39 patentes, modelos y diseños de FORMICA CORPORATION
PLACA DE PRENSA GRANALLADA PERFECCIONADA Y METODO PARA FABRICACION DE LA MISMA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2000). Inventor/es: LAURENCE, KENNETH J., BROUSSARD, MICHEL J. Clasificación: B32B31/00, B44B5/02, B24C11/00.
UN FORJADO EN FRIO POR PUNTOS CON UNA MEZCLA DE AL MENOS DOS TAMAÑOS DE PUNTOS SE PUEDE EMPLEAR PARA OBTENER UNA PLACA DE PRESION DE TEXTURA FINAL CON UNAS CARACTERISTICAS DE BRILLO DESEABLES. LA PLACA DE PRESION SE IMPACTA CON UNA MEZCLA DE PUNTOS QUE TIENEN AL MENOS DOS TAMAÑOS DIFERENTES PARA OBTENER SIMULTANEAMENTE UN CONTROL DE TEXTURA Y DE BRILLO. EVITANDOSE POR ELLO UNA ETAPA SEPARADA DE ACABADO PARA OBTENER LA UNIFORMIDAD DE BRILLO DESEADA.
PLACAS DE ACERO INOXIDABLE NITRURADAS MEDIANTE PLASMA DE IONES Y METODO PARA SU FABRICACION.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/04/2000). Inventor/es: LAURENCE, KENNETH J., KIEFERLE, WOLFGANG. Clasificación: B32B15/08, C23C28/00, C23C8/38, C23C8/80.
SE PRESENTAN UN METODO Y UN APARATO PARA LA FABRICACION DE PLANCHAS DE PRESION ENDURECIDAS MEDIANTE EL USO DE TECNICAS DE NITRIDACION MEDIANTE IONES DE PLASMA PARA PRODUCIR UN LAMINADO DECORATIVO RESISTENTE AL DESGASTE QUE CONTENGA ARENA DE ALUMINA MIENTRAS QUE SE MEJORA LA VIDA UTIL DE LA PLANCHA DE PRESION ASOCIADA. LA APLICACION DE ESTE PROCESO A LAS PLANCHAS DE PRESION QUE NECESITEN UNA MICROFINALIZACION FINAL EXACTA ES POSIBLE DEBIDO A LA DETERMINACION DE LAS INTERDEPENDENCIAS ENTRE LOS AJUSTES DE LOS PARAMETROS Y LOS RESULTADOS ESPERADOS. ESTAS INTERDEPENDENCIAS INCLUYEN LA GEOMETRIA DE LA PIEZA DE TRABAJO, LA SUPERFICIE Y LA ESTRUCTURA SUBSUPERFICIAL Y LOS RESULTADOS DESEADOS, LAS TEMPERATURAS DEL PROCESO, LA PRESION Y LA DURACION DE LA RADIACION REFLECTIVA, DE CARGA TERMICA, EN EL TIEMPO DE CALENTAMIENTO Y LOS EFECTOS DEL CALOR, LOS SISTEMAS DE REFRIGERACION.
MATERIAL LAMINAR DECORATIVO RESISTENTE A LOS DAÑOS CON UN ASPECTO Y FACILIDAD DE LIMPIEZA EXCELENTES Y METODO PARA LA PRODUCCION DEL MISMO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Inventor/es: ALBRINCK, DONALD JOSEPH, KEELING, RONALD JAMES. Clasificación: B32B29/00, B32B27/04, B44C5/04.
MATERIAL LAMINAR DECORATIVO DE ALTA PRESION RESISTENTE A LOS DAÑOS QUE PRESENTE UNA RESISTENCIA A LOS ARAÑAZOS, A LAS MANCHAS, A LOS RASGUÑOS Y A LA ABRASION EXCELENTE, ASI COMO UN ASPECTO Y UNA FACILIDAD DE LIMPIEZA EXCELENTES Y METODOS PARA LA PRODUCCION DEL MISMO.
LAMINADOS DECORATIVOS RESISTENTES AL DESGASTE Y METODOS PARA PRODUCIRLOS.
Secciones de la CIP Técnicas industriales diversas y transportes Textiles y papel
(01/05/1995). Inventor/es: ALBRINCK, DONALD JOSEPH, MASCAVAGE, JOHN JOSEPH. Clasificación: B44C5/04, D21H11/16.
LAMINADOS DECORATIVOS RESISTENTES AL DESGASTE Y DE GRAN PRESION QUE TIENEN RESISTENCIA A LOS ARAÑAZOS, ESTROPEARSE, A LOS RASGUÑOS Y A LA ABRASION Y METODOS PARA PRODUCIRLOS. LOS LAMINADOS EMPLEAN, MAS PARTICULARMENTE UNA LAMINA DECORATIVA SATURADA CON UN REVESTIMIENTO DE RESINA DE FORMALDEHIDO DE MELAMINA INCORPORANDO MATERIALES ABRASIVOS. SE DESCRIBE TAMBIEN UN REVESTIMIENTO RESISTENTE A LA ABRASION QUE CONTIENE PARTICULAS MINERALES, UN AGENTE ACOPLADOR, UN AGENTE ESPESANTE, Y UN AGENTE LUBRICANTE.
LAMINADA DECORATIVO RESISTENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1992). Inventor/es: PARK, JOHN, DR., WHITE, PAUL W., RICHARDSON, CALVIN. Clasificación: B32B29/00, B32B27/04, B44C5/04.
EL LAMINADO DECORATIVO HA MEJORADO LA RESISTENCIA CONTRA ABRASIVOS, TINTES Y HOLLIN. EL LAMINADO INCLUYE UNA BASE Y UNA LAMINA DECORATIVA. LA LAMINA DECORATIVA TIENE EN LA SUPERFICIE EXPUESTA UNA CAPA CONSTITUIDA POR UNA RESINA TERMOESTABLE, ALCOHOL POLIVINILICO TOTALMENTE HIDROLIZADO, SILICE AMORFA Y UN MATERIAL ABRASIVO, TENIENDO UNA DUREZA MAYOR QUE LA DE LA SILICE. RESISTENCIA A LA ABSORCION MAYOR DE 3000 CICLOS POR EL NEMA TEST LD 3301.
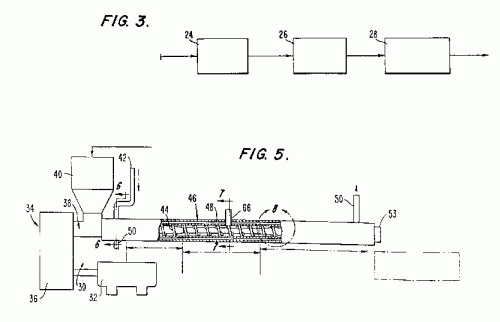
UN PROCEDIMIENTO Y UN APARATO PARA PRODUCIR UNA RESINA TERMOENDURECIBLE MOLDEABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1988). Ver ilustración. Inventor/es: WILLIAMS, ROBERT D., STRUBLE, BUD G. Clasificación: B29B7/30, B29B7/84, B29B7/86.
SE DESCRIBE UN PROCEDIMIENTO CON SU APARATO PARA PRODUCIR RESINAS TERMOENDURECIBLES INSATURADAS COLADAS QUE SON ALTAMENTE RESISTENTES A LAS MANCHAS. SE APLICA UNA ETAPA DE PRESURIZACION A LA RESINA TERMOENDURECIBLES ANTES DE COLOCARLA PARA REINCORPORAR CUALQUIER MONOMERO VOLATILIZADO QUE SE HAYA VOLATILIZADO DURANTE UNA ETAPA ANTERIOR DE DESAIREACION. LA PIEZA COLADA RESULTANTE ES NO POROSA EN SECCION TRANSVERSAL, LO CUAL PROPORCIONA UN PRODUCTO QUE ES A LA VEZ RESISTENTE A LAS MANCHAS Y MECANIZABLE SOBRE EL TERRENO SIN DESCUBRIR HUECOS.
CONJUNTO PARA EL REVESTIMIENTO DE PAREDES.
Sección de la CIP Construcciones fijas
(16/03/1988). Clasificación: E04F13/1.
CONJUNTO PARA EL REVESTIMIENTO DE PAREDES, INCLUYENDO DICHO CONJUNTO UNO O VARIOS PANELES Y UN DISPOSITIVO PARA SOPORTAR DICHO PANEL O DICHOS PANELES EN UNA PARED, INCLUYENDO DICHO DISPOSITIVO DE SOPORTE UNA SOLA VIGA DE SOPORTE DE CARGA DE FORMA ALARGADA DESTINADA A SER SUJETA HORIZONTALMENTE EN UNA PARED, PARA SOPORTAR EL PANEL O CADA PANEL Y CONSTITUIR UNA POSICION DE REFERENCIA PARA EL EMPLAZAMIENTO DEL MISMO, POR LO MENOS DOS ELEMENTOS DE FORMA ALARGADA ASOCIADOS CON EL PANEL O CADA PANEL Y QUE LO SOPORTAN, ESTANDO ADAPTADOS DICHOS ELEMENTOS DE FORMA ALARGADA PARA SER COLGADOS VERTICALMENTE A PARTIR DE DICHA VIGA , Y UN DISPOSITIVO PARA MANTENER LOS ELEMENTOS DE FORMA ALARGADA CONTRA LA PARED.
METODO PARA EL REVESTIMIENTO DE PAREDES.
Sección de la CIP Construcciones fijas
(16/08/1987). Clasificación: E04F13/08.
METODO PARA EL REVESTIMIENTO DE PAREDES. COMPRENDE: SUJETAR POR MEDIO DE ELEMENTOS ADAPTADORES EN FORMA DE CUÑA , EN UNA PARED, UNA UNICA VIGA DE SOPORTE DE CARGA DE FORMA ALARGADA , CONSTITUIDA POR UN PERFILADO METALICO EXTRUIDO; EFECTUAR EL MONTAJE DE LOS ELEMENTOS DE FORMA ALARGADA Y DEL PANEL O PANALES ASOCIADOS EN LA VIGA DE SOPORTE POR UNOS DISPOSITIVOS DE ACOPLAMIENTO CONSTITUIDOS POR UNOS ELEMENTOS DE RIEL ; SUJETAR LOS ELEMENTOS DE FORMA ALARGADA EN LA PARED POR MEDIO DE UNAS PLACAS DE FIJACION DE BASE ATORNILLADAS EN LA PARED Y DE UNAS PLACAS DE FIJACION INTERMEDIAS PARA MANTENER UNA PARTE CENTRAL DE LOS PANELES EN LA PARED.
UN METODO PARA PRODUCIR UN CONJUNTO ESTRATIFICADO CONSOLIDADO POR CALOR Y PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1987). Clasificación: B32B27/04.
METODO PARA PRODUCIR UN CONJUNTO ESTRATIFICADO CONSOLIDADO POR CALOR A PRESION. CONSISTE EN IMPREGNAR UNA LAMINA DECORATIVA Y UNA LAMINA SUPERPUESTA CON UNA COMPOSICION DE MATERIA QUE COMPRENDE UNA MEZCLA DE: 1) 35 A 98% EN PESO, CON RELACION A LOS SOLIDOS TOTALES DE LA COMPOSICION DE UNA RESINA DE MELAMINA/FORMALDEHIDO CON UNA PROPORCION DE FORMALDEHIDO DE 1,1:1 A 3:1; Y 2) DE UN 2 A 65% EN PESO, CON RELACION A LA MEZCLA DE LOS SOLIDOS TOTALES DE LA COMPOSICION DE UNA MEZCLA DE UN POLIALQUILENGLICOL DE FORMULA H(OCXH2X)NOH Y UNA METILOLAMINA DE FORMULA (I) DONDE X ES H O CH2OR; Y R ES H O UN GRUPO ALQUILO DE C 1 A 4. TIENE APLICACION EN CONTRACUBIERTAS, MUEBLES, ENTREPAÑOS DE PARED Y SIMILARES.
PROCEDIMIENTO PARA LA PRODUCCION DE LAMINADOS DECORATIVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1986). Clasificación: B32B29/06.
PROCEDIMIENTO PARA LA PRODUCCION DE LAMINADOS DECORATIVOS. COMPRENDE LAS ETAPAS DE: A) FORMAR UN CONJUNTO DE LAMINADO CONSTITUIDO, EN RELACION SUPERPUESTA, POR UNA PLURALIDAD DE LAMINAS DE NUCLEO PIGMENTADAS EN EL MISMO COLOR, DE PAPEL IMPREGNADO CON RESINA Y POR UNA LAMINA DECORATIVA IMPREGNADA CON RESINA DE MELAMINA/FORMALDEHIDO , EN DONDE LA RESINA DE NUCLEO ES UNA RESINA DE POLIESTER Y TIENE UN PESO MOLECULAR COMPRENDIDO ENTRE 1 Y 4 MILLONES, CONTENIENDO UN PEROXIDO CATALIZADOR E INCOLORA; Y B) CONSOLIDAR EL CONJUNTO MEDIANTE LA APLICACION DE CALOR Y PRESION; DONDE EL LAMINADO SE RECUPERA INMEDIATAMENTE DESPUES DE LA ETAPA DE CONSOLIDACION POR CALOR Y PRESION Y SIN ENFRIAR LA PRENSA. TIENE UTILIDAD PARA LA FABRICACION DE LAMINADOS DECORATIVOS COMO MOSTRADORES, MESAS Y SIMILARES.
PROCEDIMIENTO PARA LA FABRICACION DE LAMINADOS DECORATIVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1985). Clasificación: B32B5/16.
PROCEDIMIENTO DE FABRICACION DE LAMINADOS DECORATIVOS MEDIANTE CALOR Y PRESION.EL LAMINADO SE CONSTITUYE A PARTIR DE UN SUSTRATO AUTO-SOPORTANTE Y UNA LAMINA DECORATIVA IMPREGNADA CON RESINA TERMOENDURECIBLE. EL SUSTRATO SE FORMA A PARTIR DE MATERIAL DE TABLERO AGLOMERADO, CARTON DE PAPELES VIEJOS Y SIMILARES. LA LAMINA DECORATIVA SE PREPARA CON PAPEL PIGMENTADO, QUE PUEDE ESTAR IMPRESO, CONTENIENDO BAB-CELULOSA Y SE IMPREGNA CON RESINA DE MELAMINA/FORMALDEHIDO O SIMILARES. LA SUPERFICIE MAS EXTERNA DEL LAMINADO INCORPORA PARTICULAS MINERALES DURAS CON TAMAN/OS ENTRE 5 Y 100 MICROMETROS, EN CANTIDAD DE 0,5 A 25 G/M2, SELECCIONADAS ENTRE SILICE, ALUMINA, OXIDO DE TITANIO, OXIDO DE ESTAN/O Y MATERIALES ANALOGOS. EL CONJUNTO SE CONSOLIDA POR CALOR Y PRESION.DE APLICACION EN REVESTIMIENTOS DE PAREDES, MOSTRADORES, PUERTAS, MOBILIARIO Y SIMILARES.
METODO CONTINUO PARA LA PREPARACION EN UNA ETAPA DE UNA RESINA DE MELAMINA-FORMALDEHIDO.
Sección de la CIP Química y metalurgia
(16/05/1985). Clasificación: C08G12/32.
METODO CONTINUO PARA LA PREPARACION EN UNA ETAPA DE UNA RESINA DE MELAMINA-FORMALDEHIDO.COMPRENDE: A) CARGAR MELAMINA CRISTALINA Y FORMALDEHIDO SOLIDO, EN AUSENCIA DE SOLVENTE, A UN REACTOR DE PASO UNICO, A UNA TEMPERATURA ENTRE 120J Y 180JC Y DURANTE 30 SEG. A 5 MIN.; B) RECUPERAR LA RESINA RESULTANTE COMO LIQUIDO FUNDIDO; C) ENFRIAR LA RESINA RESULTANTE LIQUIDA FUNDIDA; Y D) TRITURAR A LA RESINA RESULTANTE LIQUIDA FUNDIDA Y ENFRIADA EN FORMA DE POLVO.
PROCEDIMIENTO PARA PRODUCIR UN LAMINADO DECORATIVO CONSOLIDADO POR CALOR Y PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1985). Clasificación: B32B27/04.
PROCEDIMIENTO PARA LA PRODUCCION DE UN LAMINADO DECORATIVO CONSOLIDADO POR CALOR Y PRESION.CONSISTE EN FORMAR UN CONJUNTO LAMINADO QUE COMPRENDE UNA PLURALIDAD DE LAMINAS DE PAPEL IMPREGNADAS CON RESINA, UNA LAMINA DECORATIVA IMPREGNADA CON RESINA Y, OPCIONALMENTE, UNA LAMINA SUPERPUESTA TRANSPARENTE IMPREGNADA CON RESINA, Y EN CONSOLIDAR EL CONJUNTO LAMINAR FORMADO MEDIANTE CALOR Y PRESION. LA RESINA DE AL MENOS UNA DE LAS LAMINAS HA DE CONTENER UNA HIDROXIALQUILMELANINA DE FORMULA GENERAL (I).DE APLICACION EN LA FABRICACION DE PANELES DE PARED TANTO PARA EL HOGAR COMO PARA OFICINAS.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DECORATIVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1984). Clasificación: B32B27/04.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DECORATIVOS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UN ESTRATO FORMADO POR UNA PLURALIDAD DE HOJAS DE NUCLEO DE PAPEL IMPREGNADAS CON RESINA, POR UNA HOJA DECORADA IMPREGNADA CON RESINA, Y POR UNA HOJA SUPERPUESTA TRANSPARENTE IMPREGNADA CON RESINA; SEGUNDA, EL ESTRATO FORMADO SE SOMETE A UN PROCESO DE LAMINADO; Y POR ULTIMO, EL CONJUNTO LAMINADO SE CONSOLIDA MEDIANTE CALOR Y PRESION.
PLATAFORMA PORTATIL DE CARGA.
(16/11/1982) 1.Plataforma portátil de carga, caracterizada porque comprende: a) dos piezas alargadas o largueros espaciados en relación sustancialmente paralela entre sí; b) una pluralidad de piezas de soporte o travesaños que están adaptados como medios de soporte para los largueros, y c) medios para asegurar, de manera cruzada, los largueros a los travesaños de modo que cada larguero quede por encima de los travesaños y, al menos, un travesaño está dispuesto en cada extremo de la dimensión larga de dicho conjunto de plataforma. 2.Plataforma, según la reivindicación 1, caracterizada porque los travesaños son piezas individualmente rectangulares. 3.Plataforma, según la reivindicación 1, caracterizada porque se proveen al menos tres travesaños. 4.Plataforma, según la reivindicación…
PROCEDIMIENTO PARA PRODUCIR LAMINAS DECORATIVAS CONSOLIDADAS POR CALOR Y PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1982). Clasificación: B32B29/00.
SISTEMA DE SEGURIDAD PARA ELECTROIMANES BASADO EN EL PRINCIPIO DE DESCARGA DE ESTOS A TRAVES DE UNA RESISTENCIA O DE UN DIODO. CONSTA DE UNA RESISTENCIA SITUADA EN SERIE CON UN PRIMER CONTACTO ; DE UN DIODO COLOCADO EN PARALELO CON EL PRIMER CONTACTO Y DISPUESTO DE FORMA QUE SU SENTIDO DE CONDUCCION COINCIDA CON EL DE LA CORRIENTE DE DESCARGA, BLOQUEANDO POR LO TANTO LA CORRIENTE EN EL SENTIDO DE ALIMENTACION; DE UN CONTACTOR FORMADO POR DOS CONTACTOS A TRAVES DE LOS CUALES SE ALIMENTA EL ELECTROIMAN ; Y DE DOS CONTACTOS DE INVERSION QUE PERMANECEN ABIERTOS, SIENDO TAN SOLO CERRADOS EN EL MOMENTO DE TENER QUE ANULAR EL MAGNETISMO REMANENTE DEL ELECTROIMAN.
PROCEDIMIENTO PARA LA PREPARACION DE PRODUCTOS DE CONDENSACION DE FENOL-FORMALDEHIDO PULVERULENTO DE LIBRE FLUIDEZ.
Sección de la CIP Química y metalurgia
(16/08/1982). Clasificación: C08G8/08.
PROCEDIMIENTO PARA LA PRODUCCION DE UNA RESINA PULVERULENTA DE LIBRE FLUIDEZ DE FENOL/FORMALDHIDO. SE HACE REACCIONAR, A UNA TEMPERATURA COMPRENDIDA ENTRE 50 Y 85 C, FORMALDEHIDO CON FENOL EN UNA RELACION MOLAR DEL FORMALDEHIDO AL FENOL DE 1,J A 1, EN PRESENCIA DE UNA SOLUCION ACUOSA DE UN AGENTE TENSOACTIBO, UN CATALIZADOR TAL COMO AMONIACO Y UN COLOIDE PROTECTOR HASTA FORMAR UNA EMULSION DE RESINA VISCOSA, SE AÑADE U PRECIPITANTE CATIONICO POLIVALENTE EN UNA CONCENTRACION DE, AL MENOS, 0,5 POR 100 EN PESO. EN BASE AL PESO DEL FENOL EMPLEADO. SE FILTRA EL MEDIO RESULTANTE, SE LAVA EL PRECIPITADO CON AGUA, SE SECA Y SE RECUPERA LA RESINA SECA RESULTANTE.
PROCEDIMIENTO PARA LA PRODUCCION DE LAMINADOS DECORATIVOS DE ALTA PRESION CONSOLIDADOS A TEMPERATURA Y PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1982). Clasificación: B32B29/00.
PROCEDIMIENTO PARA LA FABRICACION DE LAMINADOS DECORATIVOS TERMOFRAGUADOS. SE DESFIBRA MATERIAL CELULOSICO FIBROSO PRODUCIENDOSE FIBRAS DE LONGITUD ENTRE 0,5 Y 2,5 MM. EN PRESENCIA DE AIRE QUE FORMA UNA CORRIENTE AIRE-FIBRA. SE INCORPORAN EN ELLA PARTICULAS DE RESINA TERMOFRAGUABLE EN UN 20-30 POR 100, FORMANDOSE UNA CORRIENTE AIRE-FIBRA-RESINA. SOBRE UNA CINTA FORAMINADA SE FORMA UN DEPOSITO DE FIBRAS Y RESINA CON UN ESPESOR DE 5-100 MM. SE PRECONSOLIDAN LAS FIBRAS Y LA RESINA A UN ESPESOR DE 0,5-100 MM., FORMANDOSE ASI UN CONJUNTO PARA LAMINADO QUE CONSTA DE UNA CAPA DE DICHAS FIBRAS, UNA LAMINA DECORATIVA IMPREGNADA EN RESINA Y UNA LAMINA IMPREGNADA EN RESINA TERMOFRAGUABLE QUE SE CONSOLIDAN CON TEMPERATURAS Y PRESION PARA FABRICAR UN LAMINADO.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DECORATIVOS DE COLOR Y REALCE REGISTRADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1982). Clasificación: B44C1/24.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DECORATIVOS DE COLOR Y REALCE REGISTRADOS.CONSTA DE LAS SIGUIENTES ETAPAS: 1 SUPERPONER UN CONJUNTO DE LAMINAS QUE COMPRENDEN UN SUSTRATO RIGIDO, UNA HOJA DE DECORACION FIBROSA IMPREGNADA CON RESINA DE MELAMINA FORMALDEHIDO, UN A HOJA DE LENERACION Y UNA PRENSA-PLANCHA DE REALCE QUE TIENE UNA SUPERFICIE CON AREAS PROTUBERANTES Y DEPRIMIDAS CAPACES DE SER IMPRESAS EN, AL MENOS, LA HOJA DE LIBERACION. 2 CONSOLIDAR EL CONJUNTO POR CALOR Y PRESION. 3 ELIMINAR LA HOJA DE LIBERACION Y LA PRENSA-PLANCHA DE REALCE DEL LAMINADO RESULTANTE CUBIERTO DE TINTA.
PROCEDIMIENTO PARA LIBERAR LAMINADOS UNO DE OTRO EN UN PAQUETE PRENSADO CONSOLIDADO A CALOR Y PRESION.
(01/01/1982) PROCEDIMIENTO PARA SEPARAR LAMINADOS CONTENIDOS EN UN PAQUETE PRENSADO EN CALIENTE. SE PARTE DE UN CONJUNTO DE LAMINAS SINTETICAS TERMOESTABILIZANTES DE NUCLEOS FIBROSOS IMPREGNADAS CON RESINA, SUPERPUESTA EN GRUPOS DE DOS O MAS PILAS. SE SEPARAN DICHAS PILAS CON UNA LAMINA SEPARADORA QUE TIENE UNA HOJA DE PAPEL LIBRE DE RESINA DE FENOL-FORMADEHIDO, CON UNA ABSORCION DE AGUA MININA DE 200 SEGUNDOS. A UNO DE SUS LADOS DE LE AÑADE UN APRESTO DE UNA SAL SOLUBLE EN AGUA DE UN METAL ALCALINO O ALCALINO-TERREO, EN UNA CANTIDAD TAL QUE PROPORCIONE UN CONTENIDO DE SOLIDOS DE DICHA SAL SOBRE LA SUPERFICIE DE LA HOJA QUE VARIA ENTRE 0,001 Y EL 10 POR 100 EN PESO RESPECTO AL DE LA…
PROCEDIMIENTO PARA PRODUCIR LAMINADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1981). Clasificación: B30B15/06.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DE RECUBRIENTO. CONSISTE EN SUPERPONER UNA PLANCHA DE UNA PRENSA DE LAMINADO, UNA ALMOHADILLA, UNA HOJA DE LIBERACION, UN CONJUNTO DE LAMINADO IMPREGNADO CON RESINA TERMOESTABILIZANTE Y LA OTRA PLANCHA DE LA PRENSA. DESPUES SE APLICA CALOR A LAS PLANCHAS DE LA PRENSA Y SE PROCEDE AL PRENSADO HASTA LA ESTABILIZACION DE LAS RESINAS. LA ALMOHADILLA ESTA FORMADA POR DOS HOJAS CELULOSICAS Y UNA O VARIAS HOJAS TERMOPLASTICAS, CON UN PUNTO DE TRANSICION DE VIDRIO POR DEBAJO DE 100 GC Y UN PUNTO DE FUSION ALREDEDOR DE 125 GC. LAS HOJAS TERMOPLASTICAS, DE POLIPROPILENO, DE UN ESPESOR EN CONJUNTO SUPERIOR A 0,127 MM, ESTAN INTERCALADAS ENTRE LAS HOJAS CELULOSICAS, A BASE DE PAPEL DE KRAFT. DE APLICACION EN RECUBRIMIENTOS DE MESAS, TOCADORES, PAREDES, PUERTAS Y SIMILARES.
PROCEDIMIENTO DE FABRICACION DE LAMINADOS CONSOLIDADOS POR CALOR Y PRESION.
(16/05/1981) METODO DE FABRICACION DE LAMINADOS CONSOLIDADOS MEDIANTE CALOR Y PRESION. CONSISTE EN PREPARAR UN CONJUNTO DE CAPAS SUPERPUESTAS, COMPUESTO DE UNA CAPA DE NUCLEO CONSTITUIDA POR UN SUSTRATO AUTOSOPORTANTE INMPREGNADO CON UNA RESINA LAMINADORA TERMOESTABILIZANTE, GENERALMENTE FENOLICA; DE UNA CAPA ESTAMPADA FORMADA POR UNA HOJA INCOLORA DE PAPEL IMPREGNADA CON UNA PRIMERA RESINA TERMOESTABILIZANTE, GENERALMENTE DE MELAMINA-FORMALDEHIDO , Y DE UNA CAPA PIGMENTADA DEL MISMO TIPO QUE LA PRIMERA O COMPATIBLE CON ELLA, QUE SIRVE DE PROTECCION DEL CONJUNTO CONTRA EL DESGASTE ABRASIVO, DESGARRO, QUEMADURAS Y SIMILARES. EL CONJUNTO DE CAPAS SUPERPUESTAS SE COLOCA ENTRE LAS DOS PLACAS DE ACERO DE UNA…
PROCEDIMIENTO PARA PRODUCIR LAMINADOS CONSOLIDADOS POR CALOR Y PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1981). Clasificación: B32B31/20.
PROCEDIMIENTO PARA PRODUCIR LAMINADOS DECORATIVOS. UN CONJUNTO LAMINADO, FORMADO POR: UN SUSTRATO AUTOPORTANTE; UNA CAPA ESTAMPADA DE PAPEL DE ALFA CELULOSA OPACO, IMPREGNANDO CON UNA RESINA TERMIESTABILIZADA DE MELAMINA-FORMALDEHIDO , Y UN RECUBRIMIENTO SUPERFICIAL DE UNA RESINA DE MELAMINA-FORMALDEHIDO MODIFICADA CON ALCOHOL POLIVINILICO TOTALMENTE HIDROLIZADO, SE DISPONE ENTRE UNAS PLANCHAS DE ACERO INOXIDABLE PULIDAS, APLICANDO SUFICIENTE TEMPERATURA Y PRESION AL CONJUNTO LAMINADO PARA CURAR LAS RESINAS, RECUPERANDO FINALMENTE EL LAMINADO RESULTANTE.
PROCEDIMIENTO PARA PREPARAR UN LAMINADO DECORATIVO DE ALTA PRESION Y CON APARIENCIA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1979). Clasificación: B32B15/12.
Procedimiento para preparar un laminado decorativo de alta presión y con apariencia metálica, caracterizado porque comprende consolidar por medio de calor y presión, hasta lograr una estructura unitaria, un conjunto superpuesto que comprende: (i) una capa de núcleo que comprende una o una pluralidad de hojas de papel impregnado con resina termoenduredible; (ii) una capa superficial que comprende una hoja soporte de papel adhesivamente unida a una hoja metálica delgada que tiene un espesor no superior a 0,05 mm, con la hoja soporte de papel adyacente a la capa de núcleo.
PROCEDIMIENTO PARA PRODUCIR UN LAMINADO EN RELIEVE CON CONTRASTE EXACTO DE REGISTRO DE COLOR DE RELIEVE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1979). Clasificación: B32B29/00.
Procedimiento para producir un laminado en relieve con contraste exacto de registro de color y relieve, caracterizado porque comprende la fases de; consolidar por calor y presión un conjunto laminado que comprende, en relación superior puesta; un substrato que imparte rigidez, una hoja decorativa fibrosa impregnada con una primera resina termoestabilizante, una plancha de prensa formadora de relieve que tiene una superficie con áreas protuberantes y cóncavas capaz de ser imprimida en la parte superior de las hojas fibrosas y medios para evitar que la plancha formadora de relieve se pegue a la hoja decorativa durante la laminación, y una capa de una segunda resina termoestabilizante pigmentada dispuesta por encima del substrato , teniendo la segunda resina un flujo suficiente para provocar que la segunda resina fluya más que la primera resina; y eliminar la plancha de prensa formadora de relieve de los laminados resultantes y recuperar el laminado resultante.
PROCEDIMIENTO PARA PREPARAR RESINAS DE MELAMINA MODIFICADAS CON ELASTOMEROS.
Sección de la CIP Química y metalurgia
(01/01/1979). Clasificación: C07D513/04.
Procedimiento para preparar resinas de melamina modificadas con elastómeros, caracterizado porque comprende las etapas de: formar una solución acuosa de una resina de melamina / formaldehido, bajo condiciones ambientes de presión y temperatura; formar una emulsión acuosa, bajo condiciones ambientes de presión y temperatura, en presencia de un emulsionante y bajo fuerte agitación, de un compuesto elegido entre: (a) un copolímero de etileno/cloruro de vinilo que contiene de 0,5 a 7% en peso aproximadamente, basado en el peso total de (a), de grupos amida; y (b) una resina de poliuretano que contiene de 3 a 10% en peso aproximadamente, basado en el peso total de (b), de grupos carboxilo; mezclar con 2,5 a 30% en peso aproximadamente, basado en el peso de los sólidos de resina , de , con agitación, bajo condiciones ambientes de presión y temperatura, durante un periodo de tiempo de 3 a 15 minutos; y recuperar la emulsión resultante, a temperatura y presión ambientes.
PROCEDIMIENTO PARA PREPARAR PRODUCTOS RESINOSOS DE MELAMINAFORMALDEHIDO.
Sección de la CIP Química y metalurgia
(01/02/1977). Clasificación: C08G12/34.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA PRODUCCION DE LAMINADOS DECORATIVOS.
Sección de la CIP Química y metalurgia
(01/08/1972). Clasificación: C11D15/00, C11D9/04.
Resumen no disponible.
PROCEDIMIENTO PARA PRODUCIR UN LAMINADO CONSOLIDADO POR CALOR Y PRESION.
Sección de la CIP Química y metalurgia
(01/05/1971). Clasificación: C09J7/02, C09J7/04.
Resumen no disponible.
PROCEDIMIENTO PARA FABRICAR UN LAMINADO UNITARIO CONSOLIDADO POR CALOR Y PRESION.
Sección de la CIP Textiles y papel
(16/03/1971). Clasificación: D21H27/28.
Resumen no disponible.
(01/01/1971) 1. Recinto para ducha, caracterizado porque presenta una base rectangular cóncava para ducha que tiene una pestaña proyectada a lo largo de tres de sus cuatro costados, situándose la pestaña hacia atrás con respecto a las superficies internas de los costados de la base de la ducha; tres paneles que constituyen un panel posterior y dos paneles laterales, teniendo cada panel una superficie interna decorativa de un laminado de resina termoendurecible, teniendo el borde inferior de cada panel un canal embutido de dimensiones que se adaptan a las pestañas de los tres costados de la base de la ducha; proveyéndose al panel posterior en cada borde vestical de…
PROCEDIMIENTO PARA POSFORMAR UNA RESINA SINTETICA TERMOENDURECIBLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1970). Clasificación: B29G7/00.
Resumen no disponible.
{kind=link}