SISTEMA DE REGULACION AUTOMATICA DE LA CORRIENTE ANODICA EN UN BAÑO GALVANICO.
Sistema de regulación automática de la corriente anódica en un baño galvánico,
que comprende medios de control y regulación automática de la señal que se proporciona al baño, de tal forma que en un lazo de control y siguiendo un patrón preestablecido, se ajusta la corriente y tensión del baño en función de la superficie de la pieza sometida a dicho baño
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702000.
Solicitante: CHUST FABRA,ALFREDO.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: CHUST FABRA,ALFREDO.
Fecha de Solicitud: 18 de Julio de 2007.
Fecha de Publicación: .
Fecha de Concesión: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- C25D21/12 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 21/00 Procedimientos para el servicio u operación de las células para revestimiento electrolítico. › Control o regulación.
- G05F1/147 FISICA. › G05 CONTROL; REGULACION. › G05F SISTEMAS DE REGULACION DE VARIABLES ELECTRICAS O MAGNETICAS (regulación de la distribución en el tiempo o de la periodicidad de impulsos en los sistemas de radar o de radionavegación G01S; regulación de la corriente o de la tensión, especialmente adaptada para su uso en relojes electrónicos G04G 19/02; sistemas que funcionan en bucle cerrado para regular variables no eléctricas por medios eléctricos G05D; control de la alimentación de energía eléctrica a los computadores digitales G06F 1/26; para obtener las características de funcionamiento deseadas de electroimanes con armadura H01F 7/18; regulación de redes de distribución de energía eléctrica H02J; regulación de la carga de baterías H02J 7/00; regulación del valor de salida de convertidores estáticos, p. ej. reguladores de conmutación, H02M; regulación del valor de salida de generadores eléctricos H02N, H02P 9/00; control de transformadores, reactancias o bobinas de choque H02P 13/00; regulación de la respuesta de frecuencia, ganancia, potencia de salida máxima, amplitud o ancho de banda de amplificadores H03G; regulación de la sintonización de circuitos resonantes H03J; control de generadores de oscilaciones o de impulsos electrónicos H03L; regulación de las características de líneas de transmisión H04B; control de fuentes eléctricas de luz H05B 39/04, H05B 41/36, H05B 45/10, H05B 45/20, H05B 47/10; control eléctrico de aparatos de rayos X H05G 1/30). › G05F 1/00 Sistemas automáticos en los que las desviaciones de una magnitud eléctrica en relación a uno o a varios valores predeterminados son detectadas a la salida y reintroducidas en un dispositivo interior al sistema para llevar el valor detectado a su valor o a sus valores predeterminados, es decir, sistemas retroactivos. › con un conmutador de tomas accionado por un motor.
Clasificación PCT:
Fragmento de la descripción:
Sistema de regulación automática de la corriente anódica en un baño galvánico.
Objeto de la invención
El objeto de la presente invención es un nuevo sistema para la regulación automática de la corriente anódica en un baño galvánico, de tal forma que se evite la influencia del operario en la inicialización del proceso. Son objetos de la presente invención la regulación automática de la corriente a partir de la superficie activa del cátodo.
Esta invención es de especial aplicación en cualquier proceso que requiera del uso de baños galvánicos.
Antecedentes de la invención
En un baño galvánico, la corriente circula entre ánodo y cátodo, aplicando una deposición metálica en la superficie del cátodo, la cual es proporcional a dicha corriente.
El grosor del material depositado en el cátodo, depende directamente de la corriente anódica, del tiempo de aplicación y del factor de deposición del baño electrolítico, influyendo la superficie del cátodo inversamente en él.
Así por ejemplo, tendremos que:
Donde G es el grosor en micras, A la corriente en amperios, T el tiempo en minutos, S la superficie del cátodo en decímetros cuadrados, y F el factor de deposición definido por:
Observando los elementos de la fórmula, es posible apreciar los siguientes puntos:
En los baños galvánicos convencionales, la regulación se produce manualmente, o bien asistida por ordenador, pero siempre con los datos proporcionados por el operario. La curva de inicialización de corriente se realiza manualmente, según las constantes más o menos establecidas por una experiencia adquirida. Existen rectificadores que estabilizan la corriente, esto es bueno para mantenerla constante, pero la regulación tiene que seguir haciéndose de manera manual. Estos rectificadores acostumbran a tener la opción de estabilizar la tensión del baño, pero no compensan las caídas que pueden sufrir las conexiones entre éstos y el baño.
Así pues, los principales inconvenientes que presentan los sistemas utilizados actualmente se resumen en:
Descripción de la invención
Para paliar los problemas arriba mencionados, se presenta el sistema de regulación automática de la corriente anódica en un baño galvánico, objeto de la presente patente de invención.
En primer lugar, se ha de tener en cuenta que hay dos factores importantes en un baño galvánico, que son la corriente anódica y la tensión entre ánodo y cátodo. Entre estos factores existe una relación que puede variar si no son constantes los siguientes factores:
Así, por ejemplo, en un baño de cobre destinado a adicionar dicho metal sobre circuitos impresos tenemos que:
1.- Se disponen cinco planchas de cobre con distintos tamaños, con distintas superficies: 2 dm2, 4 dm2, 6 dm2, 12 dm2, 18 dm2.
2.- Se realiza un ensayo sobre cada una de ellas, aplicándoles una corriente anódica de 1 amperio por cada dm2 de superficie después de aplicarles una curva ascendente de corriente para dar tiempo a activar totalmente el cobre del cátodo, midiendo finalmente en cada una el valor de la tensión entre ánodo y cátodo, como se puede observar en la siguiente tabla:
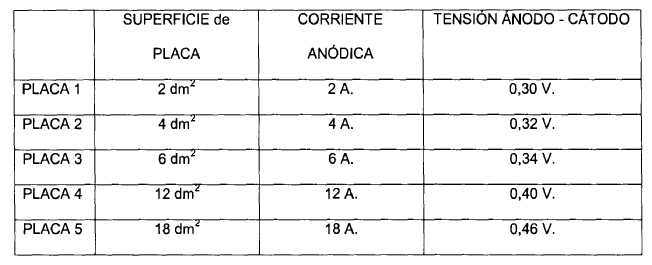
Se observa durante el ensayo que, al cambiar la placa sin variar la tensión, aumenta o disminuye la corriente en función de la superficie de dicha placa, pero nunca llega al valor correcto que tendría que llegar. Así pues, cuando la superficie es inferior, la corriente no llega a bajar lo suficiente, mientras que cuando la corriente es superior, no llega a subir lo necesario. Es por tanto deducible que el baño galvánico no tiene un comportamiento resistivo puro.
Pero dado que para una misma tensión entre ánodo y cátodo la superficie del cátodo influye de una forma directa y proporcional sobre la corriente anódica aplicada es posible la confección de un patrón de comportamiento para unas mismas condiciones de ensayo. Así será posible depositar placas de superficie desconocida, simplemente variando la tensión del baño hasta que se correspondan los valores de corriente y tensión con los del patrón o referencia.
El procedimiento de calibración es sencillo, ya que se dispondrán de dos cátodos distintos de calibración, uno con una superficie aproximada a la mínima pieza con la que tengamos que trabajar en el baño y otro con la máxima superficie que se pueda realizar, de tal forma que se tomen las medidas de corriente y tensión en cada caso, trazando una curva de calibración que abarque todo el rango de trabajo. Es evidente que las tensiones que queden comprendidas entre las dos tensiones de calibración, coincidirán con la curva de calibración para una deposición controlada.
El sistema donde que implementa la regulación es un circuito electrónico que mediante sondas de test conectadas a los ánodos y al mismo cátodo, controla en todo momento la tensión en el baño, y también controlando de forma paralela la tensión de un shunt, por donde pasa la corriente consumida por el baño. Con estos datos, más la referencia aportada por la curva de calibración definida, es capaz de regular la tensión del baño.
Se consigue mediante esta regulación una optimización de la relación deposición - tiempo dando mayor rentabilidad al proceso y mejor calidad por no existir rechazo posible de piezas que han recibido más deposición de la que podían asimilar. Otras ventajas respecto del actual estado de la técnica son:
Es igualmente destacable que,...
Reivindicaciones:
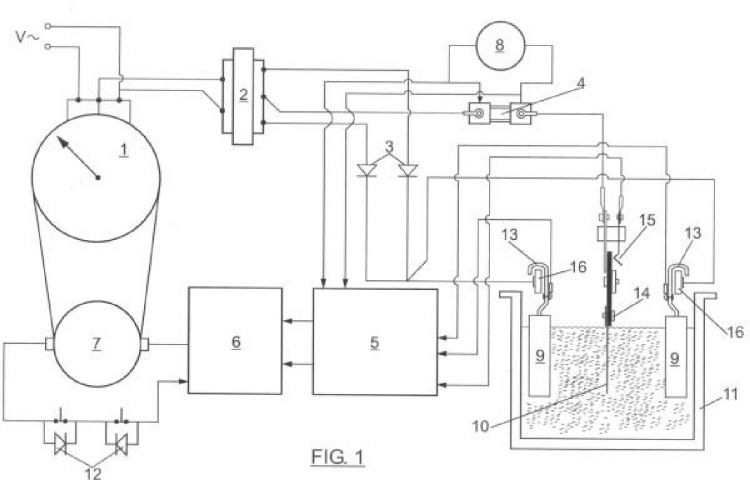
1. Sistema de regulación automática de la corriente anódica en un baño galvánico caracterizado porque comprende, al menos,
donde el variador 1 y el motor reductor 7 controlan la potencia entregada al baño galvánico, y donde los medios de regulación y control electrónico 5 controlan a su vez al motor reductor 7, a través de los medios de control 6 del motor reductor; y donde los medios de regulación y control 5, comparan las señales de los ánodos 9, positivo y negativo de shunt 4 y cátodo 10, para proporcionar una salida acorde con el patrón de referencia;
y porque todos los elementos forman un lazo cerrado de control.
2. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación primera, caracterizado porque los medios de control y regulación electrónica 5 comprenden, al menos:
medios de medida de la corriente de baño, comprendiendo, al menos, medios de ajuste de la escala (100), en su máximo y en su mínimo, que a su vez comprenden:
medios de medida de la tensión de baño, comprendiendo al menos, medios de ajuste de la curva (200) de tensión, en su máximo y en su mínimo, que a su vez comprenden:
un comparador (300) encargado de comparar la tensión de baño medida y la corriente de baño medida,
donde dichos medios (100,200,300) están alimentados eléctricamente por fuentes estabilizadas e independientes, de tal forma que no interfieran entre sí.
3. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque la salida apropiada para el valor cero de la corriente es 1 voltio.
4. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque el valor de shunt 4 máximo es de 100 mV.
5. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2 y 4, caracterizado porque el valor de salida para el valor máximo de shunt 4 son 7 V.
6. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque los medios de ajuste escala (100) comprenden filtros de tipo paso-bajo.
7. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque la salida apropiada para el valor mínimo de la tensión de baño es de 1 V.
8. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque el valor máximo de salida para un valor máximo de tensión de baño es de 7 V.
9. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque los medios de ajuste de curva (200) de tensión comprenden filtros de tipo paso-bajo.
10. Sistema de regulación automática de la corriente anódica en un baño galvánico, según reivindicación 2, caracterizado porque las entradas a los medios de comparación se realiza por medio de optoacopladores.
Patentes similares o relacionadas:
Instalación y método de tratamiento superficial localizado para piezas industriales, del 8 de Julio de 2020, de Cockerill Maintenance & Ingéniérie S.A: Estación de tratamiento superficial localizado de una pieza industrial a tratar, que comprende: - al menos una cámara de tratamiento […]
Control de color de depósitos de cromo trivalente, del 17 de Junio de 2020, de MacDermid Acumen, Inc: Un método para controlar el color de un depósito de cromo trivalente, comprendiendo el método las etapas de: (a) medir el color de un patrón de depósito de cromo trivalente; […]
DISPOSITIVO DE DISTRIBUCIÓN DE ELECTROLITO DESDE LA BASE DE LA CELDA O CUBA DE ELECTRO-OBTENCIÓN; Y PROCEDIMIENTO DE LIMPIEZA DEL DISPOSITIVO, del 9 de Abril de 2020, de NEW TECH COPPER SpA: Dispositivo de distribución de electrolito desde la base de la celda porque comprende una entrada del electrolito a través de un codo , una cañería flexible […]
Sistema de galvanoplastia de producción portátil y modular, del 26 de Febrero de 2020, de SNAP-ON INCORPORATED: Un sistema de galvanoplastia para revestir objetos, que comprende un armazón ; un tanque de revestimiento dispuesto en el armazón ; una bastidor […]
Método para depositar electrolíticamente una capa de aleación de zinc-níquel sobre al menos un sustrato a tratar, del 4 de Septiembre de 2019, de ATOTECH DEUTSCHLAND GMBH: Método para depositar electrolíticamente una capa de aleación de zinc-níquel en al menos un sustrato a tratar, en el que el método comprende las siguientes […]
Estructura de electrodo para la electrodeposición de metales no ferrosos, del 8 de Mayo de 2019, de INDUSTRIE DE NORA S.P.A: Estructura anódica para la electrodeposición de metal que comprende un ánodo, una barra portante anódica que soporta dicho ánodo y al menos un […]
Método para monitorizar la cantidad total de abrillantadores presentes en un baño de recubrimiento ácido de cobre o de una aleación de cobre y proceso controlado para el recubrimiento, del 1 de Mayo de 2019, de ATOTECH DEUTSCHLAND GMBH: método para monitorizar la cantidad total de abrillantadores presentes en un baño de recubrimiento ácido de cobre o de una aleación de cobre, durante […]
Procedimiento para el revestimiento de superficies de sustrato, del 1 de Abril de 2019, de MacDermid Enthone Inc: Procedimiento para el revestimiento de superficies de sustrato con una capa de metal o de oxido en un bano de revestimiento, presentando el bano al menos un componente, […]