PROCEDIMIENTO PARA LA PRODUCCION DE UNA ALEACION DE ACERO SINTERIZADA.
Sección de la CIP Química y metalurgia
(01/12/1976). Clasificación: C22C1/04.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1976). Clasificación: C22C1/04.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1976). Clasificación: C22C1/04.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1976). Clasificación: C22C38/36.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/12/1976). Clasificación: C22C.
Resumen no disponible.
Sección de la CIP Electricidad
(01/10/1976). Clasificación: H01F7/13.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/09/1976). Clasificación: C22C1/04.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/09/1976). Clasificación: C22C38/32.
Resumen no disponible.
Sección de la CIP Electricidad
(01/09/1976). Clasificación: H01F7/02.
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/12/1964). Ver ilustración. Clasificación: F23, F24.
Resumen no disponible.
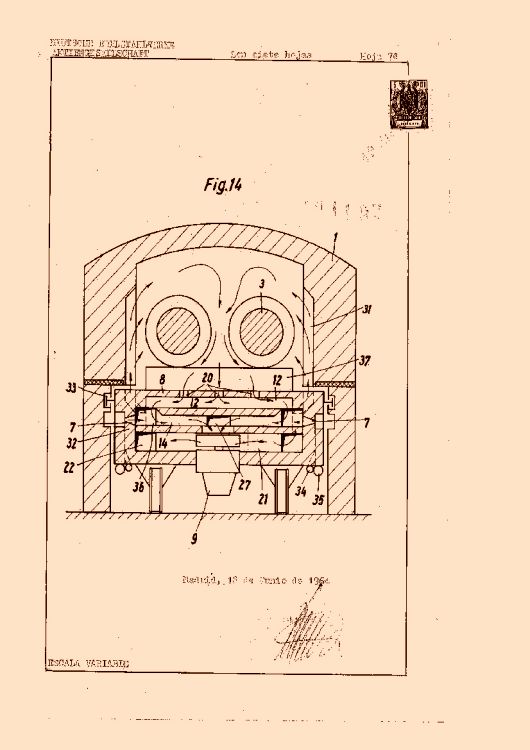
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/1961). Ver ilustración. Clasificación: F27B.
Perfeccionamientos en los hornos de recocer continuos, caracterizados porque existen canales de presión desde el conducto de evacuación común de gas de escape hasta cada zona del horno, por medio de los cuales entra en cada una de las zonas de recocido una corriente regulable de humos de combustión calentados eventualmente, en caso dado, por más quemadores regulables.
{kind=link}
{kind=link}