CIP-2021 : B29C 45/27 : Canales de inyección.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/27[3] › Canales de inyección.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/27 · · · Canales de inyección.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y boquilla de moldeo por inyección para producir piezas moldeadas por inyección a partir de plástico.
(06/05/2020) Procedimiento para producir piezas moldeadas por inyección a partir de plástico con una herramienta de moldeo por inyección que comprende una boquilla de moldeo por inyección con una carcasa que recibe un núcleo de boquilla y con un canal de boquilla , entre la carcasa y el núcleo de boquilla , que se estrecha en la dirección del flujo y desemboca en una ranura de boquilla , en donde se inyecta el baño fundido de plástico en forma de una ramificación de baño fundido en forma de tira a través de la ranura de boquilla en una cavidad de la herramienta de moldeo por inyección, antes de que la pieza moldeada por inyección se desmoldee después de que el baño fundido de plástico se haya solidificado, caracterizado porque el calor se suministra al baño fundido de plástico durante la solidificación en la cavidad calentando el núcleo de…
Control de circuito cerrado de unidad de inyección auxiliar.
(29/04/2020) Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección auxiliar en un moldeo de coinyección secuencial que comprende las etapas de:
posicionar un sensor en un sistema de moldeo por coinyección para detectar una presión (P) o una velocidad (V) de una primera corriente de fundición de un primer material moldeable (S1) proporcionada por una unidad de inyección primaria , en donde la primera corriente de fundición fluye a lo largo de una primera trayectoria de fundición del sistema de moldeo por coinyección ;
comenzar una primera inyección de la primera…
Método para controlar el llenado de al menos una cavidad.
(15/04/2020) Método para regular el llenado de al menos una cavidad en un dispositivo para fabricar un objeto, en particular en una máquina de moldeo por inyección, en el que
se introduce una masa fundida en la cavidad a través de una abertura y se cambia su ancho,
el ancho de la abertura también se cambia en una posición entre una posición cerrada y una posición máxima abierta y está bloqueada o fija,
los sensores observan un llenado de la cavidad y, en particular, la entrada de la masa fundida y/o un frente de masa de fusión en la (s) cavidad (es) y el ancho de la abertura se cambia para controlar el llenado,
moviendo la abertura a una posición intermedia, ajustando los valores…
Dispositivo de control para instalación de moldeado por inyección.
(11/03/2020). Solicitante/s: CEMA Technologies. Inventor/es: MARTIN, EMMANUEL, BOUILLOUD,MARC, PERROCHON,JULIEN.
Dispositivo de control para instalación de moldeado por inyección, que comprende una tobera caliente axial para el suministro de materia plástica fluida a las cavidades moldeadoras por medio de un bloque distribuidor, y una pieza para ser desplazada axialmente en el transcurso de las operaciones de moldeado, comprendiendo un gato anular situado coaxialmente a la tobera caliente y medios mecánicos de conexión del gato con la pieza a desplazar, caracterizado por que los medios mecánicos de conexión del gato con la pieza a desplazar están constituidos por brazos soportados por el gato y vástagos de fijación soportados por la pieza a desplazar.
PDF original: ES-2787474_T3.pdf
Elemento calefactor para un canal de flujo o una cavidad de molde y boquilla de moldeo por inyección con un elemento calefactor semejante.
(19/02/2020) Elemento calefactor para el calentamiento de un canal de flujo o de una cavidad de molde, que presenta un elemento de soporte que porta un conductor calefactor con un primer pin de conexión y un segundo pin de conexión , y que comprende un dispositivo de conexión con un cable eléctrico de conexión con un primer y segundo conductor ,
a) donde el primer y segundo pin de conexión acaban en un cuerpo aislante del dispositivo de conexión , que separa eléctricamente el primer pin de conexión del segundo pin de conexión ,
b) donde el cuerpo aislante está dispuesto al menos por secciones en un casquillo de recepción del dispositivo de conexión ,
c) donde el…
Sistema de moldeo por inyección de canal caliente de coinyección.
(11/09/2019) Un método de coinyección, comprendiendo el método:
hacer fluir una primera corriente de fundición de un primer material de moldeo dentro de una boquilla de con compuerta de válvula de canal caliente ;
hacer fluir una segunda corriente de fundición de un segundo material de moldeo dentro de la boquilla ;
dividir la primera corriente de fundición con una punta de boquilla de la boquilla en una corriente de fundición de la capa interna y una corriente de fundición de la capa externa;
crear una corriente de fundición combinada con la segunda corriente de fundición dispuesta entre la corriente de fundición de la capa interna y la corriente de fundición de la capa externa, por lo que la segunda…
Boquilla de moldeo por inyección con inserto.
(04/09/2019) Boquilla de moldeo por inyección para un molde de inyección,
a) que tenga un tubo de material donde se forme al menos un canal de flujo, que esté conectado con una cavidad de molde del molde de inyección formada por al menos un inserto de molde ; y
b) con un inserto , donde el inserto puede colocarse en el extremo del lado del inserto del tubo de material,
c) donde el inserto tiene un cuerpo de inserto que tiene un extremo trasero y un extremo delantero 10 y donde se forma al menos un canal de flujo entre el extremo trasero y el extremo delantero ,
d) donde el cuerpo de dicho inserto comprende una primera pieza para colocar dicho inserto en o dentro de la boquilla de moldeo por inyección y una segunda pieza para colocar en o dentro del inserto de…
Distribuidor de masa fundida de canal frío.
(10/07/2019) Herramienta de colada o de moldeo por inyección para colada o moldeo por inyección de piezas moldeadas,
comprendiendo
- un distribuidor de masa fundida de canal frío y
- varios espacios huecos de molde, a los cuales puede suministrarse a través del distribuidor de masa fundida de canal frío una masa de moldeo con una temperatura de menos de 150 °C y en los cuales puede solidificarse a continuación la masa de moldeo suministrada, y
- una placa de salida , la cual presenta por cada espacio hueco de molde una abertura de boquilla , habiendo asignado en el distribuidor de masa fundida de canal frío a cada espacio hueco de molde un canal de alimentación para alimentar la masa de moldeo con aguja de cierre desplazable axialmente dispuesta dentro de éste,
caracterizada por
- que para todos los alimentadores de masa…
Aparato de señalización detectable y método para hacer el mismo.
(12/04/2019). Solicitante/s: Lomont Molding, Inc. Inventor/es: WATSON,VIRGIL ALLEN, BENDER,JASON, FRANK,CARL.
Señalización que comprende:
una porción de placa de plástico en molde que tiene una ranura ;
una lengüeta flexible que tiene una porción de collarín que se extiende hacia fuera desde la porción de placa y tiene un extremo de bloqueo que se extiende desde la porción de collarín; y
el extremo de bloqueo formado para ser recibido por la ranura ;
en donde la porción de placa de plástico está hecha de una mezcla homogénea de un material de relleno y un aditivo magnéticamente detectable de tal manera que la señalización es detectable por una máquina de detección de metales; y
caracterizada por una etiqueta unida a la mezcla homogénea magnéticamente detectable colocando la etiqueta que tiene indicaciones en una cavidad de un molde de inyección; e inyectar la mezcla homogénea en la cavidad del molde de inyección.
PDF original: ES-2708923_T3.pdf
Disposición de distribuidor de canal caliente para un sistema de canal caliente.
(13/02/2019) Disposición de distribuidor de canal caliente para un sistema de canal caliente que puede ser calentado durante una fase de calentamiento, con una herramienta adyacente al mismo,
a) que está realizada para la conducción de una masa fundida de plástico desde un orificio de inyección a al menos dos disposiciones de boquilla movibles relativamente entre sí e independientemente una de otra, que presentan, respectivamente, al menos un orificio de salida en la zona de un cuerpo de boquilla ,
b) en la que está previsto al menos un bloque distribuidor principal basculante en torno a un primer eje de giro (D1) con al menos un brazo distribuidor principal ,
c) en la que en el al menos un bloque distribuidor…
Sistema de canal caliente de montaje directo.
(06/02/2019) Sistema de canal caliente de montaje directo , que comprende:
un primer componente de canal (108, 608A, 708) que tiene una primera abertura de canal que se extiende hacia una superficie de deslizamiento del primer componente de canal;
un segundo componente de canal (111, 608B, 711) que tiene una segunda abertura de canal que se extiende hacia una superficie de deslizamiento del segundo componente de canal; y caracterizado por
un elemento de empuje que tiene un resalte que puede hundirse asociado al primer componente de canal (108, 608A, 708) que está alojado en un receptor asociado al segundo componente de canal (111, 608B, 711), cuando el primer componente de canal (108, 608A, 708) y el segundo componente…
Boquilla de entrada lateral para aparato de moldeo por inyección.
(06/02/2019) Una boquilla de canal caliente para entrada lateral para una máquina de moldeo por inyección, que puede conectarse a una abertura de salida de sustancia fundida de un colector de canal caliente y que comprende una porción de brida de boquilla, una porción de cuerpo de boquilla y una porción de puente de boquilla que tiene al menos dos secciones de punta de boquilla dispuestas lado a lado de manera adyacente, y al menos dos clavijas de válvula acopladas a un dispositivo de accionamiento de clavija de válvula, que puede moverse de atrás hacia delante a lo largo de un primer eje (A), por lo que las al menos dos clavijas de válvula pueden moverse a lo largo de segundos ejes paralelos (B), que…
Procedimiento de fabricación de una bandeja portacables de rejilla, y bandeja portacables de rejilla correspondiente.
(04/01/2019). Solicitante/s: UNEX APARELLAJE ELECTRICO S.L.. Inventor/es: MOSTAZO OVIEDO,JOSE ANTONIO.
Procedimiento de fabricación de una bandeja portacables de rejilla, y bandeja portacables de rejilla correspondiente. El procedimiento consiste en formar la bandeja portacables de rejilla de una sola pieza de material polimérico por moldeado en un molde de inyección. El molde de inyección utilizado en dicho procedimiento está conformado de manera que las varillas transversales y longitudinales de la bandeja portacables de rejilla formada en dicho molde de inyección son coplanarias en los cruces de unas con otras.
PDF original: ES-2695452_A1.pdf
Boquilla de moldeo por inyección con agujas de cierre guiadas por casquillos guía y dispositivo de moldeo por inyección con una boquilla de este tipo.
(26/11/2018) Boquilla de moldeo por inyección para un dispositivo de moldeo por inyección para procesar un material fluido (M),
a) con un cuerpo de boquilla que comprende un extremo trasero y un extremo delantero , en el que el extremo trasero puede disponerse junto a una entrada de material y el extremo delantero puede disponerse frente a una placa de molde de inyección ,
b) con al menos dos agujas de cierre que atraviesan el cuerpo de la boquilla desde el extremo trasero hasta el extremo delantero ,
c) con una guía de masa fundida para el material fluido (M) que conduce desde el extremo trasero hasta el extremo delantero del cuerpo de la boquilla , desembocando dicha guía de masa fundida en los orificios pasantes correspondientes…
Aparato de inyección-compresión para fabricar recipientes de material termoplástico.
(01/10/2018) Un aparato de inyección-compresión para la fabricación de recipientes de material termoplástico (P), en particular, preformas de PET, que tiene un eje de giro vertical (Y), que comprende
- una base de soporte fija,
- un carrusel giratorio , que gira alrededor del eje de giro vertical (Y) con respecto a la base de soporte fija,
- una pluralidad de moldes de inyección-compresión (9', 9", 9"') de los recipientes de material termoplástico (P) dispuestos a lo largo de una periferia del carrusel giratorio ,
- una pluralidad de conductos de alimentación laterales de los moldes de inyección-compresión (9', 9", 9"'), aptos para girar junto con el carrusel giratorio ,
- un dispositivo de distribución que conecta la base de soporte fija al carrusel giratorio para permitir…
Sistema calentador de capa bifilar.
(22/11/2017). Solicitante/s: WATLOW ELECTRIC MANUFACTURING COMPANY. Inventor/es: FENNEWALD,KENNETH,F, MCDOWELL,WILLIAM,A.,III, PTASIENSKI,KEVIN, STEINHAUSER,LOUIS,P.
Sistema calentador que comprende: un calentador de capas que comprende al menos una capa resistiva , teniendo la capa resistiva un coeficiente de temperatura suficiente de características de resistencia tal que la capa resistiva es un elemento calentador y un detector de temperatura; dos hilos conductores eléctricos conectados a la capa resistiva ; y un controlador bifilar conectado a la capa resistiva a través de los dos hilos conductores eléctricos , en el cual el controlador bifilar determina la temperatura del calentador de capas usando la resistencia de la capa resistiva y controla por consiguiente la temperatura del calentador a través de los dos hilos conductores eléctricos , en el cual el sistema calentador proporciona calor a una parte a calentar.
PDF original: ES-2327934_T3.pdf
PDF original: ES-2327934_T5.pdf
Dispositivo de ajuste de flujo de gránulos/líquidos para cabezales de impresión 3D alimentados con gránulos y/o líquidos y procedimiento correspondiente.
(14/06/2017). Solicitante/s: Starfort des Stubenruss Moritz. Inventor/es: STUBENRUSS,MORITZ.
Dispositivo de ajuste de flujo de gránulos/líquidos para cabezales de impresión 3D alimentados con gránulos y/o líquidos y cabezal de impresión 3D, estando el dispositivo de ajuste de flujo de gránulos/líquidos dispuesto en el cabezal de impresión 3D, que es alimentado mediante un canal ,
- comprendiendo el cabezal de impresión una cámara ,
-- presentando la cámara una superficie y
--- presentando esta superficie al menos una abertura de salida,
- estando dispuesto dentro de la cámara al menos un tornillo sin fin en espiral, que está preparado para conducir el material , preferiblemente plástico, a la al menos una abertura de salida y
- estando previsto un generador de fuerza, que está preparado para aplicar al tornillo sin fin en espiral una fuerza en dirección a la superficie y
- pudiendo ajustarse la distancia entre el tornillo sin fin en espiral y la superficie mediante la presión del material que se ha de alimentar.
PDF original: ES-2672804_T3.pdf
PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES DE PARED FLEXIBLE.
(26/05/2017). Solicitante/s: SIMPLICITY WORKS EUROPE, S. L. . Inventor/es: HERNANDEZ HERNANDEZ,ADRIAN, BANUS,CHRISTOPHER T, HENAREJOS JIMENEZ,Daniel.
Procedimiento de fabricación de artículos tridimensionales de pared flexible, mediante un molde (1¿- 2¿) y contra-molde (3¿) entre los que se disponen piezas (4¿) que conformarán el corte del artículo a obtener. Entre las piezas (4¿), el molde (1¿- 2¿) y contra-molde (3¿) se delimita una red de conductos y cavidades en los que se inyecta, a través de primeros puntos , un material plástico en estado fundido, mientras que a través de uno o más segundos puntos dicha red de conductos se conecta a una red de vacío.
Procedimiento para la fabricación de un contenedor de plástico y contenedor de plástico.
(04/01/2017). Solicitante/s: ESE World B.V. Inventor/es: FROHLINGSDORF, UDO.
Procedimiento para la fabricación de un contenedor de plástico , en particular un contenedor de basura, en el que el contenedor de plástico presenta un fondo de contenedor y una pared lateral de contenedor con al menos dos segmentos de pared lateral de contenedor . en el que los segmentos de pared lateral de contenedor están adyacentes entre sí y en la zona de adyacencia forman respectivamente una arista de contenedor , que siempre se sitúa entre dos segmenlos de pared lateral de contenedor adyacentes entre sí, y en el que el contenedor de plástico se fabrica mediante un procedimiento de moldeo por inyección, en tanto que se inyectan los componentes individuales del contenedor, caracterizado por que la inyección se realiza en al menos una de las aristas de contenedor del contenedor de plástico a través de al menos un punto de inyección.
PDF original: ES-2620483_T3.pdf
Moldes de inyección para tubo flexible, procedimientos para proporcionar dichos tubos, y tubos obtenidos mediante este procedimiento.
(07/12/2016) Dispositivo de moldeo por inyección para el moldeo por inyección en dos etapas de un cuerpo de manguito flexible y un cuerpo de hombro para un tubo comprimible moldeando por inyección un cuerpo de colada y el cuerpo de manguito flexible en una primera etapa, y moldeando por inyección el cuerpo de hombro contiguo al cuerpo de colada y el cuerpo de manguito flexible en una segunda etapa, de manera que el cuerpo de hombro se moldea por inyección como una sola pieza junto con el cuerpo de colada y el cuerpo de manguito flexible,
comprendiendo el dispositivo de moldeo por inyección:
- una parte de molde macho ;
- una parte de molde hembra que, durante la primera y la segunda etapa, en combinación…
Boquilla de tobera para una tobera de moldeo por inyección, tobera de moldeo por inyección y útil de moldeo por inyección.
(16/11/2016) Boquilla de tobera para una tobera de moldeo por inyección para la utilización en un útil de moldeo por inyección y para el procesamiento de una masa fluida (M), que comprende un canal de flujo con una abertura de entrada y una abertura de salida , una primera superficie de estanqueidad configurada de forma cilíndrica, radialmente a un eje longitudinal (L), en donde partiendo de la primera superficie de estanqueidad , el diámetro (D20) de la primera superficie de estanqueidad orientado radialmente al eje longitudinal (L), es mayor o igual que el diámetro máximo (Dmax1) de la boquilla de tobera en dirección de la abertura de entrada , orientado radialmente al eje longitudinal (L), y una superficie de tope dispuesta entre la primera superficie de estanqueidad y la abertura de salida , la cual está orientada perpendicular al…
Tobera de canal caliente para inyección lateral.
(31/08/2016) Tobera de canal caliente
a) para la inyección lateral de componentes de plástico,
b) con un cuerpo de toberas con preferencia de varias partes,
c) en la que el cuerpo de toberas presenta al menos uno o varios insertos de punta ,
d) en la que los insertos de punta presentan, respectivamente, al menos
d1) un elemento de punta con
d2) una sección de punta (6b),
e) cuya sección de punta (6b) sobresale hacia fuera, respectivamente, sobre la superficie circunferencial del cuerpo de toberas en una placa de moldeo ,
f) en la que al menos las secciones de punta (6b) de los elementos de punta están atravesadas por agujas de cierre , y
g) en la que las agujas de cierre son…
Método para fabricar una unidad de boquilla calentada para el moldeo de materiales de plástico.
(17/08/2016) Un método para manufacturar una unidad de boquilla de inyección para el moldeo de materiales de plástico, comprendiendo los pasos de:
proporcionar una boquilla con un núcleo de metal tubular formando un conducto de inyección longitudinal central y una superficie lateral, exterior, sustancialmente cilíndrica ,
manufacturar un dispositivo calentador/difusor incluyendo un elemento difusor de calor de metal de forma cilíndrica tubular con una sección transversal anular abierta, y
montar dicho dispositivo calentador/difusor alrededor de la superficie exterior cilíndrica del núcleo de boquilla , con una superficie interior sustancialmente cilíndrica (30d) de dicho elemento difusor de calor ajustando…
Dispositivo para la fabricación de productos finales en forma de clavija mediante moldeo por inyección.
(29/06/2016) Herramienta de moldeo por inyección con una disposición de placa de base que presenta un bebedero destinado a conectarse a una máquina de moldeo por inyección, y con una placa central que, en el estado cerrado de la herramienta de moldeo por inyección , en una primera superficie de separación está en contacto con la disposición de placa de base formando junto a esta una cavidad de piel unida al bebedero , y con una disposición de placas de pieza moldeada que, en el estado cerrado de la herramienta de moldeo por inyección , en una segunda superficie de separación está en contacto con la placa central , limitando junto a esta un número…
Aparato de moldeo por inyección para la fabricación de objetos huecos de múltiples capas, en particular preformas de plástico, respectivamente, recipientes y método asociado.
(20/04/2016) Aparato de moldeo por inyección para la fabricación de objetos huecos de múltiples capas, en particular de preformas de plástico, que comprende un molde de inyección con un lado frontal y uno posterior , que se compone de una placa de sujeción en el lado frontal , y de una placa de canal caliente , donde en la placa de canal caliente se monta un colector , entre lo que se dispone un conjunto de boquillas de inyección , cada una de las cuales está provista de un conducto de suministro sustancialmente dispuesto en el centro , en cuyo extremo libre se proporciona un orificio de inyección , en el que cada uno de dichas boquilla de inyección es directamente extraíble individualmente desde el lado de inyección del molde de inyección en el lado de inyección de la misma, caracterizado…
Instalación de conexión eléctrica para un elemento calentador eléctrico de una boquilla de canal caliente.
(04/02/2016) Instalación de conexión para establecer una conexión eléctrica entre un elemento calentador eléctrico de una boquilla de canal caliente y una conducción de conexión , que está conectada con una fuente de corriente, presentando la conducción de conexión elementos de contacto , que pueden ponerse en contacto eléctricamente con contactos de conexión del elemento calentador ,
• terminando los contactos de conexión del elemento calentador en un cuerpo de aislamiento , que separa eléctricamente entre sí los contactos de conexión ,
• estando dispuesto el cuerpo de aislamiento al menos por secciones en un casquillo de alojamiento , y
• pudiendo fijarse la conducción de conexión de tal manera dentro o en el casquillo de alojamiento , que los…
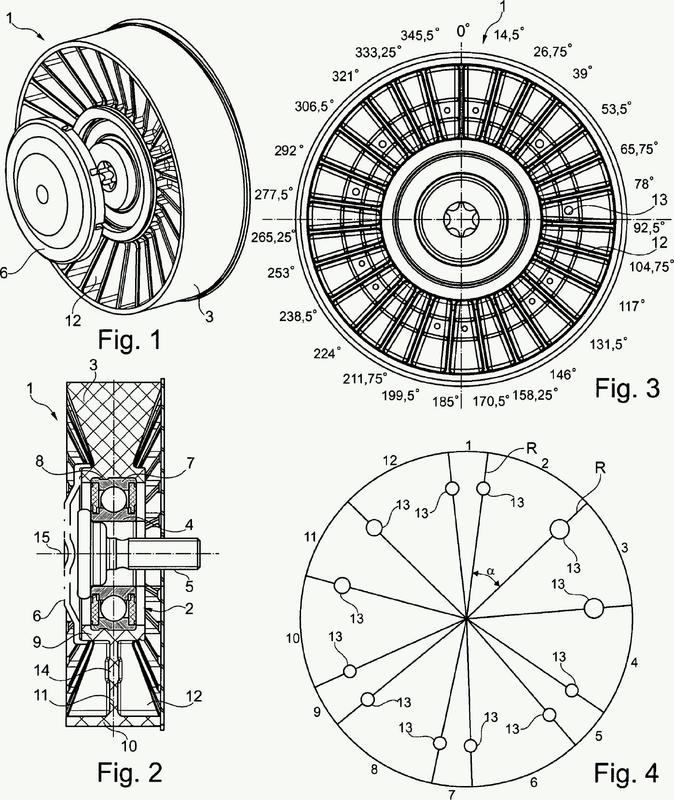
Polea de correa y procedimiento para su fabricación.
(03/02/2016). Ver ilustración. Solicitante/s: Schaeffler Technologies AG & Co. KG. Inventor/es: BELL,LORENZ.
Polea de correa para una transmisión de correa, que comprende un rodamiento y un anillo de deslizamiento que abraza al rodamiento y está hecho de un plástico con el que se ha recubierto por inyección el aro exterior del rodamiento, presentando un lado frontal del anillo de deslizamiento un gran número de puntos de inyección que discurren sobre los radios (R) de sectores circulares que tienen un centro común sobre el eje de giro de la polea de correa y al menos dos ángulos de centro (α) de diferente magnitud, caracterizada por que una parte de los sectores circulares presenta unos radios (R) sobre los cuales los puntos de inyección tienen cortes transversales de diferente tamaño, cumpliéndose que el ángulo de centro (α) del sector circular contiguo en el lado del corte transversal de inyección más grande es mayor que el ángulo de centro (α) del sector circular contiguo en el lado del corte transversal de inyección más pequeño.
PDF original: ES-2650256_T3.pdf
Proceso de moldeo por inyección en un único paso para fabricar una vaina de catéter.
(10/12/2015) Un método para formar una punta para una vaina de un introductor de catéteres, el método que comprende:
facilitar un molde que tiene una cavidad , la cavidad teniendo una porción de vaina con una forma sustancialmente anular, la porción de vaina teniendo una porción de punta con un diámetro exterior cónico;
colocar una espiga de núcleo dentro de la cavidad para formar un anillo de vaina entre la porción de vaina y la espiga de núcleo; e
inyectar plástico fundido en la cavidad, de manera tal que el plástico fundido viaje a través del anillo de vaina y dentro de la porción de punta, en el que el plástico fundido es sustancialmente distribuido de manera uniforme alrededor de una circunferencia del anillo de vaina…
Tobera de canal caliente con un elemento calefactor eléctrico.
(08/04/2015) Tobera de canal caliente con un elemento calefactor eléctrico que comprende un dispositivo de conexión para producir una unión eléctrica con una línea de conexión , en la que unos contactos de conexión del elemento calefactor terminan en un cuerpo aislante del dispositivo de conexión que separa los contactos de conexión eléctricamente uno de otro, y en la que la línea de conexión presenta unos elementos de contacto que pueden ser contactados eléctricamente con los contactos de conexión del elemento calefactor , en la que el cuerpo aislante está dispuesto al menos segmentadamente en un casquillo de alojamiento del dispositivo de conexión…
Herramienta y procedimiento para la fabricación de piezas de moldeo de plástico de varias capas.
(02/07/2014) Herramienta para la fabricación de piezas de moldeo de plástico de varias capas con sustrato de plástico y pintura de recubrimiento formada por al menos dos mitades de herramienta y una cavidad, en la que se aloja el plástico, y un sistema de colada con un bebedero, caracterizada porque
a) una pieza de inserción de herramienta de separación intercambiable con una capa de separación permanente o semipermanente, o
b) una pieza de inserción de herramienta de separación intercambiable compuesta de un material que separa de modo permanente,
en donde la pieza de inserción de herramienta de separación forma la parte del sistema de alimentación adyacente a la cavidad para el barniz .
Sistema para el moldeo por inyección de material plástico, particularmente adecuado para ser asociado con una unidad de soplado de material plástico moldeado.
(23/04/2014) Sistema de moldeo por inyección para material plástico, que comprende:
- una prensa que tiene una primera placa (11a) de presión y una segunda placa (11b) de presión asociadas, respectivamente, con un primer lado (13a) y un segundo lado (13b), opuesto al primer lado, de un molde , en el que dichas dos placas (11a, 11b) de presión son adecuadas para mover (f1) una de dichas placas de presión con respecto a la otra placa de presión con el propósito de cerrar entre las mismas dicho molde durante una etapa de inyección y moldeo de una pieza (P), con el propósito de aplicar una fuerza (F) de cierre para cerrar dicho molde , y
- un conjunto de distribución e inyección adecuado para distribuir e inyectar, en dicho molde , un material plástico (MP) fluido durante dicha etapa de inyección y moldeo, en el que dicho conjunto de distribución…
Paneles de guarnición iluminados de forma selectiva.
(06/11/2013) Un aplique o panel de guarnición que tiene bordes, que comprende:
una capa externa , comprendiendo dicha capa externa un plástico transparente;
incluyendo dicha capa externa un canal de colada formado integralmente a lo largo de uno o más de dichosbordes configurado como un tubo luminoso ; y dicho tubo luminoso está acoplado ópticamente con almenos una fuente de luz para iluminar al menos una porción de dicho aplique o panel de guarnición;
caracterizado porque el aplique o panel de guarnición comprende una capa de soporte de plástico;
estando formada la capa externa sobre dicha capa de soporte, en el que dicho canal de colada es unasección alargada de material plástico…
{kind=link}