CIP-2021 : B22D 11/124 : para su enfriamiento.
CIP-2021 › B › B22 › B22D › B22D 11/00 › B22D 11/124[2] › para su enfriamiento.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
B22D 11/124 · · para su enfriamiento.
CIP2021: Invenciones publicadas en esta sección.
Método para controlar la corrosión en máquinas de colada continua.
(08/04/2020) Un sistema tampon para la produccion de acero, mediante el cual se puede pulverizar agua o solucion acuosa mediante una maquina de colada que comprende una pluralidad de pulverizadores de agua sobre el acero que se moldea en la maquina de colada, que comprende:
a) un sistema tampon primario que tampona el agua o la solucion acuosa de al menos uno de dichos pulverizadores de agua, que comprende una o mas sales seleccionadas del grupo de sales de carbonato, sales de bicarbonato, sales de hidroxido; y
b) un sistema tampon secundario que tampona el agua o la solucion acuosa de al menos uno de dichos pulverizadores de agua, dicho sistema tampon secundario es diferente del sistema tampon primario y dicho tampon comprende una o mas sales de acidos seleccionados del grupo de acido fosforoso, acidos carboxilicos,…
Moldeado continuo de tira de aleación de plomo para electrodos de batería de alta resistencia.
(25/03/2020) Un método para moldear continuamente una tira de aleación de plomo sobre una superficie de moldeado sometida a abrasión , la cual ha sido sometida a abrasión con un material de abrasión angular, en sustancialmente la mitad superior de un tambor de moldeado giratorio desde un caldo de aleación de plomo fundida que comprende:
suministrar la aleación de plomo fundida a una artesa que contiene un caldo de la mencionada aleación de plomo fundida a una temperatura predeterminada y que está ubicada adyacente a una parte del tambor de moldeado , y dicha artesa tiene una parte frontal abierta próxima a la superficie de moldeado sometida a…
Método para colada de forma continua de barra con sección transversal pequeña.
(21/01/2019) Un método para colada de forma continua de una barra con una sección transversal pequeña en la que la barra tiene un área de sección transversal de no más de 500 cm2 y se usa una boquilla de inmersión cilíndrica con un único orificio de no menos de 40 mm de diámetro interior para verter un acero fundido en un molde ,
caracterizado por que: un nivel de superficie de acero fundido se mide usando un sensor de corriente inducida para control de nivel de acero fundido en un molde y el nivel de acero fundido se controla basándose en el valor así medido y el movimiento de acero fundido en el molde se ajusta aplicando agitación electromagnética;
una zona de enfriamiento durante el periodo final de solidificación, que tiene una longitud de 3-8 m y es continua en la dirección de colada, se proporciona en la región que se encuentra…
Tobera criogénica y método correspondiente.
(02/05/2018). Solicitante/s: LINDE AKTIENGESELLSCHAFT. Inventor/es: KAMM, VOLKER.
Método para expulsar un fluido criogénico mediante una tobera criogénica que comprende un cuerpo de tobera que define un volumen de tobera , un canal de suministro para suministrar fluido criogénico al volumen de tobera y al menos un orificio de tobera para expulsar fluido criogénico del volumen de tobera ,
en donde el cuerpo de tobera se dota con al menos un canal de fluido y por que un medio de refrigeración se hace pasar a través de dicho al menos un canal de fluido ,
caracterizado por que el medio de refrigeración se hace pasar a través de dicho al menos un canal de fluido durante los momentos en los que se interrumpe la expulsión del fluido criogénico a través del orificio de tobera.
PDF original: ES-2676025_T3.pdf
Refrigeración de un segmento de barra metálica.
(18/04/2018) Procedimiento para la refrigeración de un segmento de barra de una barra metálica en un área de refrigeración de una máquina de colada continua con un dispositivo de refrigeración que presenta respectivamente varias válvulas de conmutación y boquillas de refrigeración , en donde
- el segmento de barra se transporta a través del área de refrigeración para la refrigeración, y
- las válvulas de conmutación se activan a través de señales de control binarias moduladas por el ancho de pulso, debido a lo cual flujos de refrigerante (q) se liberan a través de las boquillas de refrigeración o se interrumpen de forma alternada, debido a lo cual un refrigerante para la refrigeración…
Dispositivo de sujeción de cristalizador.
(05/04/2017) Conjunto de un dispositivo de sujeción de cristalizador y de un cristalizador para fundir productos de acero tales como palanquillas, desbastes y placas de acero líquido, que comprende:
- un cristalizador tubular que define una dirección de fundición longitudinal (X) dotado de una pluralidad de canales longitudinales para el paso de un primer líquido de enfriamiento,
- un colector en forma sustancialmente anular dispuesto en un primer extremo de dicho cristalizador tubular que comprende una primera cámara para suministrar el primer líquido de enfriamiento a dicha pluralidad de canales longitudinales ,
caracterizado por que
- el cristalizador tubular es monolítico y los orificios de enfriamiento longitudinales…
Método para refrigerar una barra metálica y válvula de conmutación para la apertura y el cierre intermitentes de un flujo volumétrico de un refrigerante.
(04/01/2017) Método para refrigerar una barra metálica , preferentemente una barra de acero, en una guía de rodillos de una máquina de colada continua, el cual presenta los siguientes pasos del método:
- control activo de una válvula de conmutación conmutable a través de una señal de control binaria , donde el control tiene lugar en función de una potencia de refrigeración deseada;
- accionamiento de un elemento de conmutación de la válvula de conmutación en función de la señal de control , donde el elemento de conmutación , en función de la señal de control , es llevado desde una posición cerrada hacia una posición abierta, o de forma inversa, y el flujo de un refrigerante a través de la válvula de control se encuentra abierto en el caso de una posición abierta del elemento de conmutación y se encuentra cerrado en el caso de una posición…
Losa de colada continua y procedimiento para la producción de la misma.
(09/11/2016). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: KIYOSE, AKIHITO, KAJITANI TOSHIYUKI, NIIZUMA MINEO, OOTANI YASUHIKO.
Una losa de colada continua que comprende los siguientes componentes:
en % en masa.
C: 0,01 - 0,3%,
Si: 0,05 - 0,5%,
Mn: 0,4 - 2%
P: 0,03% o menos,
S: 0,03% o menos,
Al: 0,005 - 0,03%
Ni: 0,2 - 2%
O: 0,006% o menos
N: 0,006% o menos; y opcionalmente, uno o más de:
Cu: 0,2 - 2%
Cr: 0,2 - 2%,
Ti: 0,005 - 0,02%,
Nb: 0,005 - 0,04%, y
V: 0,005 - 0,04%,
en donde el resto está compuesto por Fe e impurezas inevitables,
en donde la estructura del acero en una región del interior de al menos 2 mm desde una superficie amplia de la losa de colada continua consiste en ferrita y perlita, y el diámetro circular equivalente de los granos de ferrita en esa región es igual a, o menor que, 30 μm.
PDF original: ES-2663221_T3.pdf
Chapa de acero para esmaltar, excepcionalmente excelente en resistencia al golpe de uña y método de producción de la misma.
(12/10/2016). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: NISHIMURA, SATOSHI, MURAKAMI,Hidekuni.
Una chapa de acero para el esmaltado excelente en resistencia al golpe de uña caracterizada porque comprende, en % en peso,
C: 0,0003 % a 0,010 %,
Si: 0,001 % a 0,100 %,
Mn: 0,03 % a 1,30 %,
Al: 0,0002 % a 0,010 %,
N: 0,0055 % o menos,
P: 0,035 % o menos,
S: 0,08 % o menos,
O: 0,005 % a 0,085 %,
Nb: más del 0,055 % a no más del 0,250 %, y
además comprende opcionalmente, en % en peso, uno o dos o más de B: 0,0003 a 0,0030 %,
V: 0,003 a 0,15 %,
Ni: 0,0001 a 0,05 %,
Ti: 0,0001 a 0,05 %,
Cu: 0,0001 a 0,05 %,
Cr: 0,0001 a 0,05 %,
uno o más de Ta, W, Mo, La, Ce, Ca y Mg en un total del 1,0 % o menos, y
uno o más de As, Se, Sn y Sb en un total del 1,0 % o menos, y
el resto Fe e impurezas inevitables.
PDF original: ES-2605581_T3.pdf
Método y dispositivo para medir la temperatura de superficie de una línea de colada.
(22/06/2016) Un método para medir una temperatura de superficie de una plancha de colada (S) en una zona de refrigeración secundaria de una máquina de colada continua, comprendiendo el método las etapas de:
insertar un extremo de cada una de una pluralidad de fibras ópticas en una pluralidad de boquillas que tienen, cada una de las mismas, una sección transversal interior de forma circular y una pluralidad de tubos resistentes al calor, cada uno conectado a una respectiva de las boquillas , de tal manera que un eje de luz de cada una de las fibras ópticas coincide con un eje central de una respectiva de las boquillas , e instalar una pluralidad de las boquillas de tal manera…
Hoja de acero para esmaltar mediante colada continua con una resistencia a la descamación excelente y método para producirla.
(30/03/2016) Una hoja de acero esmaltada por colada continua con una resistencia a la descamación excelente caracterizada por que comprende, de % en masa,
C: 0,010 % o menos,
Mn: 0,03 a 1,30 %,
Si: 0,100 % o menos,
Al: 0,030 % o menos,
N: 0,0055 % o menos,
P: 0,035 % o menos,
S: 0,08 % o menos,
O 0,005 a 0,085 %,
B: 0,0020 a 0,0250 %, opcionalmente uno o más seleccionado de
Nb: menos que 0,004 % (inclusive cero),
V: 0,003 a 0,15 %, y
Cu: 0,01 a 0,500 %, opcionalmente además uno o más Cr, Ni, As, Ti, Se, Ta, W, Mo, Sn, Sb, La, Ce, Ca, y Mg en un 15 total de 1,0 % o menos y
siendo el resto Fe e impurezas inevitables y que tiene, en óxidos complejos con un diámetro de 0,10 μm o más…
Homogeneización y tratamiento térmico de metales colados.
(11/12/2013) Un método de producción por colada directa en coquilla (DC) de un lingote de aleación de aluminio quepuede laminarse en caliente sin homogeneización previa, método que comprende:
en un aparato de colada DC, fabricar por colada primeramente un metal para formar una corteza de lingoteenfriada y luego un lingote colado en condiciones de temperatura y tiempo eficaces para producir en el lingote unmetal solidificado que tiene una microestructura sin núcleo, en donde dichas condiciones incluyen mantener elinterior del lingote por encima de una temperatura de transformación mayor que 425ºC durante más de 10 minutos,con lo cual las temperaturas de la corteza enfriada y el interior todavía fundido…
Máquina de colada entre cintas sin fin de longitud de contacto ajustable con desbaste plano de metal colado.
(17/04/2012) Un procedimiento de colada continua de un desbaste plano de metal en forma de banda directamente de un metal fundido, en el cual el metal fundido es confinado y solidificado dentro de una cavidad de colada orientada para la colada horizontal del desbaste plano, estando la cavidad definida verticalmente por unas cintas sin fin de colada en desplazamiento superior e inferior flexibles, sin fin, enfriadas por líquido , rígidamente soportadas por unos respectivos mecanismos de soporte de las cintas sin fin superior e inferior, caracterizado porque una zona de colada fija corriente arriba está dispuesta dentro de la cavidad de colada, en la cual los mecanismos de soporte confinan las cintas sin fin en trayectorias corriente arriba fijas,…
DISPOSITIVO DE AJUSTE PARA BOQUILLAS PULVERIZADORAS.
(29/07/2010) Dispositivo de ajuste para boquillas pulverizadoras en una guía de barra de una instalación de colada continua de desbastes para la fabricación de barras de metal de diferente ancho de barra, donde la guía de barra comprende rodillos de guía de barra (3, 3a, 3b, 3c, ...) que se encuentran apoyados en un armazón (2a) y que forman una vía de transporte (1c) para la barra de metal, y al menos dos boquillas pulverizadoras (5a, 5b), asignadas a esta vía de transporte en un plano perpendicular a la dirección de transporte de la barra (R), entre dos rodillos de guía de barra adyacentes y sucesivos en la dirección de transporte de la barra, con las que se aplican chorros de refrigerante en forma de abanico sobre una superficie lateral ancha (1a, 1b) de la barra de metal, y las que en cada caso se encuentran unidas a un dispositivo de ajuste…
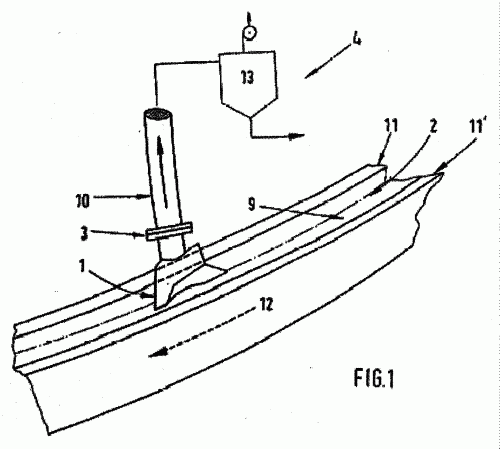
PROCEDIMIENTO Y DISPOSITIVO PARA ASPIRAR AGUA DE DESCARGA EN EL ARCO INTERIOR DE MAQUINAS DE COLADA DE PERFILES PREVIOS DE VIGA.
(16/12/2006). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: FEST, THOMAS, ZAJBER, ADOLF-GUSTAV, LETZEL, DIRK, KOCKENTIED, JOSEF, FRIEDRICH, JURGEN.
Procedimiento para recoger y eliminar agua de descarga desde el arco interior de la guía para barras de una máquina de colada de lingotes para vigas en el que la barra colada se lleva a la solidificación y la eliminación de calor necesaria se consigue, entre otras cosas, a través de agua pulverizada, en el que ocasionalmente se acumula agua de descarga en el arco interior de la barra , y el agua de descarga se recoge y se aspira empleando un cabezal de aspiración y la mezcla agua-aire aspirada se separa en agua y aire, caracterizado por la fluidización del agua de descarga recogida en el cabezal de aspiración empleando fluidizadores o bloqueadores de impulsos, estando configurados los fluidizadores con una pluralidad de boquillas de aire dispuestas distribuidas en el cabezal de aspiración y formándose el cabezal de aspiración de tal manera que se forme un espacio de fluidización para la expansión del agua que va a recogerse.
PROCEDIMIENTO PARA REDUCIR LA CORROSIVIDAD DEL AGUA DE REFRIGERACION O DE PROCESO.
(01/12/2006). Solicitante/s: HENKEL KOMMANDITGESELLSCHAFT AUF AKTIEN. Inventor/es: HATER, WOLFGANG, KIEDROWICZ, ULRICH, GRELEWITZ, GERD.
Resumen no disponible.
PROCEDIMIENTO DE COLADA CONTINUA Y MOLDEO DIRECTO DE UNA BARRA DE METAL, ESPECIALMENTE UNA BARRA COLADA DE MATERIAL DE ACERO.
(16/06/2006) Procedimiento de colada continua y moldeo directo de una barra de metal, especialmente de una barra colada de material de acero, que presenta un formato cuadrado, de bloque, de perfil previo, de palanquilla o redondo, tras el molde de colada continua se guía en una guía de la barra curvada y se enfría de forma secundaria con un medio de enfriamiento fluido y se prepara de forma regulada con un campo de temperatura homogéneo en la sección (1a) transversal de la barra para la operación de moldeo, en el que la barra colada se enfría mediante el medio de enfriamiento fluido solo en las secciones longitudinales, en las que la barra colada es fluida en…
PROCEDIMIENTO PARA REFRIGERAR CHAPAS GRUESAS POR MEDIO DE AGUA.
(01/04/2006). Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: TADA, CHIKASHI TOKYO HEAD OFF. KAWASAKI STEEL CORP, MIKI, YUJI.
UN PROCEDIMIENTO PARA REFRIGERAR LOSAS EN AGUA, POR INMERSION, Y UN RECIPIENTE CON AGUA, UTILIZADO PARA DICHO PROCEDIMIENTO. LAS LOSAS REFRIGERADAS POR ESTE PROCEDIMIENTO, PRODUCEN LAMINAS DE ACERO CON UN MINIMO DE SALPICADURAS Y DE BRILLO DESIGUAL. SE SUMERGEN LOSAS EN AGUA, DE TAL FORMA QUE SUS SUPERFICIES MAYORES SON SUS CARAS SUPERIOR E INFERIOR. LA INMERSION SE ACOMPAÑA CON UNA INYECCION DE AGUA (A UN CAUDAL DE 10-150 L/M2 (POR) MIN) HACIA LA CARA INFERIOR DE LAS LOSAS. LA DIR ECCION DE LA INYECCION DE AGUA ES PERPENDICULAR U OBLICUA A LA CARA INFERIOR DE LAS LOSAS. LA POSICION DE LA INYECCION DE AGUA ESTA SEPARADA 30-500 MM DE LA CARA INFERIOR DE LAS LOSAS. EN EL CASO DE REFRIGERACION EN AGUA DE LOSAS CONTENIENDO CR(CR 5-30 % EN PESO), SE FROTAN LAS LOSAS, DE TAL FORMA QUE SU TEMPERATURA SUPERFICIAL ES 500 C O SUPERIOR ANTES DE LA INMERSION, Y LA INMERSION DURA HASTA QUE LA TEMPERATURA SUPERFICIAL DISMINUYE HASTA 400 C O INFERIOR.
PROCEDIMIENTO Y DISPOSITIVO PARA IMPEDIR UN ENFRIAMIENTO NO DESEADO DE LAS ZONAS DE LOS BORDES DE LAS BANDAS DE UNA BARRA FUNDIDA.
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: SCHWELLENBACH, JOACHIM, STREUBEL, HANS, FRIEDRICH, JURGEN, VOGL, NORBERT, BEKURTS, AXEL.
Procedimiento para impedir un enfriamiento no deseado, especialmente de las zonas de los bordes de las bandas de una barra fundida a consecuencia de agua fluyente que sale con ésta desde la abertura del fondo de una cámara de enfriamiento secundario, caracterizado porque se producen chorros inyectados ricos en energía de un medio de desviación y se orientan transversalmente hacia las zonas de los bordes de las bandas contra la salida de agua fluyente, de tal manera que el agua fluente se desvía de las zonas de los bordes de las bandas y es conducida hacia afuera en aberturas de desagüe de la cámara de enfriamiento secundario presentes a ambos lados de la barra fundida, de modo que las zonas de los bordes de la barra fundida se pulverizan con una distancia relativamente pequeña corriente hacia arriba de la abertura del fondo de la cámara de enfriamiento secundario.
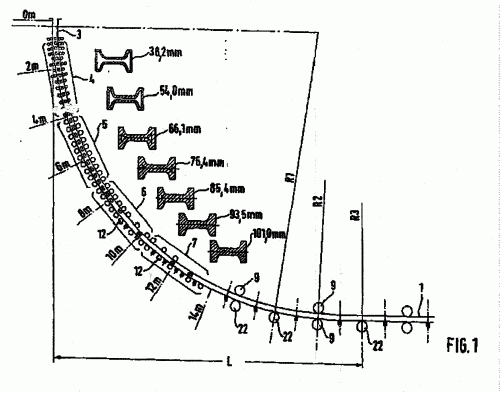
PROCEDIMIENTO Y GUIA DE BARRAS PARA SOPORTAR, GUIAR Y ENFRIAR BARRAS FUNDIDAS DE ACERO, ESPECIALMENTE PERFILES PREVIOS PARA VIGAS.
(16/07/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: FEST, THOMAS, FISCHER, LOTHAR, ZAJBER, ADOLF-GUSTAV, LETZEL, DIRK, MILEWSKI, WILFRIED, SCHNEIDER, HEINZ, DIETRICH, BROTSKI, HERBERT.
Procedimiento para soportar, guiar y enfriar barras de acero fundidas, especialmente de perfiles previos para vigas, en el que la barra fundida, después de salir de la coquilla de fundición continua, se enfría y se expulsa fuera a un segmento cero en un enfriamiento secundario y, adicionalmente, en segmentos de soporte subsiguientes, mediante agua de inyección, caracterizado porque, para evitar una estructura de solidificación no deseada en los bordes superiores de las aletas o en otras zonas de la sección transversal, el enfriamiento y soporte del formato beam blank está adaptado a la zonas de solidificación de tal manera que sólo se produce el enfriamiento y soporte en la zonas en que haya formación de fase líquida.
PROCEDIDMIETO PARA FABRICAR CINTAS METALICAS CON SECCIONES DE DISTINTAS PROPIEDADES DE MATERIAL.
(01/07/2005) Procedimiento para la fabricación de cintas metálicas (B) con secciones (S1-S5) de distintas propiedades de material que comprende las siguientes etapas: - fusión de un acero de aleación pobre o microaleación, - colada del acero en la holgura de colada configurada entre paredes móviles de una máquina de colar en una cinta (B) colada, en la que la fuerza en la holgura de colada ejercida sobre la cinta (B), medida sobre la anchura de la cinta (B) es superior a 100 kN/m, - enfriamiento de la cinta (B) colada, caracterizado porque las fuerzas que actúan sobre la cinta en la holgura de colada se ajustan de forma…
PROCEDIMIENTO Y APARATO DE COLADA DE METAL CON ENFRIAMIENTO DIRECTO.
(16/09/2004) EN UNA REFRIGERACION DIRECTA UN LINGOTE EMERGENTE DE UN MOLDE, DOS SERIES Y DE CORRIENTES DE REFRIGERANTE LIQUIDO SON VERTIDAS EN EL LINGOTE A PARTIR DE UNA CORONA DISPUESTA EN CIRCULO ALREDEDOR DE LA ABERTURA DEL EXTREMO INFERIOR DEL MOLDE. UNA SERIE DE CORRIENTES , ES VERTIDA HACIA ABAJO A 22,5 GRADOS SOBRE EL EJE DEL MOLDE, Y LA OTRA , SE DESCARGA HACIA ABAJO A 45 GRADOS SOBRE EL EJE DEL MOLDE. LAS DOS SERIES ESTAN DISPUESTAS AL TRESBOLILLO UNA RESPECTO DE OTRA CIRCUNFERENCIALMENTE DEL MOLDE, Y A CAUSA DEL GRAN ANGULO DE INCIDENCIA DE LA SERIE DE 45 GRADOS EN EL EJE DEL MOLDE, LAS PORCIONES SUSTANCIALES DE LAS CORRIENTE DE 45 GRADOS REBOTA DESDE…
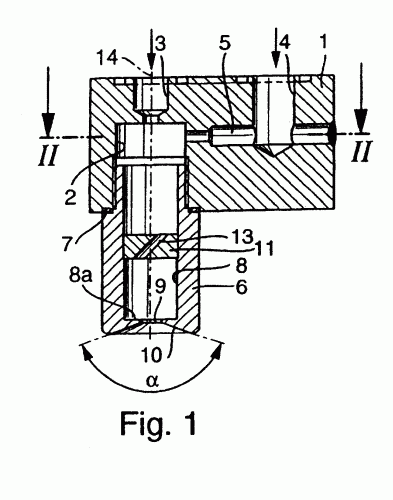
BOQUILLA ROCIADORA BINARIA CON UNA PIEZA DE INSERCION INTERCAMBIABLE.
(01/07/2004). Ver ilustración. Solicitante/s: LECHLER GMBH & CO.KG. Inventor/es: FECHT, ALBERT, FRICK, JURGEN, HAAP, ROMAN, BENDIG, LOTHAR.
Boquilla rociadora binaria, en especial para su utilización en la refrigeración en instalaciones de colada continua, con una carcasa para la conexión a un suministro de aire a presión y agua, con una cámara de mezcla dentro de la carcasa y con una embocadura de boquilla , la cual está conectada a la carcasa mediante una pieza de tubo , caracterizada porque la cámara de mezcla y las aberturas de alimentación (13a, 14) que conducen al interior de ésta forman parte integrante de una pieza de inserción , la cual se puede insertar en la carcasa desde el lado alejado de la embocadura de boquilla , y está fijada allí.
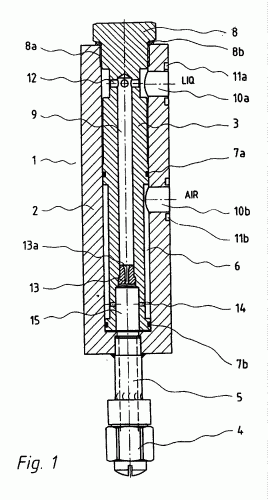
BOQUILLA ROCIADORA DE DOS FUIDOS.
(01/05/2004). Ver ilustración. Solicitante/s: LECHLER GMBH & CO.KG. Inventor/es: FECHT, ALBERT, HENGSTLER, RALF.
Boquilla rociadora de dos fluidos, en especial para pulverizar líquidos de baja viscosidad para la refrigeración en instalaciones de colada continua, que comprende una carcasa con una cámara de mezcla y en cada caso un canal de conexión que desemboca en ésta para el suministro de un medio gaseoso y un líquido, así como una embocadura conectada corriente abajo de la cámara de mezcla, en la dirección de circulación, un taladro axial cilíndrico y una abertura de salida con simetría de rotación, caracterizada porque en el taladro de la embocadura está dispuesta una pieza insertada de torsión y la abertura de salida está prevista en posición central en el suelo (8a) de la embocadura con un diámetro que corresponde, a lo sumo, a la mitad del diámetro del taladro de la embocadura.
METODOS Y APARATOS HIDRODINAMICOS CON MAGNETISMO PERMANENTE PARA ESTABILIZAR CINTAS DE COLADA CONTINUA.
(16/12/2003) PROCEDIMIENTOS Y APARATOS HIDRODINAMICOS MAGNETICOS DE IMANES PERMANENTES PARA ESTABILIZAR UNA CORREA DE COLADA FERROMAGNETICA MAGNETICAMENTE SUAVE, MOVIL, FLEXIBLE, DELGADA, TERMOCONDUCTORA CONTRA UNA DISTORSION TERMICA MIENTRAS SE MUEVE A LO LARGO DE UNA CAVIDAD DE MOLDEO (C) CUYA PARTE DELANTERA SE CALIENTA CON EL CALOR PROCEDENTE DEL METAL FUNDIDO QUE SE ESTA COLANDO AL TIEMPO QUE SUS SUPERFICIES INVERSAS SE REFRIGERAN POR LA CIRCULACION DE UN REFRIGERANTE LIQUIDO BOMBEADO. HAY UNOS DISPOSITIVOS HIDROMAGNETICOS DISPUESTOS EN UN SISTEMA EN EL QUE LAS CORRIENTES DEL REFRIGERANTE BOMBEADO PASAN A TRAVES DE UNOS CONDUCTOS DE PASO DE REGULACION…
METODO PARA EL TRATAMIENTO TERMICO DE SUPERFICIE EN UNA MAQUINA DE COLADA CONTINUA Y DISPOSITIVO CORRESPONDIENTE.
(01/03/2003) METODO PARA EL TRATAMIENTO DE SUPERFICIE TERMAL EN LINEA EN UNA MAQUINA DE VACIADO CONTINUO ASOCIADO CON HORNOS PARA CALENTAR DESBASTES DE CARGA DE CALOR, EL METODO SIENDO APLICADO A ACEROS ESTRUCTURALES DE GRANO FINO Y SIENDO APROPIADO PARA OBVIAR LA PRECIPITACION DE COMPONENTES DE ALUMINIO, VANADIO, NIOBIO Y LOS SIMILARES Y PARA ELIMINAR O AL MENOS REDUCIR GRANDEMENTE LOS FALLOS DE SUPERFICIE DEBIDOS A LA TENSION, EL METODO SIENDO REALIZADO EN UNA LINEA DE VACIADO CONTINUO COMPRENDIENDO AL MENOS UN MOLDE , UNA CAMARA DE ENFRIADO SECUNDARIA , UN MONTAJE DE EXTRACCION Y ESTIRADO Y UN MONTAJE DE CIZALLAMIENTO , EL METODO SIENDO APLICADO EN COOPERACION CON EL MONTAJE DE EXTRACCION Y ESTIRAMIENTO E INCLUYENDO UN ENFRIADOR CONCENTRADO, INTENSO DE LA SUPERFICIE DE UN DESBASTE QUE PASA A TRAVES POR MEDIO DE UN LIQUIDO…
PROCEDIMIENTO PARA LA PRODUCCION PARA LA FABRICACION DE BANDA ANCHA EN CALIENTE.
(01/05/2001). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: ROHDE, WOLFGANG, PROF. DR., KOSANOVICH, MILAN.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA GENERACION DE BANDA AMPLIA TERMICA EN UNA INSTALACION DE PRODUCCION, COMPUESTO DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA PARA LLANTONES DELGADOS ENTRE 40 Y 70 MM, UN HORNO DE COMPENSACION Y UN MECANISMO DE LAMINACION, ASI COMO ENCONTRANDOSE LA TEMPERATURA DE SALIDA DEL LLANTON DELGADO A PARTIR DE LA MAQUINA DE COLADA EN CUERDA CONTINUA POR ENCIMA DE 950 NA DE COLADA EN CUERDA CONTINUA Y EL HORNO DE COMPENSACION SE DESCIENDE LA TEMPERATURA SUPERFICIAL DEL LLANTON UNA CANTIDAD SUFICIENTEMENTE AMPLIA, QUE AJUSTA UNA TRANSFORMACION DE ESTRUCTURA DE AUSTENITA A FERRITA/PERLITA. EL TRAMO 1 DE ENFRIAMIENTO UTILIZADO ESTA EJECUTADO COMO TRAMO DE ENFRIAMIENTO CON AGUA Y SE COMPONE DE MULTIPLES CANALES 4 DE ENFRIAMIENTO CONECTABLES Y DESCONECTABLES.
METODO PARA OBTENER VIBRACIONES TRANSVERSALES EN LAS PAREDES DEL CRISTALIZADOR DE UNA LINGOTERA, MEDIANTE PULSACION DEL LIQUIDO REFRIGERANTE.
(01/08/2000) METODO PARA OBTENER VIBRACIONES TRANSVERSALES EN LA PAREDES DEL CRISTALIZADOR EN UNA LINGOTERA MEDIANTE UN IMPUSLO EN EL LIQUIDO DE REFRIGERACION, TENIENDO LA LINGOTERA POSIBLEMENTE UNA O MAS AREAS PERIFERICAS (13A, 13B), DISPUESTAS LONGITUDINALMENTE, EN LAS QUE CIRCULA EL LIQUIDO DE REFRIGERACION ALREDEDOR DE LAS PAREDES LATERALES DEL CRISTALIZADOR , INCLUYENDO EL CIRCUITO DE REFRIGERACION UN CANAL DE TRANSITO DIRECTAMENTE EN CONTACTO CON UNA O MAS PAREDES LATERALES Y AL MENOS MEDIOS DE ALIMENTACION QUE CONSISTEN EN UNA BOMBA, UN CONDUCTO DE DISTRIBUCION Y UN CONDUCTO DE DESCARGA CONECTADO CON UN LADO DE DESCARGA , SIENDO REALIZADA LA CIRCULACION DEL FLUIDO DE REFRIGERACION POR EL MEDIO DE BOMBA ALREDEDOR DE LA PAREDES LATERALES DEL CRISTALIZADOR…
PARTE DE MOLDE DE CORRIENTE ABAJO CON PAREDES LATERALES DELGADAS PARA LA COLADA CONTINUA.
(01/05/2000) PARTE DE MOLDE INFERIOR CON PAREDES LATERALES FINAS PARA VACIADO CONTINUO DE LAMINAS, TOCHOS O LINGOTES , QUE SE APLICA A UN MOLDE QUE COMPRENDE AL MENOS UN CRISTALIZADOR QUE COOPERA CON UNA BOQUILLA DE DESCARGA ADECUADA PARA DESCARGAR EL METAL FUNDIDO A SER VACIADO, EL CRISTALIZADOR ESTANDO ASOCIADO CON UN SISTEMA DE REFRIGERACION PRIMARIA DE CIRCUITO CERRADO CON LIQUIDO DE REFRIGERACION BAJO PRESION, COMPRENDIENDO EL SISTEMA DE REFRIGERACION UNA PRIMERA CAMARA DE REFRIGERACION CON UNA CIRCULACION INTERIOR DE LIQUIDO DE REFRIGERACION, LA PARTE DE MOLDE DE INFERIOR CONSTANDO DE UNA PLURALIDAD DE ELEMENTOS INDEPENDIENTES (10A) QUE DEFINEN UNA SECCION TRANSVERSAL SUSTANCIALMENTE IGUAL A LA DE LA LAMINA, TOCHO O LINGOTE…
PROCEDIMIENTO Y APARATO PARA LA COLADA SEMI-CONTINUA DE ALEACIONES METALICAS DE COBRE-LATON Y ALUMINIO Y SUS ALEACIONES.
(01/03/2000). Ver ilustración. Solicitante/s: YAÑEZ VAZQUEZ,INES.
Procedimiento y aparato para la colada semi-continua de aleaciones metálicas de cobre-latón y aluminio y sus aleaciones. El procedimiento comprende el paso del caldo de fusión después de su vertido en la tobera de conformación por una primera zona cuyas paredes tienen características de aislante térmico, seguido del paso por una zona consecutiva cuyas paredes tienen características auto-lubricantes, comprendiendo la tobera de paso del material una zona de material aislante térmicamente y una zona de características auto-lubricantes.
PROCESO PARA PRODUCIR CHAPA FINA DE ACERO INOXIDABLE BASADO EN CR-NI QUE POSEE EXCELENTE CALIDAD DE SUPERFICIE Y FACILIDAD DE TRABAJO.
(01/06/1999). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: UEDA, MASANORI, TERAOKA, SHIN-ICH, SUEHIRO, TOSHIYUKI, OKA, HIDEKI, YOSHIMURA, YUUJI.
UN PROCESO PARA PRODUCIR CHAPA FINA DE ACERO INOXIDABLE BASADO EN CR-NI QUE POSEE EXCELENTE CALIDAD DE SUPERFICIE Y FACILIDAD DE TRABAJO MOLDEANDO CONTINUAMENTE UN ACERO INOXIDABLE REPRESENTADO POR ACERO 18%CR LDEO QUE POSEE UNA SUPERFICIE DE PARED DE MOLDE QUE SE MUEVE EN SINCRONIA CON UNA BANDA DE MOLDEO, EFECTUANDO SOLIDIFICACION RAPIDA A UNA VELOCIDAD DE ENFRIAMIENTO DE 100 (GRADOS) C/SEG O MAYOR EN UNA BANDA DE MOLDEO QUE POSEE UN ESPESOR DE 10 MM O MENOR; TRAS LA CONSIGUIENTE SOLIDIFICACION, SE INICIA EL ENFRIAMIENTO DE LA BANDA MOLDEADA DESDE UNA TEMPERATURA ALTA A UNA VELOCIDAD DE 100 (GRADOS) C/SEG O MAYOR HASTA 1250 (GRADOS) C Y SE IMPIDE LA RECUPERACION; SE MANTIENE LA BANDA DE MOLDEO ENFRIADA A UNA TEMPERATURA DE ENTRE 900 (GRADOS) C Y 1250 (GRADOS) C EXCLUSIVAMENTE ENTRE 5 SEG Y 2 MIN; SE ENFRIA Y BOBINA LA BANDA MOLDEADA Y SE SOMETE A RECOCIDO, DESOXIDACION, LAMINADO EN FRIO Y RECOCIDO.
CHAPA DE ACERO INOXIDABLE AUSTENITICO CON EXCELENTE CALIDAD SUPERFICIAL Y PRODUCCION DE LA MISMA.
(01/10/1998) UNA LAMINA DE ACERO INOXIDABLE CR-NI PRODUCIDA POR FUNDICION DE BANDA, QUE ESTA LIBRE DE DESBASTE DE SUPERFICIE DEBIDO AL MECANIZADO Y TIENE UN CONTENIDO DE CARBONO Y NITROGENO DE 0.09% O INFERIOR Y TAL COMPOSICION DE MANERA A PRODUCIR UN MD30 DE 30 A 60 (GRADOS) C, Y DONDE UNA COLONIA A QUE CONSISTE EN [112] < 111 > Y ASI SUCESIVAMENTE SE ENTREMEZCLA HOMOGENEAMENTE CON LA COLONIA B QUE CONSISTE EN [110] EN UNA LAMINA DE ACERO. RESPECTO DEL TAMAÑO DE LA COLONIA, DRD(A) Y DRD(B) TIENEN CADA UNO 300(MU)M O MENOS, Y DTD(A) TIENEN CADA UNO 200(MU)M O MENOS. LA SOLIDIFICACION SE LLEVA A CABO UNA VELOCIDAD DE REFRIGERACION DE 100 (GRADOS) C/S O SUPERIOR, Y DESPUES DE…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}