8 patentes, modelos y diseños de AUTOMATION INDUSTRIES, INC.
UN EQUIPO DE ENSAYO ULTRASONICO.
Sección de la CIP Física
(01/09/1983). Clasificación: G01N29/00.
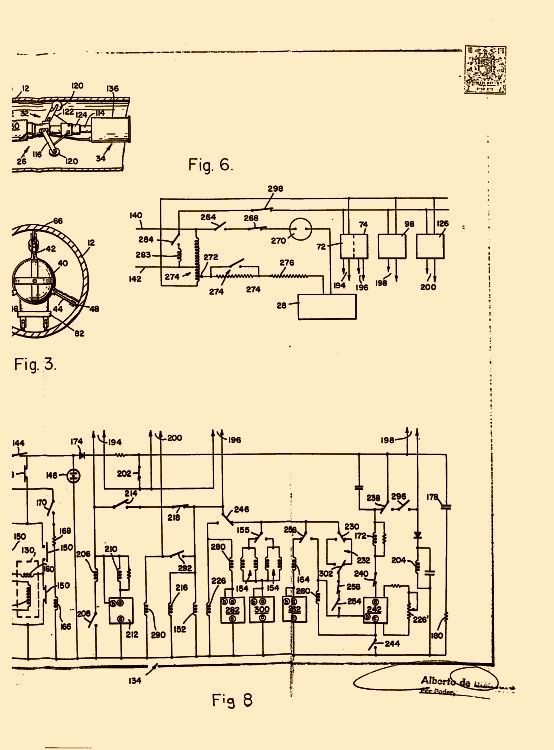
METODO Y APARATO DE ENSAYO AUTOMATICO ULTRASONICO DE CARRILES DE VIA FERROVIARIA. EL APARATO CONSTA DE UNA UNIDAD EXPLORADORA MOVIL A LO LARGO DE UNA PIEZA ALARGADA DE TRABAJO; DE UNA PLURALIDAD DE TRANSDUCTORES ULTRASONICOS SITUADOS DENTRO DE DICHA UNIDAD EXPLORADORA, LOS CUALES DIRIGEN ENERGIA ELTRASONICA AL INTERIOR DE DICHA PIEZA DE TRABAJO Y RECIBEN DE ELLA ECOS ULTRASONICOS; DE MEDIOS PARA PRODUCIR UNA SERIE DE IMPULSOS DE RELOJ; DE MEDIOS PARA EL RECUENTO DE DICHOS IMPULSOS DE RELOJ; DE UNA UNIDAD DE MEMORIA PROVISTA DE UNA PLURALIDAD DE POSICIONES DE DIRECCION; Y DE MEDIOS QUE RESPONDEN A LOS IMPULSOS DE SEÑAL PROCEDENTES DE LOS TRANSDUCTORES.
APARATO PARA INSPECCION ULTRASONICA DE UN CARRIL FERROVIARIO.
Sección de la CIP Física
(01/06/1983). Clasificación: G01N29/00.
APARATO PARA LA INSPECCION ULTRASONICA AUTOMATICA DE CARRILES DE VIA FERROVIARIA QUE TENGAN PARTES DE CABEZA, ALMA Y BASE. CONSTA DE UN PRIMER TRANSDUCTOR (O ) UBICADO DE MANERA QUE DIRIJA ENERGIA ULTRASONICA HACIA EL INTERIOR DE LA CABEZA DE DICHO CARRIL, APROXIMADAMENTE EN SU LINEA CENTRAL Y EN UN ANGULO, RESPECTO A LA LINEA CENTRAL, TAL QUE DICHA ENERGIA DESCRIBA UN CAMINO DE FORMA DE Z CON REFLEJOS DESDE CADA LADO DE DICHA CABEZA, SALIENDO DE LA CABEZA APROXIMADAMENTE EN SU LINEA CENTRAL; Y DE UN SEGUNDO TRANSDUCTOR (O ) UBICADO DE MANERA QUE PUEDA RECIBIR LA ENERGIA ULTRASONICA QUE SALE DEL CARRIL A TRAVES DEL CAMINO EN FORMA DE Z.
(01/12/1980) 1.Una manguera flexible unida helicoidalmente, que comprende: (a) primero y segundos alambres helicoidales paralelos dispuestos en una manera de doble paso alternándose entre sí sucesivas espiras, (b) una tira interior de material plástico envuelta helicoidalmente alrededor de dichos alambres y que es más ancha que el doble paso de cada alambre, solapándose porciones de borde delanteras y traseras de la tira interior sobre espiras del primero de dichos alambres y (c) una tira exterior de material plástico envuelta helicoidalmente alrededor de dicha tira interior de material plástico y que es más ancha que el doble del paso de cada alambre superponiéndose porciones de bordes delanteras y traseras de la tira exterior sobre espiras del segundo de dichos alambres. 2.Una manguera flexible, de acuerdo con la reivindicación 1, en que una pluralidad de cordones…
APARATO DE MANDRIL MEJORADO DE LONGITUD DEFINIDA, DOTADO DE AVANCE CONTINUO, PARA FABRICAR ARTICULOS DE LONGITUD INDEFINIDA, PARTICULARMENTE TUBERIA FLEXIBLE.
(01/09/1980) Aparato de mandril mejorado de longitud definida, dotado de avance continuo, para fabricar artículos de longitud indefinida, particularmente tubería flexible, que incluye un bastidor y un núcleo de mandril tubular susceptible de girar axialmente con respecto al bastidor y medios de propulsión para hacer girar el núcleo, caracterizado por la mejora que comprende (a) una pluralidad de correas en bucle cerrado, cada una de las cuales tiene porciones envueltas helicoidalmente alrededor de dicho núcleo en una manera de paso múltiple definiendo sus espiras una superficie de mandril, con lo cual cuando el núcleo es hecho girar se impulsan espiras adicionales de dichas correas sobre un extremo de dicho núcleo; (b) medios de alimentación sobre…
UN METODO CONTINUO DE FABRICAR TUBERIA FLEXIBLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1980). Clasificación: B29C53/74.
Un método continuo de fabricar tubería flexible unida helicoidalmente de longitud indefinida a partir de al menos un elemento de unión prolongado en donde una superficie de mandril circunferencialmente completa y alargada es formada continuamente, trasladada continuamente en una dirección longitudinal y hecha girar, aplastada continuamente en el extremo de la misma que es delantero en relación con la dirección de traslación, .y repuesta continuamente en el extremo de la misma que es trasero en relación con dicha dirección de traslación, y el elemento de unión prolongado es aplicado continuamente adyacentemente al extremo trasero de la superficie de mandril de manera tal que avanza continuamente desde el extremo delantero de la superficie de mandril en la forma de dicho articulo.
PROCEDIMIENTO PARA PRODUCIR UNA LAMINA FLEXIBLE Y ESTIRABLE EN MULTIPLES DIRECCIONES.
Sección de la CIP Química y metalurgia
(01/01/1977). Clasificación: C08L23/28.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN CALDERAS DE TUBOS CON ALETAS, DE HIERRO COLADO, MODULARES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/1976). Clasificación: F24H1/40.
Resumen no disponible.
UNA INSTALACION PARA INSPECCIONAR LAS SOLDADURAS REALIZADAS EN UNA TUBERIA.
Sección de la CIP Física
(16/10/1974). Ver ilustración. Clasificación: G01M3/00.
Resumen no disponible.
{kind=link}