CIP-2021 : B21D 28/16 : Medios para impedir la formación de obstáculos o de rebabas.
CIP-2021 › B › B21 › B21D › B21D 28/00 › B21D 28/16[2] › Medios para impedir la formación de obstáculos o de rebabas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 28/00 Conformación por corte a presión; Perforación.
B21D 28/16 · · Medios para impedir la formación de obstáculos o de rebabas.
CIP2021: Invenciones publicadas en esta sección.
Equipo y procedimiento para calibrar superficies de corte que presentan rebabas en piezas troqueladas o cortadas con precisión.
(04/12/2019) Equipo para calibrar superficies de corte que presentan rebaba en piezas troqueladas o cortadas con precisión como pesos de péndulo, laminillas, anillos sincronizadores para acoplamientos o similares, con una parte superior y una parte inferior , que constituyen al menos una etapa de corte para cortar los contornos exterior y/o interior de la pieza y al menos una etapa de conformación para eliminar por estampado las rebabas formadas al cortar, estando dividida la etapa de conformación en una parte superior fija de la matriz con una campana de troquelado , así como una parte inferior de la matriz que puede moverse en la dirección…
Método para cortar usando un troquel de prensa.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MATSUNO,TAKASHI, YOSHIDA,TOHRU, YASUTOMI,TAKASHI.
Un método de corte que usa una prensa de estampación, comprendiendo el método de corte:
para una pieza de trabajo que comprende una primera chapa de metal y una segunda chapa de metal unidas en una porción de soldadura y una zona afectada por el calor alrededor de la porción de soldadura, colocando la pieza de trabajo en una posición relativa a un punzón y cortando la pieza de trabajo moviendo el punzón y un troquel uno con relación al otro en la posición en la que la pieza de trabajo está situada, para cizallar a lo largo de la porción de soldadura de la pieza de trabajo , caracterizado porque el punzón incluye una porción saliente que sale hacia la pieza de trabajo para que una porción plana del punzón , tal como la porción saliente comience a cortar una o más de la zona afectada por el calor o la porción de soldadura antes de que la porción plana corte la pieza de trabajo.
PDF original: ES-2781212_T3.pdf
(26/02/2019) Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de fuerza la pieza superior e inferior, con un cilindro de anillo de retención dispuesto en la pieza superior , en el que está guiado un pistón de anillo de retención para el movimiento de los pernos de anillo de retención , un pistón principal / empujador dispuesto en la pieza inferior , que realiza un movimiento de elevación y que porta una placa de mesa con cámara de cilindro de contrapresión , en la que está guiado un pistón de contrapresión , un mecanismo de ajuste central dispuesto coaxialmente respecto al eje de elevación…
Equipo y procedimiento para retirar/expulsar una retícula de estampado/pieza conformada interiormente y eyección de una pieza cortada en una prensa de corte de precisión.
(11/01/2017) Equipo para retirar una retícula de estampado, expulsar una pieza conformada interiormente y eyectar una pieza cortada en una prensa de corte de precisión, con un cilindro de dentado anular dispuesto en la pieza superior , en el que está conducido un émbolo de dentado anular , que a través de una cámara de presión puede someterse a un fluido hidráulico para generar una fuerza de dentado anular (FR) que actúa sobre pernos de dentado anular , un cilindro principal dispuesto en la pieza inferior , en el que está conducido un émbolo principal/vástago de empuje , que a través de una cámara de presión (59a, 59b) puede someterse…
Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza.
(09/03/2016) Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas accionado por un accionamiento y que ejecuta una carrera vertical entre OT (punto muerto superior) y UT (punto muerto inferior) y un cabezal para corte de precisión dispuesto por encima del portaherramientas , que incluye un cilindro principal , en el que se aloja un émbolo de dentado anular que se encuentra sobre el eje de la carrera (HUA, que lleva asociados varios pernos de presión de dentado anular dispuestos coaxialmente con el eje de la carrera (HA), conducidos axialmente en una placa superior fijada al cilindro principal…
PROCEDIMIENTO Y DISPOSITIVO PARA EL CORTE DE PRECISIÓN DE PIEZAS DE TRABAJO.
(14/06/2011) Procedimiento para el corte de precisión de piezas de trabajo tales como ruedas dentadas o similares, en el que el material, preferentemente chapa, está sujeto al menos entre una placa de presión y una placa de corte , y un punzón cortador está guiado de manera forzada mediante un dispositivo para el guiado, y la pieza de trabajo se recorta mediante un contorno de corte y superficies de corte del punzón cortador y un contrasoporte de acción contraria, guiado en la placa de corte , caracterizado porque durante el procedimiento de corte al menos el punzón de corte realiza un movimiento relativo vertical y al mismo tiempo un movimiento relativo rotativo con respecto a la placa de corte
PROCEDIMIENTO Y DISPOSITIVO PARA CORTAR CON PRECISION Y CONFORMAR UNA PIEZA.
(11/10/2010) Dispositivo para cortar con precisión y conformar una pieza a partir de un fleje plano , con varias etapas de mecanización compuestas por elementos activos como punzón de corte y/o elemento conformador , placa de guía para el elemento de corte y/o elemento conformador, anillos de retención dispuestos en la placa de guía y placa de presión de una parte superior y placa de corte , expulsor , yunque de troquelado y placa de presión de una parte inferior para un ciclo de mecanización compuesto por corte, troquelado, preconformado y/o perforado o similares, estando aprisionado el fleje plano entre las…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PIEZAS ESTAMPADAS CON SUPERFICIE DE CORTE MUY LISA Y SUPERFICIE FUNCIONAL AUMENTADA.
(22/06/2010) Procedimiento para fabricar piezas estampadas con superficie funcional muy lisa y aumentada, en particular una pieza mediante corte de precisión y/o conformación a partir de un fleje plano , en el que el fleje plano se sujeta al cerrar entre una parte superior compuesta por un punzón de corte , una placa de guía para el punzón de corte, un anillo de retención dispuesto en la placa de guía y un expulsor y una parte inferior compuesta por placa de corte , expulsor y un troquel de molde hembra y en la zona de corte se fuerza una separación mediante cizalla con una elevada tensión por compresión, comprimiéndose previamente el anillo de retención sobre el fleje plano y ejerciéndose una tensión por compresión sobre el fleje plano a cortar,
caracterizado porque el anillo de retención no está dispuesto en la placa de guía , sino…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION Y/O MECANIZACION DE PIEZAS.
(10/02/2010) Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta que se puede someter bajo presión y/o fuerza, en cuyo caso la presión y/o fuerza aplicada sobre al menos una herramienta será distribuida en la herramienta transversalmente a la dirección de presión, caracterizado en que, la presión/fuerza distribuída transversalmente a la dirección de presión será redistribuída en forma de elementos flexibles sobre varios campos de transmisión de fuerza, independientes entre sí, con el fin de compensar las fuerzas basculantes que ejercen sobre la al menos única herramienta
(16/11/2006) Prensa de corte fino para la fabricación de piezas con cortes de precisión de una lámina de metal, o para modificar la forma de una pieza mediante una herramienta, de la cual una parte está colocada en una placa de sujeción de herramientas superior y otra parte está colocada en una placa de sujeción de herramientas inferior , en cuyo caso una maza está asignada a una de las placas de sujeción de herramientas , la cual se apoya contra un elemento fijado a la máquina a través de al menos una unidad de pistón propulsor de la maza , la cual está conectada fijamente a través de al menos dos columnas de guía con un elemento opuesto, también fijado a la máquina , el cual está colocado sobre la otra placa de sujeción de herramientas , en cuyo caso la maza puede desplazarse…
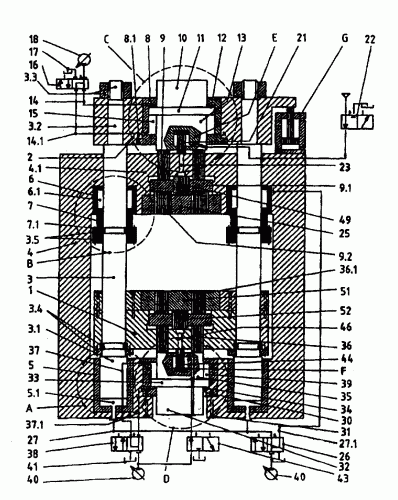
PRENSA DE CORTE DE PRECISION CON CILINDRO DENTADO ANULAR Y CILINDRO CONTRA-ESTAMPA.
(16/06/2004). Ver ilustración. Solicitante/s: FEINTOOL INTERNATIONAL HOLDING AG. Inventor/es: BALTSCHUN, HORST.
EN LA PRENSA DE CORTE DE PRECISION ACCIONADA HIDRAULICA O MECANICAMENTE, EL PUNZON DE PRENSA SE UNE EN UNION DE FUERZA A UN TRAVESAÑO A TRAVES DE COLUMNAS . EN EL TRAVESAÑO SE INTEGRA EL CILINDRO DE ANILLO DE RETENCION (C) Y EL PUNZON ABSORBE LA FUERZA DE APOYO DEL CILINDRO DE ANILLO DE RETENCION. DURANTE LA CARRERA DE TRABAJO NO SE PRODUCE NINGUN MOVIMIENTO RELATIVO ENTRE EL CILINDRO DE ANILLO DE RETENCION (C) CON EL EMBOLO Y EL PUNZON . EN EL CABEZAL TRANSVERSAL INFERIOR DEL SOPORTE SE DISPONE EL CILINDRO DE CONTRAPRESION (D). DURANTE LA CARRERA DE TRABAJO NO SE PRODUCE NINGUN MOVIMIENTO RELATIVO EN LA HERRAMIENTA ENTRE EL CILINDRO DE CONTRAPRESION (D) Y LA PIEZA. LA FUERZA DE TRABAJO DEL ACCIONAMIENTO PRINCIPAL NO SE REDUCE A TRAVES DE LA FUERZA DE APRIETE DEL CILINDRO DE ANILLO DE RETENCION Y DEL CILINDRO DE CONTRAPRESION.
PROCEDIMIENTO PARA REALIZAR SUPERFICIES DE CORTE EXACTAS.
(01/04/2004). Solicitante/s: FEINTOOL INTERNATIONAL HOLDING. Inventor/es: SUNAGA, JUNICHI, ROSE, WOLFGANG.
Procedimiento para conseguir cortes de precisión en una pieza por medio del estampado o del corte, especialmente mediante corte fino, en cuyo caso se haría primero un estampado o bien un corte de un contorno.
PROCEDIMIENTO DE CORTE DE UNA PIEZA EN UN TROZO DE PLACA METALICA.
(16/09/2002). Ver ilustración. Solicitante/s: SOLLAC (SOCIETE ANONYME). Inventor/es: EPLE, STEPHANIE.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE CORTE DE UNA PIEZA EN UNA CHAPA CORTADA REDONDA MEDIANTE DOS ORGANOS DESPLAZABLES UNO HACIA OTRO Y QUE LLEVAN FILOS DE CORTE, UN PUNZON Y UNA MATRIZ , CARACTERIZADO PORQUE CONSISTE: REALIZAR UNA INDENTACION DE UNA PROFUNDIDAD PREDETERMINADA, SEGUN UNA DIRECCION Y UN SENTIDO DEFINIDOS; LA DIRECCION Y EL SENTIDO DE FORMACION DE LA INDENTACION.
TALADRADORA DE PRECISION.
(01/01/1994). Solicitante/s: NIKKA ENGINEERING COMPANY LIMITED. Inventor/es: KINOSHITA, KAORU.
SE TRATA DE UNA TALADRADORA DE PRECISION PARA TRABAJAR CON PRECISION PIEZAS EN LAS CUALES SE HA MARCADO UN CIRCULO O UN GRUPO DE PUNTOS DE REFERENCIA. ESTA MAQUINA QUE TIENE UN MOLDE SUPERIOR FIJADO BOCA ABAJO A UNA BASE , UN MICROSCOPIO TRANSPORTADO POR LA BASE DEL MOLDE SUPERIOR , SIRVE PARA VER LA POSICION DE LA LINEA DE REFERENCIA, UN PLATO GIRATORIO MONTADO SOBRE LA BASE MAS BAJA TRANSPORTA UN MOLDE INFERIOR QUE SE ALINEA CON EL MOLDE SUPERIOR Y GIRA CON EL PLATO GIRATORIO , Y UNA MESA DESPLAZABLE QUE TIENE MEDIOS QUE SOPORTAN EL MATERIAL A TALADRAR, LA POSICION DE LA MESA RESPECTO AL PLATO GIRATORIO PUEDE AJUSTARSE EN DOS DIRECCIONES (X,Y) MEDIANTE LOS RESPECTIVOS MICROMETROS . CUANDO EL MATERIAL A TALADRAR HAYA SIDO SITUADO EN LA MESA , ESTA ULTIMA ES GIRADA CON LA MESA GIRATORIA, MIENTRAS LA POSICION DE LA LINEA DE REFERENCIA ESTA SIENDO INSPECCIONADA MEDIANTE EL MICROSCOPIO . LOS MICROMETROS SE AJUSTAN HASTA QUE LA LINEA DE REFERENCIA SE CENTRA.
PROCEDIMIENTO SUCESIVO Y HERRAMIENTA SUCESIVA PARA PIEZAS ESTAMPADAS.
(01/01/1993). Solicitante/s: E. WINKEMANN GMBH & CO. KG. Inventor/es: TUSCH, REINHARD.
UN PROCEDIMIENTO SUCESIVO PARA LA ELABORACION DE PIEZAS ESTAMPADAS EN VARIOS PASOS, COMO PASO DE FORMA, PASO DE RETENIDA, RECORTE DE ESTAMPA, DONDE EN EL RECORTE DE ESTAMPA LA PIEZA ESTAMPADA SE RECORTA POR UN PUNZON ESTAMPADOR CORRESPONDIENTE AL CONTORNO EXTERIOR DE LA PIEZA ESTAMPADA EN ACCION CONJUNTA CON UN MATRIZ. EL PROBLEMA TECNICO ES LA PREPACION DE UN PROCEDIMIENTO SUCESIVO, SE TRANSPORTA LA PIEZA ESTAMPADA CON UNA ENTRADA DE ESTAMPADO, QUE DESAPARECE. EN EL PASO DE PRENSADO QUE PRECONECTA EL RECORTE DE ESTAMPADO SE EFECTUA UN PRENSADO EN LA PROFUNDIDAD DE UNA PIEZA DE FRACCION DE ESPESOR DE LA BANDA DEL ESTAMPADO CON UN CONTORNO EXTERIOR ALGO MAS GRANDE QUE EL CONTORNO EXTERIOR DE LA PIEZA ESTAMPADA Y EL USO DE ESTAMPADO QUE SE PRODUCE EN EL PASO ESTAMPADOR SE LLEVA EN EL RECORTE DEESTAMPADO PARA EL FENIDO, ASI QUE SE MANTIENE UNA SUPERFICIE DE CORTE CON LINEA PERFILADA EXACTA. UNA HERRAMIENTA SUCESIVA ABARCA UN PUNZON DE ESTAMPADO CON DIFERENCIAS MAS GRANDES TRANSVERSALES QUE LA PIEZA ESTAMPADA.
PERFECCIONAMIENTOS EN UNA ESTAMPA PARA EL CORTE DE PRECISION SIMULTANEO DE CONTORNOS INTERIORES Y CONTORNOS EXTERIORES EN UNA CHAPA PLANA.
(16/03/1986). Solicitante/s: ELEKTROAKUSTIKAI GYAR.
ESTAMPA PARA EL CORTE DE PRECISION SIMULTANEO DE CONTORNOS INTERIORES Y EXTRIORES DE UNA CHAPA PLANA. CONSTA DE UN PUNZON CORTADOR Y DE UNA MATRIZ DE CORTE , QUE ESTAN DOTADOS EN CADA CASO DE UNA SUPERFICIE ANULAR CONICA PARA PRODUCIR UNA PRESION HIDROSTATICA Y UN FLUJO RADIAL EN EL PLANO DE CORTE DE CONTORNO EXTERIOR ; DE UN PUNZON DE EXTRUSION DOTADO DE UN CONO DE EXTRUSION QUE PRODUCE UNA PRESION HIDROSTATICA EN EL PLANO DE CORTE DEL CONTORNO INTERIOR Y EXTRUSIONA EL DESPERDICIO DEL AGUJERO HACIA EL CONTORNO INTERIOR.
{kind=link}
{kind=link}