23 patentes, modelos y diseños de A.K. TECHNICAL LABORATORY, INC.,
Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado.
(08/05/2019) Método para moldear un recipiente utilizando una máquina de moldeo por inyección, estirado y soplado , incluyendo la máquina de moldeo por inyección, estirado y soplado : una placa de apriete que es guiada por un tirante montado sobre una placa de base inferior para poder moverse hacia arriba y hacia abajo en una dirección vertical de la máquina de moldeo por encima de la placa de base inferior ; una placa de base intermedia que es guiada por el tirante para poder moverse hacia arriba y hacia abajo en la dirección vertical de la máquina de moldeo por debajo de la placa de apriete ; un plato rotatorio que está sujeto debajo de la placa base intermedia de una manera libremente rotatoria, teniendo el plato rotatorio una dirección de eje de rotación que coincide con la dirección vertical de la máquina de moldeo, teniendo…
Preforma para botella moldeada por soplado y estirado.
(18/07/2012) Preforma para una botella de plástico producida mediante moldeo por inyección, soplado y estirado, quecomprende:
una sección de cuerpo cilíndrico ;
una sección de cuello contigua a una parte superior de la sección de cuerpo cilíndrico ; y
una sección de fondo contigua a una parte inferior de la sección de cuerpo cilíndrico ,
incluyendo la sección de fondo :
una parte central de superficie de fondo (13a) con un diámetro (d) menor que el diámetro interior(D) de la sección de cuerpo cilíndrico y un espesor (t2) menor que el espesor (t1) de la sección de cuerpocilíndrico;
una parte que forma la superficie del fondo de la botella (13b) formada por doblamiento, en unaposición en altura (h), una parte que forma el borde del fondo de la botella, extendiéndose la parte queforma la superficie…
PREFORMA PARA ENVASE PLANO Y PEQUEÑO Y PROCEDIMIENTO DE FABRICACION DE DICHO ENVASE.
Sección de la CIP Técnicas industriales diversas y transportes
(14/12/2009). Ver ilustración. Inventor/es: TAKEDA,HIROSHI,C/O A.K. TECHNICAL LABORATORY INC. Clasificación: B29B11/14, B29B11/08, B65D1/02D, B29C49/00C2, B29C49/00G, B65D1/02B, B65D1/02D1, B29C49/00, B29C49/06, B65D1/02.
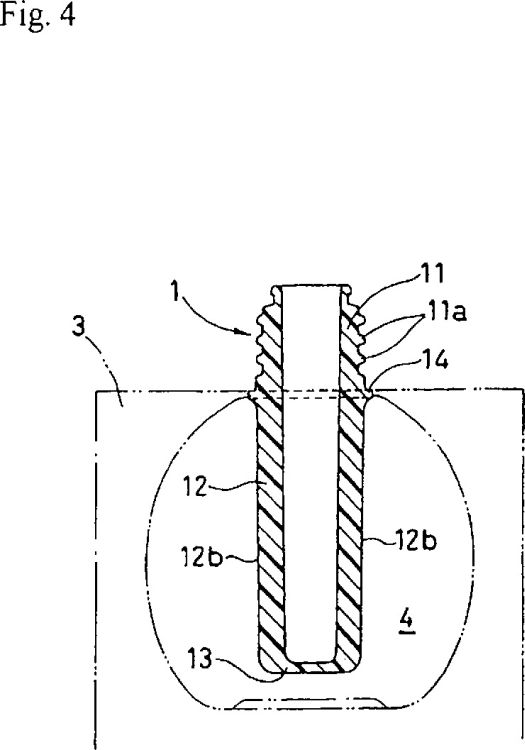
Preforma para un envase plano y pequeño , preforma cuya sección transversal interior es totalmente redonda y limitada a un diámetro pequeño, teniendo la preforma una carcasa y un cuello , y teniendo el lado exterior de la carcasa de la preforma forma oval o habiéndose formado reduciendo el espesor de pared, por lo que se proporciona una diferencia en el espesor de pared entre los lados de la superficie delantera y trasera y los lados de la superficie derecha e izquierda de la carcasa, caracterizada porque la carcasa está formada escalonada hacia fuera en el punto de unión entre la carcasa y el cuello para tener un diámetro más grande que el del cuello y, al mismo tiempo, un escalonamiento hacia fuera en este punto de unión adopta la forma de disco bajo la parte de cuello.
MOLDE DE INYECCION CON CAMARA DE CALEFACCION.
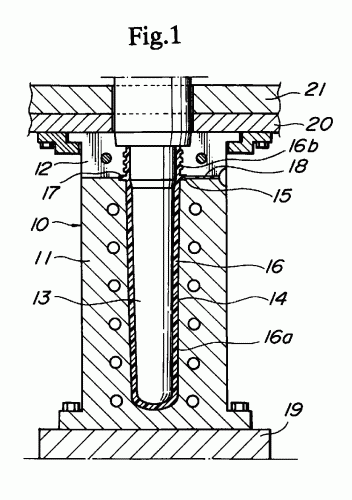
(16/06/2006) Molde de inyección con cámara de calefacción, que comprende: un molde con una entrada de un bebedero de una cavidad en una concavidad formada por el fondo de dicha cavidad , estando formada la parte periférica de la entrada del bebedero como una cara plana, y una cámara de calefacción provista de una boquilla con una boquilla de inyección de aguja que tiene una cara frontal formada como una cara plana, estando la cámara de calefacción dispuesta en el molde con el extremo de la boquilla de inyección de aguja insertado en la concavidad , incluyendo la boquilla un cuerpo de boquilla (22a) con una abertura (22b) formada en la cara frontal de la boquilla y una punta cilíndrica corta con una cara frontal…
BOTELLA CON ASA DE TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2004). Ver ilustración. Inventor/es: TAKEUCHI, SETSUYUKI, IBE, NOBUKUNI. Clasificación: B65D23/10.
UNA BOTELLA EXTENDIDA BIAXIALMENTE HECHA CON UNA RESINA TERMOPLASTICA QUE INCLUYE UN ASIDERO DE TRANSPORTE FORMADO MEDIANTE MOLDEO INTEGRAL DE INYECCION EN EL LADO DE UNA SECCION DE CUELLO INFERIOR DE UNA PREFORMA A LA VEZ QUE SE MOLDEA ESTA Y SE APLICA YA MOLDEADA A MODO DE ASIDERO DE TRANSPORTE DE UNA BOTELLA DE PAREDES FINAS FORMADA MEDIANTE MOLDEO POR INSUFLACION DE ESTIRAMIENTO, EN LA QUE EL ASIDERO DE TRANSPORTE SE HA FORMADO CON SUS SECCIONES DE BRAZO EXTENDIDAS A LOS LADOS DE LA SECCION DE CUELLO , PARA QUE PUEDA GIRAR HACIA ARRIBA Y HACIA ABAJO CON LAS SECCIONES DE UNION CORRESPONDIENTES DE LAS SECCIONES DE BASE Y LA SECCION DE BRAZO FORMADAS EN SECCIONES SIMETRICAS A AMBOS LADOS DE LA SECCION DE CUELLO COMO SU EJE. ESTO PERMITE CAMBIAR LA POSICION DE UNA SECCION DE SUJECION , QUE HA SIDO DIFICIL EN LA FORMACION INTEGRAL CONVENCIONAL, INCLUSO EN UNA BOTELLA HECHA CON UNA RESINA DE MATERIAL, COMO RESINA DE POLIETILENO, QUE CARECE DE FLEXIBILIDAD.
PROCESO DE MOLDEO POR SOPLADO E INYECCION ORIENTADA DE BOTELLAS DE PLASTICO.
(16/11/2003) ESTA INVENCION SE RELACIONA CON UN BOTELLA CON UN OIDO OBTENIDA POR UN MOLDEO POR SOPLADO DE ORIENTACION, EN LA QUE UNA PORCION DE MONTAJE COLOCADA A UNA ALTURA PREDETERMINADA QUE TIENE UNA GRAN DIAMETRO Y CUYA PORCION SUPERIOR SE COMPONE DE UNA PARED EXTERIOR EN FORMA DE UN REBORDE MOLDEADO POR INYECCION Y UNA PARED INTERIOR ORIENTADA DENTRO DE LA MISMA Y COLOCADA EN CONTACTO INTIMO CON LA MISMA. LA PORCION DE MONTAJE TIENE UN ANCHO PREDETERMINADO EN LA PERIFERIA EXTERIOR DE LA MISMA, ESTA FORMADA POR DEBAJO DE UNA PORCION DE BOCA DE UNA BOTELLA POR UN MOLDEO DE SOPLADO DE ORIENTACION DE INYECCION, UN BORDE SUPERIOR DE LA RANURA DE MONTAJE ESTA FORMADO PARA TENER UN BORDE QUE…
METODO DE MOLDEO POR SOPLADO Y EXTRACION POR INYECCION DE PRODUCTOS MOLDEADOS POR SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2003). Ver ilustración. Inventor/es: YAMAGUCHI, HISAO. Clasificación: B29C49/06, B29C49/48.
UN METODO PARA FABRICAR PRODUCTOS MOLDEADOS POR SOPLADO, TALES COMO UN GLOBO DE ALUMBRADO Y UN RECIPIENTE DE ENVASE DE UNA RESINA SINTETICA, TAL COMO TERAFTALATO Y POLICARBONATO DE POLIETILENO, MEDIANTE LA EXTRACCION Y MOLDEO POR SOPLADO DE UNA PREFORMA MOLDEADA POR INYECCION. SE ESTABLECE UNA PUERTA FORMANDO UN DEPOSITO DE RESINA DEL DIAMETRO EXTERIOR REQUERIDO, DE FORMA ANULAR, EN UNA PARTE DE SEPARACION ENTRE UN MOLDE HUECO QUE DEFINE UN HUECO Y UN MOLDE DE CUELLO , CUYA PUERTA SE COMUNICA CON UN CONDUCTO DE INYECCION PRACTICADO EN LA PARTE DE SEPARACION. ESTO FACILITA QUE SE EFECTUE LA INYECCION DE LA RESINA FUNDIDA DESDE EL DEPOSITO DE RESINA A LA CAVIDAD . UNA PREFORMA MOLDEADA POR INYECCION QUE NO TIENE MARCA DE PUERTA EN LA SUPERFICIE EXTERIOR DE SU FONDO SE SOMETE A EXTRACCION Y MOLDEO POR SOPLADO PARA OBTENER UN PRODUCTO MOLDEADO POR SOPLADO, TAL COMO UN GLOBO DE ALUMBRADO SIN ABERTURA DE ENTRADA.
BOTELLA PROVISTA DE UN ASA Y PROCEDIMIENTO DE FABRICACION DE ESTA BOTELLA MEDIANTE ESTIRADO-SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2003). Inventor/es: TAKEUCHI, SETSUYUKI, IBE, NOBUKUNI. Clasificación: B65D23/10.
SE SUMINISTRA UNA BOTELLA QUE TIENE UN ASA FORMADA POR MOLDEADO POR ESTIRAMIENTO POR SOPLADO QUE COMPRENDE UNA ESTRUCTURA MEJORADA Y FACILITA SU TRANSPORTE INCLUSO EN EL CASO DE UNA BOTELLA RELATIVAMENTE GRANDE EN LA CUAL UN ASA COMBABLE QUE TIENE UNA FORMA PLANA QUE SE EXTIENDE EN UNA DIRECCION TRANSVERSAL SE FORMA INTEGRAMENTE POR DEBAJO DE UNA PARTE ROSCADA DEL CUELLO DE LA BOTELLA EN LA BOTELLA, Y UNA PARTE DE CONEXION DEL ASA INCLUYE UNA PARTE ESTRECHA QUE ESTA TRANSVERSALMENTE DISPUESTA POR LA REDUCCION DEL GROSOR EN UNA PARTE INTERMEDIA DE LA PARTE DE CONEXION, MEDIANTE LO CUAL SE HACE QUE LA LENGUETA DE AJUSTE DEL DEDO PUEDA COMBARSE EN LA PARTE ESTRECHA EN LAS DIRECCIONES HACIA ARRIBA Y HACIA ABAJO, Y LA ORIENTACION MOLECULAR DEL MATERIAL DE RESINA ES LLEVADA A CABO POR LA PARTE ESTRECHA.
Aparato de sujeción de molde.
(01/12/2002) Un aparato de sujeción del molde que comprende: un lecho en el que se coloca un molde estacionario para formar una porción de cuerpo de un producto que debe moldearse; un par de varillas de unión dispuestas verticalmente en el lecho; una plancha móvil que tiene cada una de las varillas de unión dispuestas a través de los extremos de la misma, y que tiene en su superficie inferior un molde móvil que se cierra con respecto al molde estacionario para formar una abertura en productos moldeados; un cilindro de apertura/cierre del molde dispuesto entre el lecho y la plancha móvil , el cilindro de apertura/cierre del molde mueve la plancha móvil hacia arriba y hacia abajo para efectuar la apertura…
SISTEMA DE CANAL CALIENTE PARA MOLDEAR PREFORMAS.
(16/11/2002) Un sistema de canal de colada caliente para moldear preformas, que está colocado debajo de un molde de inyección para moldear preformas que tiene entradas a las cavidades, incluyendo dicho sistema de canal de colada caliente: una pluralidad de toberas aplicadas a la totalidad de la entrada de cada cavidad de dicho molde de inyección, respectivamente; un cilindro de calefacción que tiene un orificio de inyección constituido en una parte central en sentido longitudinal de una superficie lateral del mismo, teniendo montadas dicho cilindro de calefacción en él dicha pluralidad de toberas de modo que dichas toberas sobresalen…
PROCEDIMIENTO PARA MOLDEAR CONTENEDORES GRANDES POR EL PROCESO DE MOLDEO POR SOPLADO Y ESTIRADO.
(01/05/2002) SE PROPORCIONA UN METODO PARA MOLDEAR UN RECIPIENTE GRANDE QUE INCLUYE LOS PASOS DE PREPARACION DE UNA PREFORMA A PARTIR DE UN PARISON DE EXTREMO CERRADO DE PARED GRUESA, MOLDEO POR INYECCION APLICANDO REPETIDA E INTERMITENTEMENTE UNA PRESION DE AIRE DE INSUFLACION AL PARISON Y SOLTANDO LA PRESION DE AIRE INSUFLADO DESDE EL MISMO, Y ESTIRAMIENTO DE MOLDEO POR INSUFLACION DE LA PREFORMA EN UN RECIPIENTE GRANDE DE PARED DELGADA. EL PARISON DE EXTREMO CERRADO ES LIBERADO DE UN MOLDE INMEDIATAMENTE DESPUES DE QUE UNA CAPA DE PIEL QUE MANTIENE UNA FORMA DE PARISON SE FORME EN LA SUPERFICIE DEL PARISON DE EXTREMO CERRADO QUE TIENE UNA TEMPERATURA INTERIOR ELEVADA, Y A CONTINUACION ES MOLDEADA EN UNA PREFORMA CON UN MOLDE DE PREFORMA CALENTADO A UNA TEMPERATURA…
DISPOSITIVO DE MOLDEO POR SOPLADO CON DOS MOLDES QUE SIRVEN RESPECTIVAMENTE PARA EL PREFORMADO Y FORMADO FINAL DE GRANDES CONTENEDORES POR EL USO DE UN DISPOSITIVO DE CERRADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2002). Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI. Clasificación: B29C49/56, B29C49/32, B29C49/18.
SE PROPORCIONA UN APARATO DE MOLDEO COMPUESTO APLICABLE A UN EMPLAZAMIENTO IDENTICO PARA PREFORMAR UN PARISON DE EXTREMO CERRADO O CONTROLAR LA TEMPERATURA DEL PARISON DE EXTREMO CERRADO ASI COMO PARA ESTIRAR POR MOLDEO POR INSUFLACION DE AIRE LA PREFORMA O EL PARISON DE TEMPERATURA CONTROLADA A UN PRODUCTO FINAL , COMO UNA BOTELLA . EL APARATO DE MOLDEO COMPUESTO APLICADO PARA ESTIRAMIENTO DE MOLDEO POR INSUFLACION POR AIRE COMPRENDE UN DISPOSITIVO DE SUJECION , UN PAR DE PRIMERAS MITADES DE MOLDE ; Y UN PAR DE SEGUNDAS MITADES DE MOLDE (16B), DONDE DICHO PAR DE SEGUNDAS MITADES DE MOLDE (16B) ESTAN COLOCADAS DE FORMA QUE SE PUEDEN QUITAR ENTRE DICHO PAR PRIMERAS MITADES DE MOLDE EN DICHO DISPOSITIVO DE SUJECION PARA UTILIZAR EL DISPOSITIVO DE SUJECION COMO UN ELEMENTO DE SUJECION COMUN.
BOTELLA CON UN UTIL PARA COLGAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2000). Ver ilustración. Inventor/es: YAMAGUCHI, HISAO. Clasificación: B65D23/10.
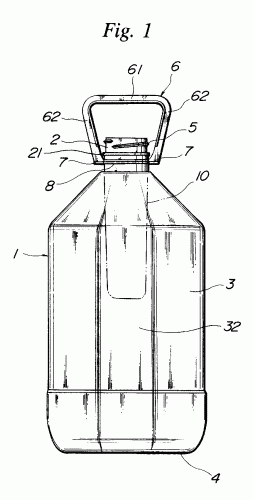
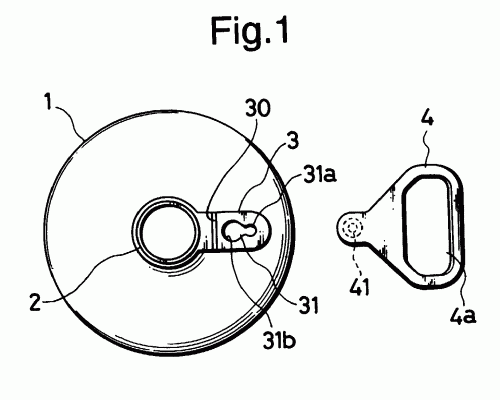
UNA BOTELLA QUE COMPRENDE UNA HERRAMIENTA DESMONTABLE PARA COLGAR . LA HERRAMIENTA PARA COLGAR COMPRENDE UNA PORCION DE CONEXION PLANA Y LARGA QUE SE EXTIENDE LATERALMENTE DESDE LA PORCION DE CUELLO Y TIENE UN LARGO MENOR QUE EL DIAMETRO EXTERIOR DEL FONDO DE LA BOTELLA, Y UNA PORCION DE ASA ANULAR ANCHA MOLDEADA POR SEPARADO . LA PORCION DE CONEXION COMPRENDE UNA PORCION INTERMEDIA CON UNA PORCION ESTRECHA QUE CRUZA LA PORCION DE CONEXION TRANSVERSALMENTE PARA REDUCIR UN GROSOR DE LA MISMA, CONSIGUIENDOSE ASI QUE LA PORCION DE CONEXION SE PUEDA DOBLAR VERTICALMENTE POR LA PORCION ESTRECHA , TENIENDO UN EXTREMO LIBRE DE LA PORCION DE CONEXION Y DE LA PORCION DE ASA UNAS PORCIONES DE UNION FORMADAS EN LUGARES PREDETERMINADOS QUE COMPRENDEN UN PAR DE ELEMENTOS DE ACOPLAMIENTO, Y ESTANDO LA PORCION DE ASA ACOPLADA DE FORMA DESACOPLABLE A LA PORCION DE CONEXION. ASI UN MOLDE DE INYECCION PARA EL MOLDEO DE UNA PREFORMA PUEDE TENER UNA ESTRUCTURA SENCILLA Y NO NECESITA SER AGRANDADA.
PROCESO DE MOLDEO POR INYECCION Y ESTIRADO-SOPLADO.
(01/05/2000) SE PRESENTA UN PROCESO MEJORADO PARA UN MOLDEADO A INYECCION POR ESTIRAMIENTO POR SOPLADO. EN EL PROCESO, UNA RESINA FUNDIDA ES INYECTADA A UNA CAVIDAD DE INYECCION DEFINIDA POR UN MOLDE DE INYECCION, UN MOLDE DE LABIO Y UN NUCLEO DE INYECCION PARA FORMAR UNA PROFORMA DESEADA EN DONDE EL TIEMPO DE ENFRIAMIENTO PARA ESTA PROFORMA SE REDUCE POSITIVAMENTE PARA FORMAR UNA CAPA SUPERFICIAL RIGIDA SOBRE LA SUPERFICIE EXTERIOR DE LA PROFORMA SIN INCREMENTAR EL GROSOR. DESPUES DE ESTO LA PROFORMA SE LIBERA DEL MOLDE DE INYECCION Y SE TRANSFIERE A UN MOLDE DE SOPLADO CON UNA PARTE DE BOQUILLA QUE SE SUJETA CON EL MOLDE DE LABIO MIENTRAS LA CAPA SUPERFICIAL MANTIENE LA CONFIGURACION DE LA PROFORMA Y EL INTERIOR ESTA EN UN ESTADO DE ALTA TEMPERATURA, Y SE MOLDEA POR ESTIRAMIENTO POR SOPLADO EN UN ARTICULO HUECO MOLDEADO, POR…
METODO PARA MOLDEAR POR INYECCION POLITEREFTALATO DE ETILENO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2000). Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI. Clasificación: B29C45/00, B29C45/60, B29C45/63.
SE PROPORCIONA UN PROCESO DE MOLDEAMIENTO POR INYECCION DE UNA PREFORMA PARA MOLDEAR POR MEDIO DE UN GOLPE DE ENSANCHE UN RECIPIENTE DE PARED FINA, TAL COMO UNA BOTELLA, QUE UTILIZA TEREFTALATO POLIETILENO AMORFO (TPE-A) COMO MATERIAL DE MOLDEAMIENTO, EN EL QUE SE AÑADE UNA CANTIDAD REQUERIDA DE TEREFTALATO POLIETILENO CRISTALIZADO (TPE-C) AL TPE-A. EL MATERIAL DE LA MEZCLA RESULTANTE PUEDE SER PLASTIFICADO FACILMENTE PARA AUMENTAR EL VALOR IV DEL MATERIAL DE MOLDEAMIENTO HASTA UN VALOR MAS ALTO QUE EL DEL DE TPE-A PARA MOLDEAR POR INYECCION LA PREFORMA. EL TPE-A, EL CUAL A PENAS SE PUEDE UTILIZAR COMO UN MATERIAL DE MOLDEAMIENTO PARA UN MOLDEAMIENTO POR UN GOLPE DE ENSANCHE DEBIDO A SU BAJO VALOR IV, SE PUEDE USAR COMO UN MATERIAL DE MOLDEAMIENTO PARA MOLDEAR MEDIANTE UN GOLPE DE ENSANCHE POR MEDIO DE AUMENTAR SU VALOR IV HACIENDO USO DE UNA PLASTIFICACION EN EL MOMENTO DEL MOLDEAMIENTO POR INYECCION.
PROCESO PARA MOLDEAR POR INYECCION PREFORMAS DE RESINA POLIESTER, HUSILLO DE INYECCION Y PROCESO PARA MOLDEAR LA MISMA POR ESTIRAMIENTO POR INSUFLACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2000). Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI. Clasificación: B29C45/60.
CUANDO LA PROFORMA DESEADA VA A SER MOLDEADA A PARTIR DE UN MATERIAL DE MOLDEADO QUE ES UNA RESINA DE POLIESTER COMPUESTA UN UNA MEZCLA DE PET Y PEN MEDIANTE LA COMPRESION Y FUNDICION DEL MATERIAL DE MOLDEADO POR LA ROTACION DE UN TORNILLO EN UN CILINDRO CALENTADOR Y LA INYECCION Y LLENADO EL MATERIAL FUNDIDO EN UN MOLDE, UNA ZONA DE PLASTIFICACION 13 PARA EL MATERIAL DE MOLDEADO SE FORMA ENTRE UNA ZONA DE COMPRESION 12 DE TORNILLO DE INYECCION Y UNA ZONA DE RECUENTO 14 AL FINAL DEL TORNILLO. EN LA ZONA DE PLASTIFICACION 13, EL MATERIAL DE MOLDEADO ES SOMETIDO A FUNDICION, RELAJACION, AMASADO Y ETAPAS DE RELAJACION PARA FUNDIR Y RETIRA EL MATERIAL NO FUNDIDO HASTA QUE LE MATERIAL FUNDIDO ALCANZA LA ZONA DE RECUENTO 14. PARA PREVENIR QUE UN ARTICULO MOLDEADO SE CONVIERTA EN OPACO Y QUE LA PRODUCCION DE MATERIAL GRANULAR NO FUNDIDO EN FORMA DE GEL CUANDO UNA RESINA DE POLIESTER COMPUESTA DE UNA MEZCLA DE PET Y PEN SE USA COMO MATERIAL DE MOLDEADO.
ASA DE RESINA SINTETICA Y BOTELLA PROVISTA DE LA MISMA.
(01/01/2000) SE SUMINISTRA UN ASA QUE COMPRENDE UNA PARTE DE AGARRE QUE LONGITUDINALMENTE ES LO SUFICIENTEMENTE LARGA COMO PARA EXTENDERSE DESDE UN BORDE SUPERIOR HASTA UN BORDE INFERIOR DE UN ENTRANTE EN UNA PARTE LATERAL DE LA BOTELLA , UNA PLACA DE CONTACTO SUPERIOR QUE SE PROYECTA HACIA ADENTRO Y DE FORMA OBLICUA HACIA ABAJO DESDE EL FONDO DE UNA PARTE DE SUJECION DISPUESTA EN UN EXTREMO SUPERIOR DE LA PARTE DE AGARRE Y QUE TIENE UNA PIEZA DE ACOPLAMIENTO QUE SE PROYECTA HACIA ARRIBA Y QUE MIRA HACIA LA PARTE DE SUJECION , Y UNA PLACA DE CONTACTO INFERIOR QUE ESTA FORMADA A PARTIR DEL EXTREMO INFERIOR DE LA PARTE DE AGARRE, COMBADA HACIA EL INTERIOR Y OBLICUAMENTE HACIA ARRIBA Y QUE TIENE UNA PIEZA DE ACOPLAMIENTO QUE SE PROYECTA HACIA ABAJO EN SU EXTREMO DISTAL. UNA PARTE…
METODO PARA EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO A INYECCION DEL POLIETILENO.
(01/02/1999) SE PRESENTA UN NUEVO METODO PARA HACER POSIBLE EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO EN UNA BANDA DE TEMPERATURA PREFERIBLE PARA EL POLIETILENO, CAPAZ DE LIBERARSE A UNA TEMPERATURA SUPERFICIAL ADECUADA TANTO PARA LA LIBERACION DE UNA PROFORMA COMO PARA EL SUBSECUENTE MOLDEADO POR SOPLADO DE ESTIRAMIENTO, DESCONECTANDO EL TROQUEL DE NUCLEO Y LA PROFORMA CON ANTELACION MEDIANTE EL USO DE LA PRESION DE UN GAS. ESTO PARA EL MOLDEADO A INYECCION DE UNA PROFORMA PREDETERMINADA LLENADO UN MOLDE DE INYECCION CON POLIETILENO FUNDIDO, LIBERANDO LA PROFORMA DE LA CAVIDAD DEL TROQUEL DEL MOLDE DE INYECCION MIENTRAS UNA PARTE…
(16/12/1997) LA INVENCION SE REFIERE A UNA BOTELLA CON UN ASA OBTENIDA MEDIANTE EL MOLDEO POR SOPLADURA DE ORIENTACION, EN QUE UNA PORCION DE MONTAJE COLOCADA A UNA ALTURA PREDETERMINADA QUE TIENE UN DIAMETRO GRANDE Y CUYA PARTE SUPERIOR SE COMPONE DE UNA PARED EXTERIOR A MODO DE SALIENTE MOLDEADO POR INYECCION Y UNA PARED INTERIOR ORIENTADA INTERNAMENTE DEL MISMO Y COLOCADA EN ESTRECHO CONTACTO CON EL, TENIENDO DICHA PORCION DE MONTAJE UN ANCHO PREDETERMINADO EN UNA PERIFERIA EXTERIOR DE LA MISMA, Y QUE SE FORMA DEBAJO DE UNA PORCION DE BOCA DE UNA BOTELLA MEDIANTE UN MOLDE POR SOPLADURA DE ORIENTACION POR INYECCION, HECHO UN BORDE SUPERIOR DE DICHA RANURA DE MONTAJE (4A) DE MODO QUE TENGA UNA PLURALIDAD DE MUESCAS A INTERVALOS IGUALES, UN ANILLO DE MONTAJE , QUE TIENE…
METODO DE MOLDEAR PREFORMA EN MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO DE ESTIRAJE DE INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1997). Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI. Clasificación: B29C45/17.
UN METODO DE MOLDEAR UNA PREFORMA EN UN MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO DE ESTIRAJE DE INYECCION, DONDE SE INTRODUCE UN GAS DENTRO DE UN LIMITE ENTRE LA PREFORMA Y UN NUCLEO DE INYECCION, PARA QUE LA PRESION DEL GAS HAGA QUE LA PREFORMA EN EL MOLDE DE INYECCION SE AISLE DEL NUCLEO DE INYECCION, PERMITIENDO ASI LA LIBERACION DE ALTA TEMPERATURA DE LA PREFORMA.
METODO Y APARATO PARA MOLDEAR POR INYECCION TEREFTALATO DE POLIETILENO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1997). Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI. Clasificación: B29C45/60, B29C45/63.
UN METODO PARA MOLDEAR POR INYECCION TEREFTALATO DE POLIETILENO EMPLEANDO UNA UNIDAD DE INYECCION DEL TIPO VENTOSA CON EL FIN DE EVITAR EL SECADO PRELIMINAR DE LA RESINA, CON LO QUE LA UNIDAD NO PRODUCE UN POBRE ENGANCHE DE ROSCA E, INCLUSO CUANDO UN MATERIAL DE MOLDEO SEA UN PET CRISTALIZADO O NO SIN SECAR, PUEDE ALIMENTAR UNA CIERTA CANTIDAD DEL MATERIAL A CADA MOMENTO PARA MOLDEAR POR INYECCION UNA FORMA MOLDEADA TRANSPARENTE DESEADA, TAL COMO UNA PREFORMA, Y USAR DICHA PREFORMA PARA PRODUCIR UNA PARED CONTENEDORA FINA CON UN BAJO COSTE.
METODO DE MOLDEO POR SOPLADO CON ORIENTACION DE INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1996). Inventor/es: TAKEUCHI, SETSUYUKI. Clasificación: B29C49/64, B29C49/06.
UN METODO DE MOLDEO PARA LLEVAR A CABO CONTINUAMENTE LOS PASOS DESDE MOLDEO DE INYECCION DE LA REALIZACION DE UNA RESINA SINTETICA A SU MOLDEO POR SOPLADO ORIENTADO EN UN ARTICULO MOLDEADO HUECO CON PAREDES FINAS, CARACTERIZADO EN QUE LA EXTRACCION DE LO FORMADO DESDE EL MOLDE DE INYECCION ES LLEVADA A CABO DURANTE LA FASE DONDE SU FORMA PUEDE SER MANTENIDA POR UNA FINA CAPA PRODUCIDA EN LA SUPERFICIE, MEDIANTE EL ENFRIAMIENTO RAPIDO, Y LA FASE DONDE EL ENFRIAMIENTO INTERNO NO SE HA TERMINADO TODAVIA Y LA TEMPERATURA ES ALTA, Y EL MOLDEADO POR SOPLADO ORIENTADO DEL REALIZAMIENTO ES REALIZADO DENTRO DE UN PERIODO HASTA QUE UNA TEMPERATURA DE LA SUPERFICIE DE LA REALIZACION QUE ALCANZA SU PROPIA TEMPERATURA INTERNA ALCANCE UNA TEMPERATURA CUMBRE.
MAQUINA MOLDEADORA DE TIPO ROTATORIO DE AIRE A PRESION DIRIGIDO POR INYECCION.
(01/09/1995) LA INVENCION MUESTRA UNA MAQUINA MOLDEADORA DE TIPO ROTATORIO DE AIRE A PRESION DIRIGIDO POR INYECCION QUE CONSTA DE UNA PLACA HORIZONTAL QUE SE PUEDE MOVER DE FORMA VERTICAL Y QUE SE ENCUENTRA SOBRE LA BASE DE UNA MAQUINA QUE TIENE LAS PARTES REQUERIDAS DE UN BORDE PERIFERICO DE ESTA INSERTADAS EN BARRAS DE UNION QUE SE ENCUENTRAN COLOCADAS HACIA ARRIBA SOBRE LA BASE DE LA MAQUINA, UNA PLACA DE TRANSFERENCIA MONTADA DE FORMA GIRATORIA SOBRE LA PARTE POSTERIOR DE LA PLACA BASE Y QUE TIENE MOLDES DE RETENCION COLOCADOS EN LA SUPERFICIE INFERIOR DE LA MISMA, UN DISPOSITIVO DE CONDUCCION QUE SE ENCUENTRA EN LA PARTE CENTRAL DE LA PARTE SUPERIOR…
{kind=link}
{kind=link}
{kind=link}
{kind=link}