIVO DE TRANSPORTE ; Y DE UNA CABINA INSONORIZANTE . EL DISPOSITIVO DE DESMOLDEO PRESENTA UN ARMAZON QUE DESCANSA SOBRE AMORTIGUADORES DE VIBRACIONES , ESTANDO DISPUESTO SOBRE DICHO DISPOSITIVO DE DESMOLDEO UN BASTIDOR DE SUJECION GUIADO DE FORMA VERTICALMENTE DESPLAZABLE. EL DISPOSITIVO DE DESMOLDEO Y EL DISPOSITIVO DE GIRO ESTAN DISPUESTOS EN LA CABINA INSONORIZANTE Y VAN UNIDOS ACTIVAMENTE ENTRE SI POR MEDIO DE VIAS DE RODILLOS Y MESAS ELEVADORAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}