HIDROCONFORMACION DE UNA PREFORMA TUBULAR CON UNA SECCION TRANSVERSAL OVAL Y APARATO DE HIDROCONFORMACION.
(01/10/2003) Un aparato para conformar una preforma tubular metálica en forma de miembro tubular metálico alargado que tiene una sección transversal sustancialmente en forma de caja a lo largo de una extensión del mismo, comprendiendo dicho aparato: un conjunto de molde, que comprende una estructura de molde superior móvil, y una segunda estructura de molde; siendo dichas estructuras de molde cooperantes para definir una cavidad de molde que tiene una configuración en sección transversal en forma de caja cerrada; unas estructuras de afianzamiento situadas en los extremos opuestos de dicha cavidad de molde, y construidas y dispuestas para afianzar,…
CONJUNTO OSCILANTE PARA HACER PIVOTAR UNA MATRIZ DE CORTE.
(01/08/2003) Un conjunto oscilante para hacer pivotar una matriz de corte que está construida y configurada para cortas piezas a partir de material de plancha, comprendiendo el mencionado conjunto: una estructura de soporte de una matriz que pivota alrededor de un eje de pivotado, en la que la mencionada estructura de soporte de la matriz está construida y configurada para recibir y soportar la mencionada matriz de forma que el mencionado material de plancha puede ser suministrado dentro de la mencionada matriz en una dirección de avance de suministro; un conjunto de accionamiento giratorio reversible que tiene un eje…
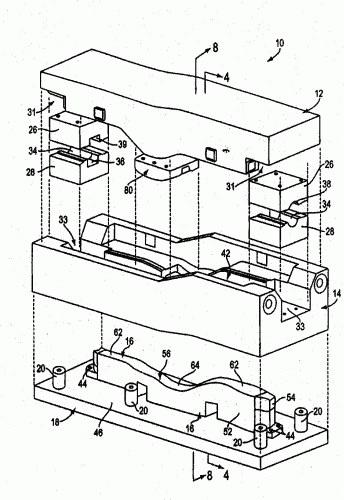
MONTAJE DE MATRIZ DE HIDROCONFORMACION Y PROCEDIMIENTO PARA CONFORMAR TUBOS SIN PRESIONES MUY LOCALIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2003). Ver ilustración. Inventor/es: HORTON, FRANK, A., JANSSEN, ANDREAS, G., CROSS, JAMES, M. Clasificación: B21D26/02.
UN MONTAJE DE MATRIZ CON ESTRUCTURAS DE MATRIZ QUE PUEDEN COOPERAR, PARA DEFINIR UNA CAVIDAD DE MATRIZ EN LA QUE PUEDE DISPONERSE UNA PIEZA TUBULAR METALICA. UNA PRIMERA ESTRUCTURA DE MATRIZ ES DESPLAZABLE PARA HERMETIZAR LA CAVIDAD DE MATRIZ, Y DESPUES DE QUE ESTE HERMETIZADA LA CAVIDAD DE MATRIZ, SE PUEDEN DESPLAZAR LA PRIMERA Y LA SEGUNDA ESTRUCTURAS DE MATRIZ, PARA REDUCIR EL AREA DE LA SECCION TRANSVERSAL DE LA CAVIDAD DE MATRIZ, Y DEFORMAR ASI LA PIEZA TUBULAR METALICA DENTRO DE LA CAVIDAD DE MATRIZ.
MIEMBRO DE BASTIDOR PARA VEHICULO CON PARTE DE MONTAJE AMORTIGUADOR Y PROCEDIMIENTO DE FABRICACION DE DICHA PARTE.
(16/04/2003) Un procedimiento para fabricar un elemento de bastidor para vehículos a motor que tiene una parte de montaje amortiguador cuyo procedimiento consiste en: disponer una pieza en bruto tubular en bruto (T) en una cavidad de moldeo de una matriz hidroformadora , teniendo dicha matriz unas superficies interiores que definen la cavidad de moldeo y un elemento de embutición que puede moverse alternativamente hacia dentro y hacia fuera con respecto a dicha cavidad ; suministrar un fluido hidroformador sustancialmente incompresible en el interior de dicha pieza en bruto tubular (T); presurizar dicho fluido para dilatar dicha pieza en bruto tubular (T) contra las superficies interiores que definen…
ENSAMBLAJE DE CASQUILLO AUTOEXTRUIDO Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
(16/04/2003) Un procedimiento para montar un casquillo en un elemento metálico, comprendiendo dicho procedimiento: proporcionar un elemento metálico que tiene unas superficies opuestas primera y segunda con un espesor entre dichas superficies relativamente pequeño en comparación con el área de dichas superficies, formar en dicho elemento metálico una abertura para el alojamiento de un casquillo, estando definida dicha abertura por una parte de borde anular que rodea a dicha abertura; colocar un casquillo adyacente a dicha primera superficie opuesta y caracterizado por introducir forzadamente dicho casquillo a través de dicha abertura en un sentido de avance del casquillo tal que dicho casquillo encaje en dicha parte de borde anular…
METODO PARA FABRICAR UNA RUEDA METALICA DE VEHICULO EN UNA SOLA PIEZA.
(01/04/2003) UN METODO MEJORADO PARA LA FABRICACION DE UNA RUEDA PARA UN VEHICULO A PARTIR DE UNA BANDA METALICA LAMINAR DE UNA SOLA PIEZA EN EL QUE SE UTILIZA UNA MATRIZ DE TRANSFERENCIA DE NUEVE ESTACIONES. EN UNA PRIMERA ESTACION SE ESTIRA UNA BANDA METALICA LAMINAR HASTA FORMAR UNA PARED CON FORMA BOMBEADA , UNA PARED CILINDRICA EXTERIOR , UN PRIMER CONTORNO Y UNA PRIMERA PARED LATERAL . EN LA SEGUNDA ESTACION SE ESTIRA AL CONTRARIO LA PARED CON FORMA BOMBEADA PARA FORMAR UN CUBO Y UNA PARED INTERIOR , Y SE PERFORA UN AGUJERO DE VALVULA EN EL PRIMER CONTORNO. EN LA TERCERA ESTACION SE APLANA EL CUBO DE MODO QUE QUEDE SUSTANCIALMENTE PERPENDICULAR…
MATRIZ DE EMBUTICION CON ESTIRADO Y PROCEDIMIENTO.
(16/02/2003) Un conjunto de matriz para el estampado por embutición de una chapa metálica en una prensa que comprende: una estructura de la matriz superior y una estructura de la matriz inferior , cada una construida y dispuesta para ser montada en una prensa para el desplazamiento recíproco entre ellas, teniendo dicha estructura de la matriz superior y dicha estructura de la matriz inferior superficies complementarias de estampado para el estampado de chapa metálica con una configuración deseada, un conjunto de sujeción que tiene una superficie de sujeción superior en dicha estructura de la matriz superior y una superficie…
PRENSA DE CONFORMACION HIDRAULICA A ALTA PRESION.
(16/01/2003) Un aparato para conformar hidráulicamente una pieza en bruto metálica tubular tiene una estructura de troquel , una fuente fluida de conformado hidráulico, una estructura de acoplamiento de extremo de tubo accionado hidráulicamente, una estructura de intensificación de la presión accionada hidráulicamente y una única fuente de energía hidráulica . La estructura de acoplamiento del extremo del tubo obtura extremos opuestos de la pieza en bruto metálica tubular (T) en la mencionada cavidad de troquel y puede moverse para comprimir longitudinalmente la pieza en bruto metálica tubular (T). La estructura de acoplamiento de extremo de tubo recibe un fluido de conformado hidráulico desde la mencionada fuente de fluido de conformado hidráulico. La estructura de intensificación de la…
CONJUNTO DE CUNA DE SOPORTE.
(01/12/2002) ESTRUCTURA DE BASTIDOR UTILIZADA FORMANDO UN CONJUNTO DE BASTIDOR PARA EL BASTIDOR DE UN VEHICULO A MOTOR QUE TIENE UN ELEMENTO DE BASTIDOR TUBULAR QUE DISPONE DE ABERTURAS ALINEADAS EN SUS PAREDES Y UN MANGUITO RECEPTOR Y FIJADOR QUE SE EXTIENDE ENTRE LAS ABERTURAS ALINEADAS . EL MANGUITO RECEPTOR DE FIJACION TIENE UN EXTREMO SOLDADO ANULARMENTE A LA SUPERFICIE INTERIOR DE UNA PARED Y QUE RODEA A UNA DE LAS ABERTURAS ALINEADAS Y SE EXTIENDE A TRAVES DE UNA ABERTURA OPUESTA DE DICHAS ABERTURAS ALINEADAS DE MANERA QUE UN EXTREMO OPUESTO DE DICHO MANGUITO RECEPTOR DE FIJACION ESTA DISPUESTO HACIA FUERA CON RESPECTO…
Espaciador de panel soldado en proyección y método de fabricación del mismo.
(16/10/2002) Un método para la fabricación de un conjunto espaciador, que comprende: laminar con rodillos una porción de metal en láminas en una configuración tubular, de tal manera que los dos bordes opuestos de dicha porción de metal en láminas se disponen en relación adyacente paralela, estando provista dicha configuración tubular con una pluralidad de proyecciones formadas en una tercera porción de borde de dicho metal en láminas; colocar dicha porción de metal en láminas laminada con rodillos y un elemento de base de metal , al que debe soldarse dicha porción laminada con rodillo de metal en láminas, en un aparato de soldadura de descarga que tiene una pareja de electrodos , de tal manera que las proyecciones de dicha porción de metal en láminas…
Una parte tubular en ángulo hidroformada, y método y aparato para fabricación de la misma.
(01/09/2002) Un método de hidroformación de una parte tubular en ángulo que tiene porciones con primero y segundo ejes dispuestos en un ángulo de al menos 30 , que comprende: disponer una pieza bruta tubular metálica en ángulo dentro de una cavidad de troquel en ángulo generalmente correspondiente, teniendo dicha pieza bruta tubular una superficie exterior, donde en una porción en ángulo de dicha pieza bruta tubular, dicha superficie exterior tiene una porción superficial cóncava y una porción superficial convexa sobre los lados generalmente opuestos de dicha pieza tubular; sellar los extremos opuestos de la pieza bruta tubular; proporcionar fluido de alta presión a un interior de dicha pieza bruta tubular;…
LAMINADO DE PERFILES UTILIZANDO TECNOLOGIA DE SEPARACION.
(01/07/2002) SE SUMINISTRA UN METODO PARA FORMAR POR LAMINACION UNA ESTRUCTURA DE VIGA EN I QUE TIENE UN ALMA Y UN PAR DE ALAS OPUESTAS EN CADA EXTREMO DEL ALMA. EL METODO INCLUYE LOS PASOS DE SUMINISTRAR UN DESBASTE PLANO DE ESPESOR GENERALMENTE IGUAL AL ESPESOR DEL ALMA DE LA VIGA EN I A FORMAR. EL DESBASTE TIENE UN EJE LONGITUDINAL, UNA PARTE CENTRAL Y EXTREMOS OPUESTOS. CADA UNO DE LOS EXTREMOS DEL DESBASTE SE HIENDE A LO LARGO DEL EJE LONGITUDINAL PARA FORMAR UNA PRIMERA Y UNA SEGUNDA PARTES DE ALA EN CADA UNO DE LOS EXTREMOS. CADA UNA DE LA PRIMERA Y LA SEGUNDA PARTES DE ALA TIENE UN BORDE ORIENTADO EN DIRECCION OPUESTA A LA PARTE CENTRAL. LAS PARTES DE ALA SE DOBLAN ENTONCES ALREDEDOR DEL EJE LONGITUDINAL MOVIENDO CADA UNO DE LOS BORDES EN DIRECCION A LA PARTE CENTRAL PARA FORMAR UNA MASA DE MATERIAL EN CADA UNO DE LOS EXTREMOS…
Bastidor tridimensional hidroformado y método de fabricación del mismo.
(16/05/2002) Un bastidor tridimensional para un automóvil, que comprende: primero y segundo carriles laterales inferiores espaciados lateralmente, que se extienden longitudinalmente; una estructura de conexión que se extiende lateralmente, construida y dispuesta para espaciar dichos carriles inferiores uno con respecto al otro en relación generalmente paralela entre sí; y una pareja de elementos longitudinales superiores tubulares, hidroformados , estando definido cada uno de ellos por una pared metálica tubular deformada hacia fuera, de forma irregular, fijada a una configuración superficial exterior irregular predeterminada,…
Troquel de estampación por embutición para el estampado de paneles de carrocería para automóviles.
(16/01/2002) Un conjunto de troquel para la estampación por embutición de metal en láminas en una prensa para la formación de un panel de carrocería exterior para un automóvil, comprendiendo el conjunto de troquel: un primer conjunto de troquel , que incluye una primera estructura de troquel central construida y dispuesta para acoplarse con una superficie del metal en láminas durante una operación de estampación, incluyendo adicionalmente el primer conjunto de troquel una estructura de sujeción periférica móvil que se puede mover con respecto a la primera estructura de troquel y que está construida y dispuesta para acoplarse con una primera porción periférica del metal en láminas; un segundo conjunto de troquel , que incluye una segunda estructura de troquel que tiene una superficie de estampación central construida y dispuesta para acoplarse…
(01/04/2001) UN CONJUNTO DE CHASIS PARA UN VEHICULO A MOTOR FORMADO POR UN PAR DE LARGUEROS LATERALES SEPARADOS ENTRE SI, UN TRAVESAÑO DELANTERO Y UN TRAVESAÑO TRASERO . EL TRAVESAÑO DELANTERO ESTA UNIDO A LOS EXTREMOS DELANTEROS DE LOS LARGUEROS LATERALES. EL TRAVESAÑO TRASERO SE EXTIENDE ENTRE LOS EXTREMOS TRASEROS DE LOS LARGUEROS LATERALES. LOS MIEMBROS DEL CHASIS ESTAN FORMADOS A PARTIR DE PIEZAS BRUTAS METALICAS TUBULARES SOMETIDAS A UN PROCESO HIDRAULICO DE CONFORMACION SEGUN EL CUAL A CADA PIEZA BRUTA SE LE APLICA PRESION INTERNA PARA QUE SE DILATE RADIALMENTE, DE MANERA QUE LOS MIEMBROS DEL CHASIS TIENEN UNA CONFIGURACION PERIFERICA MODIFICADA RESPECTO A LA…
CONJUNTO DE CHASIS EN ESCALERA PARA UN VEHICULO A MOTOR.
(16/11/1998) UN MONTAJE DE UN ARMAZON DE RAILES PARA UN VEHICULO A MOTOR COMPRENDE UN MODULO DE ARMAZON TRASERO CON UN PAR DE ELEMENTOS DE RAIL DEL ARMAZON TRASERO GENERALMENTE PARALELOS INTERCONECTADOS POR UN MONTAJE DE ELEMENTOS TRANSVERSALES TRASEROS. UN MODULO DE ARMAZON CENTRAL INCLUYE UN PAR DE ELEMENTOS DE RAIL DEL ARMAZON CENTRAL GENERALMENTE PARALELOS INTERCONECTADOS POR UN MONTAJE DE ELEMENTOS TRANSVERSALES CENTRALES. CADA UNO DE LOS ELEMENTOS DEL ARMAZON CENTRAL TIENEN UNA CONFIGURACION DE LA SECCION TRANSVERSAL GENERALMENTE EN FORMA DE LETRA U QUE INCLUYE UNA PORCION DE PARED DE BASE VERTICAL Y UN PAR DE PORCIONES DE PARED HORIZONTAL GENERALMENTE PARALELOS QUE SE EXTIENDEN DESDE LOS EXTREMOS OPUESTOS DE LA PORCION DE PARED DE BASE. LOS ELEMENTOS DEL ARMAZON CENTRAL EN FORMA DE U ESTAN CADA UNO TORCIDOS ENTRE DOS POSICIONES SEPARADAS Y UNA DE LAS…
{kind=link}