PROCEDIMIENTO PARA PRODUCIR UN DISPOSITIVO DE CIERRE PARA UN RECIPIENTE.
Procedimiento para producir un dispositivo de cierre (10) para un recipiente con un elemento básico (100),
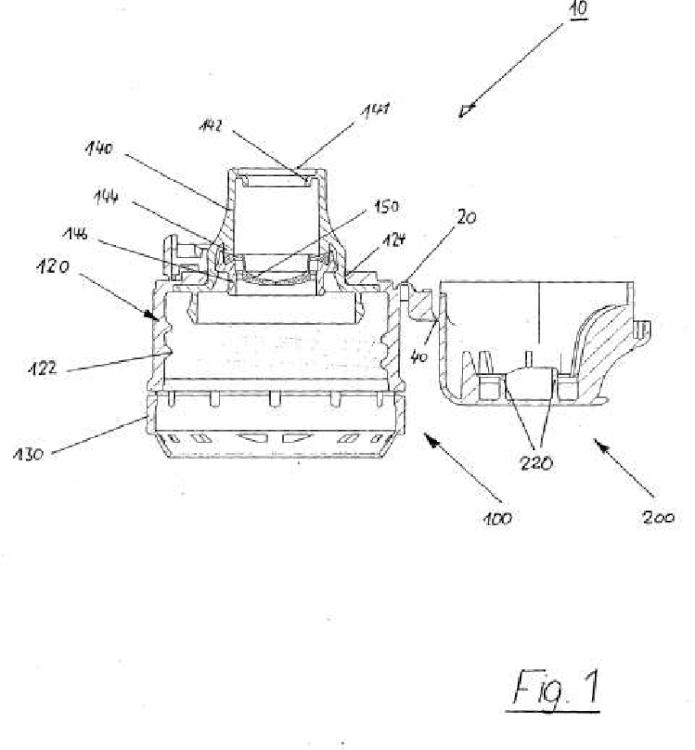
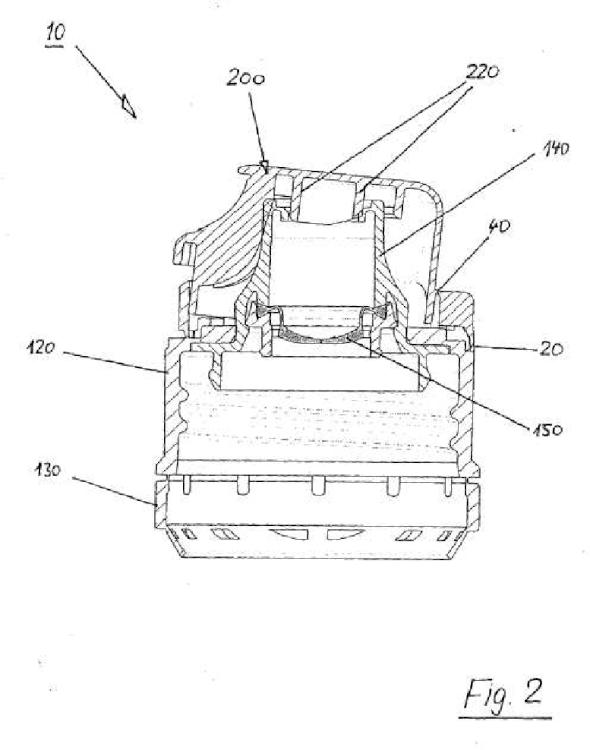
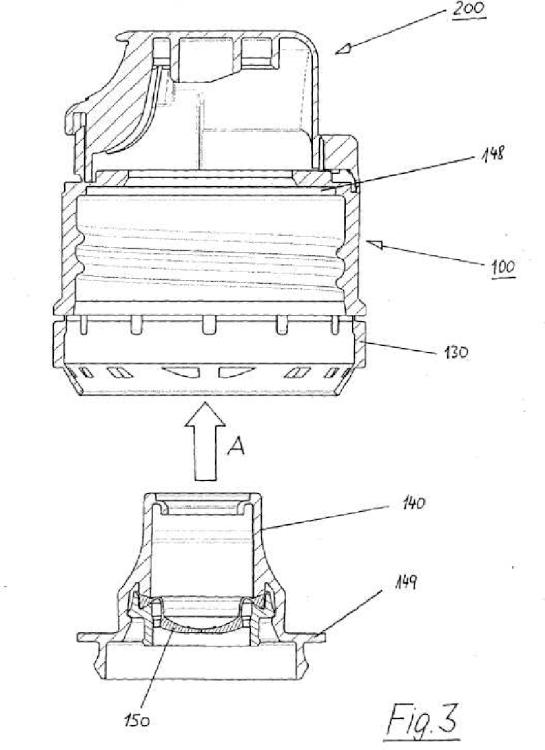
que puede fijarse a una abertura del recipiente, y una tapa abatible (200) que está fijada de forma basculante al elemento básico (100) y puede moverse en vaivén entre una posición cerrada y una abierta, en donde el elemento básico (100) está configurado con dos partes y comprende un elemento de fijación (120) fundamentalmente anular, en el que se inserta un elemento de salida (140) configurado fundamentalmente en forma de bóveda con una abertura de salida (141), caracterizado porque el elemento de fijación anular (120) del elemento básico (100) y la tapa abatible (200) se producen de forma enteriza y en un estado abierto, a continuación la tapa abatible (200) se lleva a una posición cerrada y sólo después se inserta el elemento de salida (140) en el elemento de fijación anular (120) (A)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/004775.
Solicitante: Seaquist Closures Löffler GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Löfflerstrasse 1 94078 Freyung-Linden ALEMANIA.
Inventor/es: LENZ, FRANZ, JÄCKEL,Gerhard,F. K.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Mayo de 2006.
Clasificación Internacional de Patentes:
- B65D47/08B4C
- B65D47/08D4C
Clasificación PCT:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B65D47/08 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 47/00 Cierres con dispositivos para llenar y vaciar, o para vaciar (distribuidores de jabón líquido A47K 5/12). › que tienen cierres articulados o de bisagras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359988_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para producir un dispositivo de cierre para un recipiente, en especial botellas, en donde este dispositivo de cierre comprende un elemento básico, que puede fijarse a una abertura del recipiente, y una tapa abatible que está fijada de forma basculante al elemento básico, de tal modo que ésta puede moverse en vaivén entre una posición cerrada y una abierta, para hacer posible la salida en especial de un medio fluyente desde la botella.
Los dispositivos de cierre se conocen de forma variada y normalmente están producidos con un material plástico. Un elemento básico comprende normalmente un dispositivo para fijar el elemento básico a una abertura del recipiente, por ejemplo a un cuello de botella, en donde por ejemplo puede preverse una rosca interior, de tal modo que el dispositivo de cierre pueda atornillarse al cuello de botella.
Desde el elemento básico se extiende con frecuencia una boquilla en forma de bóveda que por ejemplo pueda ser abarcada por la boca de la persona que bebe incluso al beber del recipiente.
Por el documento EP 1 582 475 A1 se conoce un dispositivo de cierre que comprende un elemento básico, un elemento de fijación y un elemento de salida configurado en forma de bóveda con una abertura de salida, en donde además está prevista una tapa abatible que presenta un resalte fundamentalmente anular, que engrana en la abertura de salida, cuando la tapa abatible se encuentra en una posición cerrada. El dispositivo de cierre comprende un elemento articulado, que comprende dos líneas de debilitamiento distanciadas entre sí que hacen posible una apertura de la tapa abatible.
Se conocen otros dispositivos de cierre por los documentos FR 2 804 089, WO 02/060776 A1 y US 5,934,514.
La tarea de la presente invención consiste en poner a disposición un procedimiento mejorado para producir un dispositivo de cierre en el que en especial el cierre de la tapa abatible pueda llevarse a cabo de forma especialmente sencilla, en donde al mismo tiempo se garantice que con una tapa cerrada la abertura de salida esté cerrada estancamente, pero que además también al abrir y cerrar repetidamente los elementos obturadores respectivos puedan preservarse contra daños.
Esta tarea es resuelta mediante un procedimiento conforme a la reivindicación 1, y las reivindicaciones 2 y 3 se refieren en especial a formas de realización ventajosas de este procedimiento.
El elemento básico está configurado con dos partes y comprende, por un lado, un elemento de fijación fundamentalmente anular y, por otro lado, un elemento de salida configurado fundamentalmente en forma de bóveda, que está dotado de una abertura de salida y que se inserta en el elemento básico. Además de esto, la tapa abatible del dispositivo de cierre comprende un resalte fundamentalmente anular (también llamado parcialmente espaldilla), que está configurado de tal modo que en un estado cerrado del elemento abatible engrana en la abertura de salida del elemento de salida y por medio de esto queda enrasado con la abertura de salida.
Por último la tapa abatible está fijada al elemento básico mediante un dispositivo de bisagra, que pone a disposición al menos dos ejes de basculamiento independientes uno del otro y que están distanciados entre sí.
La combinación antes descrita de características tiene la ventaja de que, en el caso de una tapa abatible cerrada, se garantiza una obturación muy segura de la abertura de salida, aparte de esto sin embargo al cerrar la tapa abatible mediante un movimiento de basculamiento, en especial mediante la previsión de dos ejes de basculamiento independientes, distanciados entre sí, es posible un movimiento de la tapa abatible que evita o reduce con mucha fuerza un desgaste de los elementos obturadores, precisamente del resalte anular por un lado y de elementos del elemento de salida que interactúan, por otro lado.
En especial mediante la previsión de los dos ejes de basculamiento independientes, distanciados entre sí, puede materializarse un movimiento relativo de los elementos obturadores descritos antes, es decir del resalte anular por un lado y de los elementos que de este modo interactúan del elemento de salida, que difiere de un movimiento circular puro que se presentaría en el caso de solamente un eje de basculamiento, de tal modo que al colocar encima la tapa y al obturar se requieren menores deformaciones y, de este modo, se garantiza un menor desgaste.
La previsión adicional de un elemento básico con dos partes, que comprenda un elemento de fijación anular por un lado y un elemento de salida configurado fundamentalmente en forma de domo, por otro lado, hace posible además producir el elemento de fijación y una tapa abatible en un procedimiento de moldeo por inyección de forma separada del elemento de salida, llevar la tapa abatible a la posición cerrada y sólo a continuación insertar el elemento de salida en el elemento de fijación del elemento básico. Esto tiene la ventaja de que en especial durante el procedimiento de producción, es decir, durante el primer proceso en el que el dispositivo de cierre tiene que
45
llevarse a un estado de estanqueidad, el elemento de salida puede insertarse desde abajo en un movimiento lineal, es decir, no se necesita ningún componente circular del movimiento durante el proceso de cierre, lo que garantiza el menor desgaste posible y una elevada estanqueidad.
La combinación de las características antes descritas tiene en especial la ventaja de que, precisamente durante el procedimiento de producción, puede conseguirse una elevada estanqueidad, lo que tiene una importancia especial porque precisamente la estanqueidad en el proceso de producción, es decir, antes de la primera apertura por parte del usuario, es especialmente importante para evitar una salida de líquido desde el recipiente, por ejemplo durante el transporte del recipiente llenado hasta los puntos de venta. Debido a que en especial puede garantizarse que durante el procedimiento de producción no se produce ningún desgaste ni un posicionamiento defectuoso de elementos aislados, de forma también preferida se utilizan diferentes materiales, en donde uno de los materiales es más blando, es también posible prescindir de una arandela de estanqueidad, que en ciertos dispositivos de cierre tiene que preverse y que se coloca directamente sobre la abertura del recipiente y se fija mediante el dispositivo de cierre.
En una forma de realización especialmente preferida los ejes de basculamiento discurren fundamentalmente en paralelo entre sí, en donde de forma preferida la distancia entre los ejes de basculamiento es al menos del 5%, en una forma de realización especialmente preferida al menos del 10% o incluso del 15% del diámetro del dispositivo de cierre o de la abertura del recipiente.
De forma preferida los dos ejes de basculamiento se materializan mediante una bisagra principal, por un lado, y mediante una bisagra de película por otro lado, aunque también es posible prever dos bisagras fundamentalmente idénticas.
La bisagra principal está configurada de tal modo que hace posible un margen de basculamiento de al menos 90º, de forma preferida 120º y, en una forma de realización especialmente preferida, 180º o más, mientras que una segunda bisagra, de forma preferida una bisagra de película, solamente hace posible un margen de basculamiento adicional menor, por ejemplo +/-20º ó +/-30º, para hacer posible un “ajuste en fino” del movimiento. La bisagra principal con el margen de basculamiento mayor sirve por ello también fundamentalmente para el movimiento de apertura de la tapa abatible, mientras que la segunda bisagra, de forma preferida una bisagra de película, con una menor región de basculamiento, dado el caso de forma casi imperceptible para el usuario, controla de forma fundamentalmente automática una adaptación en fino del posicionamiento de la tapa abatible o del resalte anular (de la espaldilla) dispuesto en la misma con relación a la abertura de salida, precisamente siguiendo la resistencia mínima, de tal modo que se evita en gran medida un desgaste.
Esto tiene importancia en especial en una forma de realización especialmente preferida en la que el elemento de salida está producido con un material distinto al del elemento de fijación, en especial de un material más elástico o más blando, en donde también puede estar previsto que se prevea un material deformable plásticamente al menos en parte.
En una forma de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir un dispositivo de cierre (10) para un recipiente con un elemento básico (100), que puede fijarse a una abertura del recipiente, y una tapa abatible (200) que está fijada de forma basculante al elemento básico (100) y puede moverse en vaivén entre una posición cerrada y una abierta, en donde el elemento 5 básico (100) está configurado con dos partes y comprende un elemento de fijación (120) fundamentalmente anular, en el que se inserta un elemento de salida (140) configurado fundamentalmente en forma de bóveda con una abertura de salida (141), caracterizado porque el elemento de fijación anular (120) del elemento básico (100) y la tapa abatible (200) se producen de forma enteriza y en un estado abierto, a continuación la tapa abatible (200) se lleva a una posición cerrada y sólo después se inserta el elemento de salida (140) en el elemento de fijación anular
10 (120) (A).
2. Procedimiento para producir un dispositivo de cierre (10) según la reivindicación 1, caracterizado porque el elemento de fijación anular (120) del elemento básico (100) y la tapa abatible (200) y/o el elemento de salida (140) se producen en un procedimiento de moldeo por inyección.
3. Procedimiento para producir una caperuza de cierre (10) según la reivindicación 1 ó 2, caracterizado porque la
15 inserción del elemento de salida (140) se realiza en un momento en el que el elemento de salida (140) después de su producción todavía no se ha enfriado por completo.
Patentes similares o relacionadas:
CIERRE INVIOLABLE, del 5 de Julio de 2011, de BAYER CONSUMER CARE AG: Cierre para un tubo, recipiente o embalaje que comprende: un anillo conectado al tubo, recipiente o embalaje; y una tapa , que […]
 TAPON DE CIERRE REBAJADO MONOPIEZA CON CUENTAGOTAS INTEGRADO, del 1 de Diciembre de 2010, de PROCAP FRANCE SAS: - Tapón (1, 1A) de cierre de una botella , destinado a recibir un líquido, del tipo monopieza que integra una base , que está destinada a ser […]
TAPON DE CIERRE REBAJADO MONOPIEZA CON CUENTAGOTAS INTEGRADO, del 1 de Diciembre de 2010, de PROCAP FRANCE SAS: - Tapón (1, 1A) de cierre de una botella , destinado a recibir un líquido, del tipo monopieza que integra una base , que está destinada a ser […]
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]