13 patentes, modelos y diseños de DEUTSCHE TAFELGLAS A. G. (DETAG)
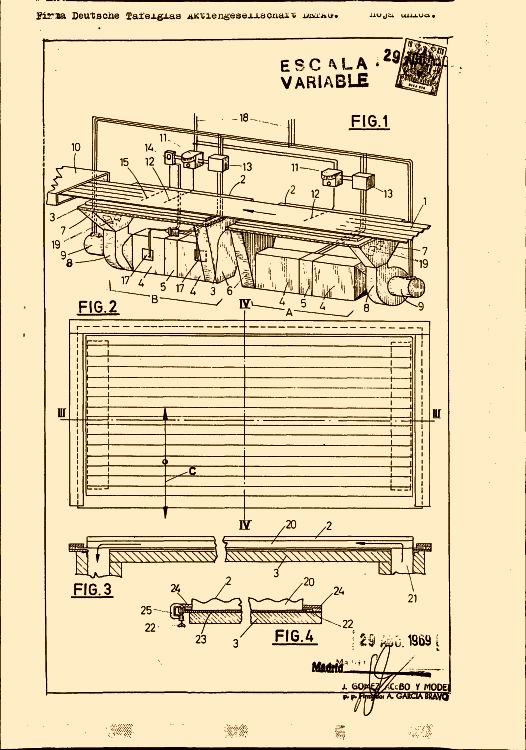
MESA MOLDEADORA CALENTADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1973). Ver ilustración. Clasificación: B29B13/02, B29C35/06, B29C53/24, B29C.
Mesa moldeadora calentada, para la fabricación de placas perfiladas de resina sintética endurecible, especialmente reforzadas de fibras de vidrio, cuya placa perfiladora forma la cobertura de un canal de agente de calefacción, caracterizado porque la mesa moldeadora se conecta a una calefacción de circulación de aire, y porque la placa perfiladora de la mesa moldeadora se sujeta en forma soltable al armazón de la mesa.
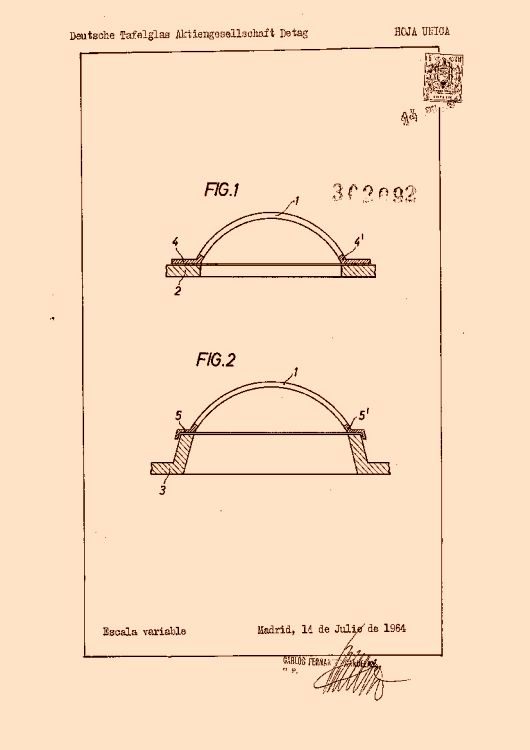
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE CUPULAS LUMINOSAS.
Sección de la CIP Química y metalurgia
(01/01/1965). Ver ilustración.
Resumen no disponible.
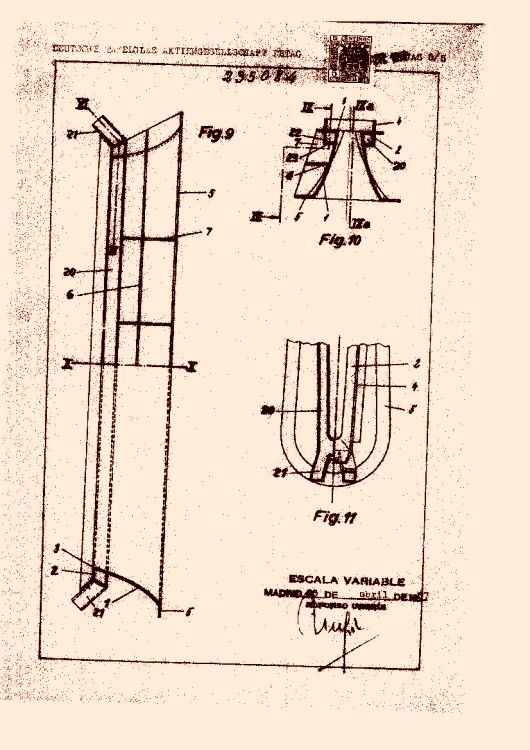
PROCEDIMIENTO Y DISPOSITIVO PARA EL CURVADO DE LUNAS DE CRISTAL.
Sección de la CIP Química y metalurgia
(01/12/1959). Ver ilustración. Clasificación: C03.
Procedimiento y dispositivo para el curvado de lunas de cristal en un molde curvador multipartido con una parte central fija y dos partes exteriores apoyadas oscilables entre sus extremoslas cuales se curvan con preferencia más fuertemente que la pared centralcaracterizado porque la luna de cristal se coloca primeramente sobre las dos partes exteriores del molde y allí se sujeta de modo que del molde no parten esfuerzos compresores actuantes en dirección al centro de la lunade modo que la luna se calienta y al alcanzar luego la temperatura par el curvadose apoyaal oscilar hacia dentro las dos partes exteriores del molde sobre la parte central de éste y finalmente al hundirse en el molde cerrado viene a apoyarse en la superficie moldeadora formada por todas las partes del molde.
PROCEDIMIENTO PARA EL AFINO DE SUPERFICIES DE VIDRIO FRENTE A LA ACCIÓN DE LÍQUIDOS, PRINCIPALMENTE AGUA, Y DE LA HUMEDAD CONTENIDA POR EL AIRE O EL GAS.
Sección de la CIP Química y metalurgia
(01/09/1959). Clasificación: C03C.
Método de abrir una estopa rizada de filamentos contínuos y desplazar los rizados de filamentos adyacentes fuera de coincidencia entre síque comprende las operaciones de hacer pasar la estopa a través de una tobera ranurada y someter la estopa dentro de la tobera ranurada a una corriente de gas que extiende la estopa a través de la tobera y causa el desplazamiento longitudinal de los filamentos unos con relación a otros.
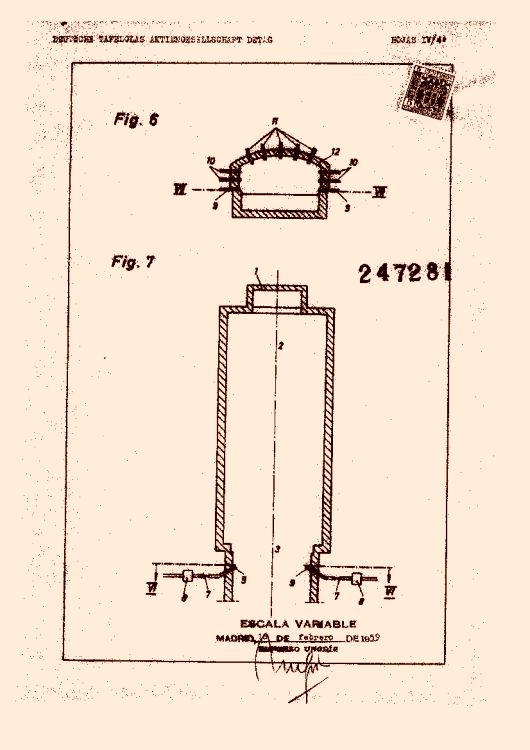
PROCEDIMIENTO PARA REVESTIR CON RECUBRIMIENTOS DE PROTECCIÓN LAS PIEZAS GUÍAS DE LOS SITIOS DE ENFRIAMIENTO DE LA PILA PARA FUNDICIÓN DEL VIDRIO, TALES COMO LAS TOBERAS, LOS FLOTADORES O PUENTE MOVIBLES.
Sección de la CIP Química y metalurgia
(01/07/1959). Ver ilustración. Clasificación: C03.
Procedimiento para revestir con recubrimientos de protección las piezas-guías de los sitios de enfriamiento de la pila para fundición del vidriotales como las toberaslos flotadores o puentes moviblescaracterizado por aplicarse recubrimientos de protección de óxidos del tercer y cuarto grupo del sistema periódicoparticularmente arcilla y óxido de circonioa las piezas-guias mediante inyección de llama.
PROCEDIMIENTO PARA LA REGULACIÓN DEL FLUJO DEL BAÑO DE VIDRIO Y DE LA TEMPERATURA DE LA FUNDICIÓN DEL VIDRIO EN LOS HORNOS EN FORMA DE TINA.
Sección de la CIP Química y metalurgia
(01/06/1959). Ver ilustración. Clasificación: C03.
Procedimiento para la regulación del flujo del baño de vidrio y de la temperatura de la fundición del vidrio en hornos en forma de tinacaracterizado porque entre la temperatura de fundición máxima y la temperatura de extracciónse conducen -preferentemente prescindiendo de flotadores y respectivamente o de la mampara (telón-pared)- en dirección transversal al eje longitudinal de la tinadesde un costadoo preferentemente desde los dos costadosgases incombustibles por encima del nivel del vidrio con tal presiónqeu se formarán corrientes de gas transversales qeu frenan la fundición del vidrio qeu fluye adelantesurtiendo el efecto de que se conducirá vidrio más limpio al punto de extracción.
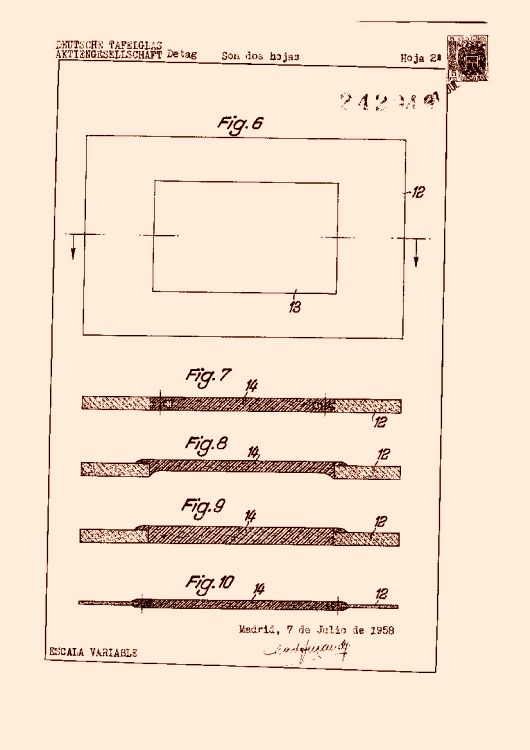
PROCEDIMIENTO PARA LA PRODUCCIÓN DE PLACAS DE SUSTANCIA ARTIFICIAL.
Sección de la CIP Construcciones fijas
(01/05/1959). Ver ilustración. Clasificación: E04C.
Procedimiento para la producción de placas de sustancia artificial, caracterizado porque una hoja o placa reforzada con fibras de cristal y todavía no completamente polimerizada, hecha de una sustancia artificial que se contrae al polimerizarse totalmente, como una resina de poliéster, o los productos de partida para la producción de una hoja o placa de esta clase, o sea, una manta o tejido impregnado de resina de poliéster que se contrae al endurecerse, hecho de fibra de cristal, se polimerizan totalmente con un marco de por sí rígido, o marco metálico, de tal modo que se obtiene la unión del marco y de la hoja o placa de sustancia artificial, quedando la hoja o placa sujeta bien estirada en el marco a modo de un pellejo de tambor.
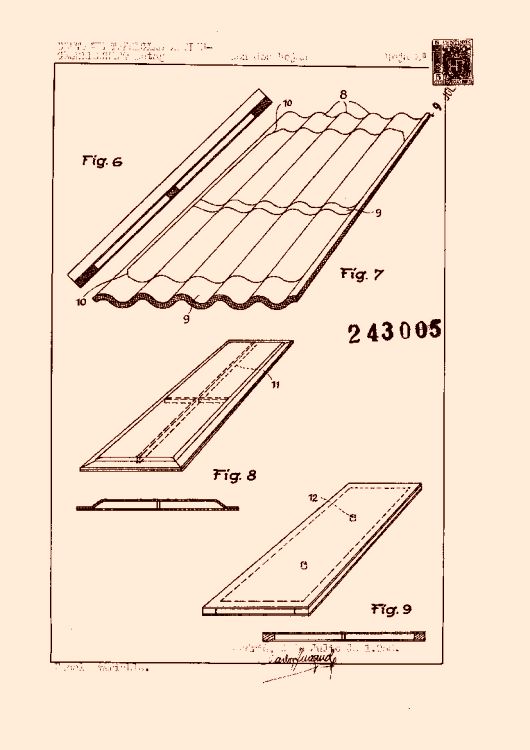
PROCEDIMIENTO PARA LA PRODUCCIÓN DE LUNAS MÚLTIPLES FORMADAS POR LUNAS TRANSPARENTES UNIDAS ENTRE SI POR EL BORDE.
Sección de la CIP Química y metalurgia
(16/12/1958). Ver ilustración. Clasificación: C03.
Procedimiento para la producción de lunas múltiples formadas por lunas transparentes unidas entre sí por el borde, caracterizado porque al menos una de las lunas se compone de una lámina de poliéster delgada y reforzada con fibra de cristal y con un espesor de por ejemplo 0¿9 hasta 1,2 mm y porque la rigidez necesaria de la luna múltiple se obtiene gracias a sujetar la lámina de poliéster reforzada con fibra cristalina, gracias por ejemplo a unirla con un marco preferentemente de sustancial artificial o gracias a unirla con una tabla de sustancia artificial termoplástica rígida acodada o provista de un marco, o gracias finalmente al acodamiento o a otro perfilado de la luna o de las lunas mismas de poliéster.
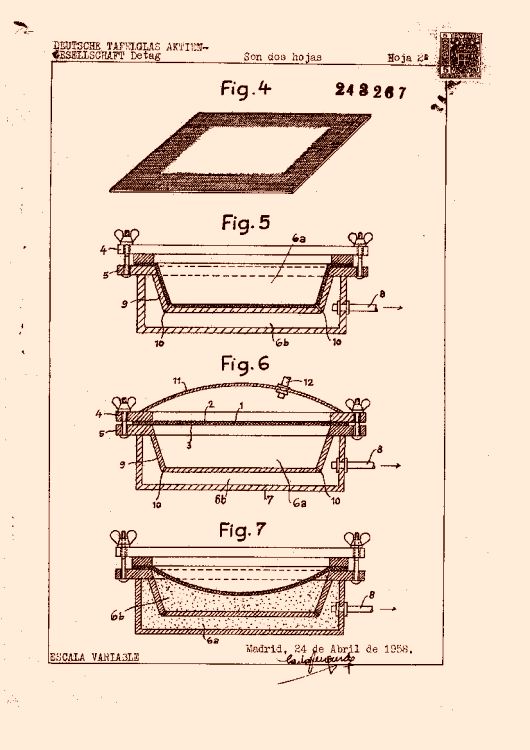
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCIÓN DE CUERPOS MOLDEADOS DE SUSTANCIAS ARTIFICIALES DURO PLÁSTICAS REFORZADAS, ESPECIALMENTE DE POLIESTERES REFORZADOS CON FIBRA DE CRISTAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1958). Ver ilustración. Clasificación: B29.
Procedimiento para la producción de cuerpos moldeados de sustancias artificiales duroplásticas reforzadas especialmente de poliésteres reforzados con fibra de cristal caracterizado porque antes del moldeado propiamente tal, el material de refuerzo se impregna primeramente de resina artificial, en estado plano, o sea por ejemplo como una placa o como un tejido de fibra cristalina, y se dispone entre dos hojas, después de lo cual el material de refuerzo impregnado juntamente con las hojas que lo encierran se moldea o deforma bajo depresión o sobrepresión y la sustancia artificial se acaba luego de endurecer por lo menos parcialmente en el cuerpo así moldeado.
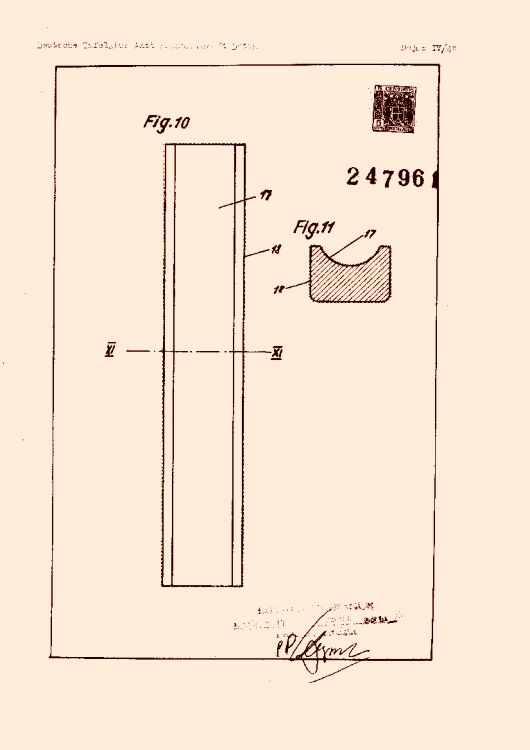
TAVERA DE ACERO PARA EL ESTRIADO DE VIDRIO PLANO Y PROCEDIMIENTO PARA SU UTILIZACION.
Sección de la CIP Química y metalurgia
(16/11/1957). Ver ilustración. Clasificación: C03B.
Resumen no disponible.
MEJORAS EN TOBERAS, EN PARTICULAR DE MATERIAL CERÁMICO PARA ESTIRADO DE VIDRIO PLANO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1957). Clasificación: B05B.
Mejoras en las toberas, en particular de material cerámico, para estirado de vidrio plano, caracterizadas porque su sección de paso, formando al mismo tiempo un labio sobresaliente en la sección de salida de la tobera está ensanchada en las superficies envolventes de la tobera situadas debajo de dicho labio, y porque el labio de la tobera, formando de paso un rebajo agudo, enlaza con la sección ensanchada de la misma.
PROCEDIMIENTO Y DISPOSITIVO PARA DISMINUIR LAS ONDULACIONES DE UNA HOJA DE VIDRIO OBTENIDA POR ESTIRADO CONTINUO DE VIDRIO FUNDIDO.
Sección de la CIP Química y metalurgia
(01/06/1957). Ver ilustración. Clasificación: C03.
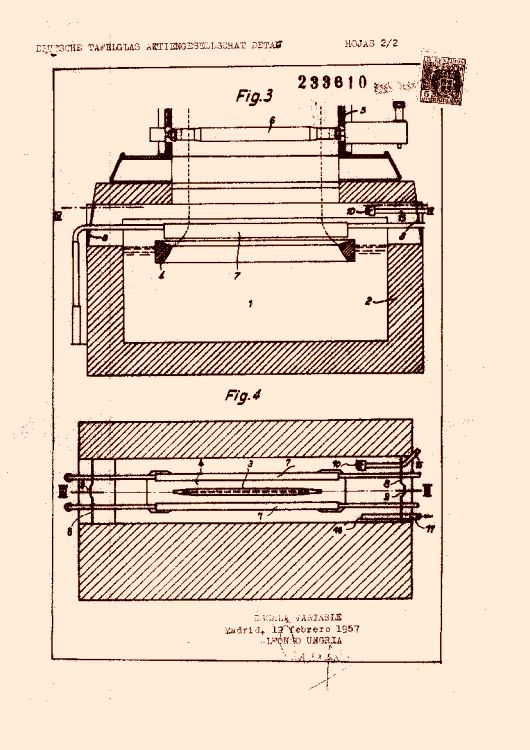
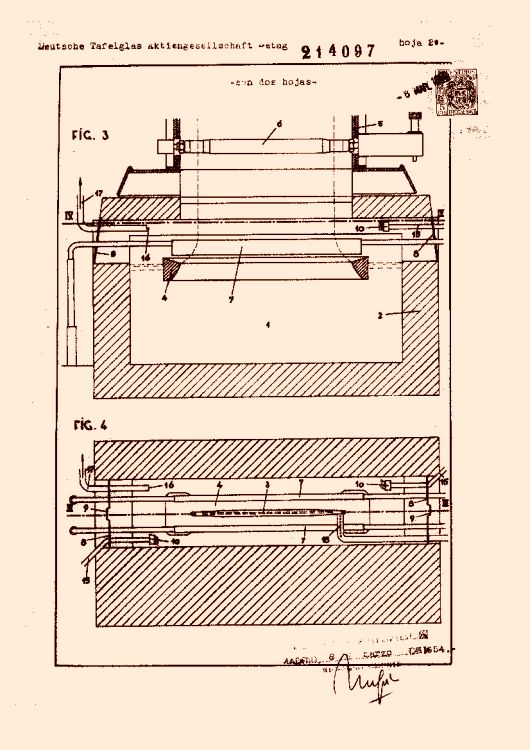
Mejoras en el objeto de la Patente de Invención nº 214097 para "procedimiento y dispositivo para disminuir las ondulaciones de una hoja de vidrio obtenida por estirado continuo de vidrio fundido", caracterizadas porque en particular en el procedimiento Fourcault, que comprende convenientemente la elevación de la temperatura de los gases que entran en la cámara de estirado, a más de 250º y preferentemente al menos a la temperatura media en dicha cámara, los gases previamente calentados son dirigidos únicamente hacia un lado de la lámina de vidrio en la cámara en cuestión, de manera que después de pasar rozando este lado, circulen alrededor del borde de la lámina situado en el lado opuesto de esta cámara de estirado y vuelvan hacia el otro lado de la lámina en dirección contraria.
UN PROCEDIMIENTO Y DISPOSITIVO PARA DISMINUIR ONDULACIONES DE UNA HOJA DE VIDRIO OBTENIDA POR ESTIRADO CONTINUO DE VIDRIO FUNDIDO.
Sección de la CIP Química y metalurgia
(01/06/1955). Ver ilustración. Clasificación: C03.
Procedimiento para disminuir las ondulaciones de una hoja de vidrio obtenida por estirado continuo de vidrio fundido, especialmente por el procedimiento de fourcault, por introducción transversal con respecto a la dirección de estirado, de ambos lados de la hoja de vidrio, de un gas precalentador por uno o ambos lados estrechos de la cámara, de estirado en corriente de un solo sentido o en contracorriente, caracterizado por el hecho de que los gases que se introducen en la cámara de estirado son calentados a mas de 250º y convenientemente por lo menos a la temperatura media del gas en la cámara de estirado.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}