PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE CONSTRUCTIVO ELECTRICO, ASI COMO COMPONENTE CONSTRUCTIVO CORRESPONDIENTE.
Procedimiento para la fabricación de un componente constructivo eléctrico compuesto de una placa (1) de circuitos impresos,
con circuitos impresos metálicos, con elementos (5) metálicos de conexión que están en contacto conductor con los circuitos impresos, y con una pieza (6) moldeada de un material de plástico, que rodea al menos zonas contiguas de la placa de circuitos impresos y de los elementos de conexión, cuyo procedimiento comprende las siguientes etapas:
formación de una pieza insertada con elementos (5) de conexión fijados previamente a los circuitos impresos, conduciendo la electricidad,
introducción de la pieza insertada en un molde de inyección adaptado a la pieza moldeada, de tal manera que se embeban al menos las zonas contiguas de los elementos de conexión, de la placa (1) de circuitos impresos y de los circuitos impresos, en una masa fundida del material de plástico, cuando este se cargue en el molde de inyección,
carga de la masa fundida en el molde de inyección, y
dejar solidificar la masa fundida con lo que los elementos de conexión y los circuitos impresos se unen permanentemente unos con otros conduciendo la electricidad,
caracterizado porque la etapa de la formación de la pieza insertada comprende la colocación de una cantidad de elementos (5) de conexión que corresponde al número de ojales (4) en la placa (1) de circuitos impresos, con una dimensión que es menor que aquella de las zonas terminales previstas en los elementos de conexión, y la introducción a presión de las zonas terminales de los elementos (5) de conexión en los ojales (4), para fijar previamente los elementos de conexión en los ojales con arrastre de fuerza
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP01/14345.
Solicitante: VWH VORRICHTUNGS- UND WERKZEUGBAU HERSCHBACH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 104,56414 HERSCHBACH.
Inventor/es: NAAS,ROMAN, RHEINFELD,DIETER.
Fecha de Publicación: .
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- H01R13/405 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 13/00 Detalles de dispositivos de acoplamiento de los tipos cubiertos por los grupos H01R 12/70 o H01R 24/00 - H01R 33/00. › Fijación de manera no desmontable, p. ej. por moldeo, remachado.
Clasificación PCT:
- H01R13/405 H01R 13/00 […] › Fijación de manera no desmontable, p. ej. por moldeo, remachado.
Clasificación antigua:
- H01R13/405 H01R 13/00 […] › Fijación de manera no desmontable, p. ej. por moldeo, remachado.
Fragmento de la descripción:
Procedimiento para la fabricación de un componente constructivo eléctrico, así como componente constructivo correspondiente.
La invención se refiere a un procedimiento para la fabricación de un componente constructivo eléctrico según el preámbulo de la reivindicación 1.
La invención se refiere en especial a la preparación de componentes constructivos de sensores como los que se emplean en automóviles para el registro de distintos parámetros, como la temperatura ambiente.
Hasta ahora, la fabricación de tales componentes constructivos de sensores, se llevaba a cabo en un procedimiento de varias etapas, en el que se efectuaba primeramente una soldadura con estaño de elementos de conexión con circuitos impresos de una placa de circuitos impresos, en la que está montado el elemento sensor propiamente dicho. En otra fase separada se creaba una caja rebatible de enchufe, mediante un proceso de moldeo por inyección de plástico. Esta caja se colocaba a continuación en una última etapa de fabricación, alrededor de la placa de circuitos impresos y de los elementos de conexión soldados con estaño, y se fijaba rígidamente con ellos por enclavamiento mediante una presilla o similar. El proceso de soldadura con estaño, la formación de una caja separada de enchufe, y su montaje, significan etapas adicionales de fabricación que encarecen el producto, tanto más que se trata realmente de productos que se tienen que preparar en gran cantidad. Otro inconveniente de la forma actual de proceder, es que entre la caja y el punto de unión por soldadura con estaño, no se lleva a cabo ningún revestimiento estanco a la humedad y, por consiguiente, las influencias ambientales pueden actuar fácilmente dañando la unión eléctrica entre los elementos de conexión y los circuitos impresos. Tampoco la forma actual de proceder permitía sin más, costosas medidas para apantallar en forma eficaz, los elementos sensibles del sensor, por ejemplo, la sonda térmica, contra las influencias ambientales. Se conoce, además (documento US 5 971 733 A), para la formación de un enchufe plano en los extremos de un par de alambres conductores eléctricos, conectar contactos de enchufe en forma de plaquita, y a continuación disponer y sujetar los contactos de enchufe, junto con las zonas contiguas de los alambres conductores, en una pieza insertada preconformada de posicionamiento, en una posición normal de funcionamiento. La unidad de la pieza insertada de posicionamiento y los alambres conductores conectados en los contactos de enchufe, se inserta entonces en un molde de inyección de plástico adaptado a las líneas del contorno de una caja de enchufe plano, y se recubre por inyección con un material de plástico. La pieza de posicionamiento se queda en el enchufe plano terminado, aunque después de su formación, ya no le corresponde más ninguna función. El procedimiento conocido presupone por lo tanto, medidas costosas y, por tanto, encarecedoras de preparar, para un posicionamiento exacto de los contactos de enchufe en el enchufe plano, y es, además, inapropiado para la unión de elementos de conexión con circuitos impresos de una placa de circuitos impresos.
La misión de la invención se basa en crear un procedimiento del tipo citado al comienzo, que permita una preparación económica de componentes constructivos eléctricos del tipo en cuestión. En especial se deben de evitar etapas de soldadura con estaño, de soldadura o de pegado o piezas insertadas de posicionamiento para la creación de una unión eléctrica permanente entre los elementos de conexión y los circuitos impresos. Además, el procedimiento debe de permitir la fabricación de tales componentes constructivos eléctricos que estén lo más ampliamente posible, apantallados contra influencias ambientales dañosas.
Esta misión se resuelve mediante las notas características en la reivindicación 1. Una nota característica esencial de la invención es, que los elementos de conexión estén sujetos en unión conductora de la electricidad, con los circuitos impresos de la placa de circuitos impresos, sin soldadura con estaño, soldadura o pegado. Por consiguiente se ahorran las fases de fabricación necesarias hasta ahora para ello. La pieza moldeada de plástico creada mediante el proceso de inyección, apantalla el punto de unión entre los elementos de conexión y los circuitos impresos, de forma natural, herméticamente contra influencias ambientales, como la humedad. Si se desea, toda la placa de circuitos impresos, incluso el elemento sensor, podría estar embebida en la pieza moldeada de plástico. Según un perfeccionamiento preferente de la invención, la pieza moldeada de plástico puede estar configurada como caja de enchufe.
La invención se explica en detalle a continuación, de la mano de formas de realización y del dibujo. Se muestran.
Figuras 1A,B En una vista principal o una vista cortada a lo largo de la línea IB-IB en la figura 1A, un componente constructivo eléctrico de un sensor según una forma de realización de la invención, en una primera etapa de fabricación.
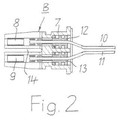
Figuras 2A,B En vistas análogas a las de las figuras 1A,B, el componente constructivo eléctrico de un sensor, en una segunda etapa de fabricación.
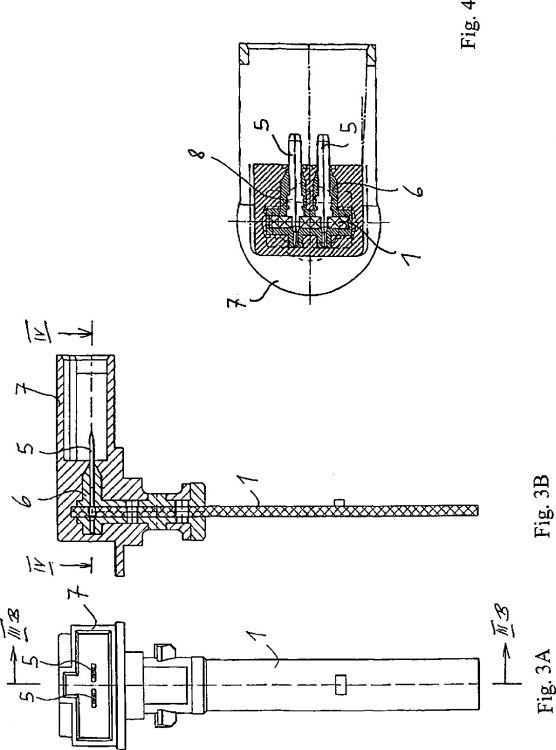
Figuras 3A,B En vistas análogas a las de las figuras 1A,B, el componente constructivo eléctrico de un sensor, en una tercera etapa de fabricación, y
Figura 4 Una vista en corte a lo largo de la línea IV-IV de corte en la figura 3B.
Aunque la invención se describe a continuación en conjunción con un componente constructivo eléctrico de un sensor, por ejemplo, para el registro de las temperaturas ambiente o de otras temperaturas, en un automóvil, se entiende que la invención no está limitada a este ámbito de aplicación. Más bien se puede utilizar con ventaja siempre, cuando elementos metálicos rígidos de conexión, como enchufes, clavijas, se apliquen para unir eléctrica y permanentemente con circuitos impresos en una pieza de base de material aislante, por ejemplo, de una resina sintética, sin que para ello se tengan que efectuar soldaduras con estaño, soldaduras o pegados.
Las figuras 1A.B muestran el componente constructivo del sensor de una primera forma preferente de realización de la invención, en una primera etapa de fabricación. El componente constructivo del sensor comprende una placa de circuitos impresos de forma de tira, o una pieza 1 de base de material aislante, como una resina sintética, sobre la cual están colocados o metalizados por vaporización, en forma apropiada circuitos impresos (no mostrados) de material conductor de la electricidad, como cobre. En o junto a un extremo axial de la pieza 1 de base, puede estar fijado un elemento sensor (no mostrado) que está unido con los circuitos impresos conduciendo la electricidad. Cerca del otro extremo axial de la pieza 1 de base, están previstos un par de agujeros pasantes que contienen ojales o corchetes 4 de material metálico, que están unidos conduciendo la electricidad, con los circuitos impresos.
En los ojales 4 están insertados elementos rígidos de conexión o clavijas 5 que sobresalen de una superficie de la pieza 1 de base bajo un ángulo, de preferencia un ángulo recto. Los elementos 5 de conexión se componen, como los circuitos impresos y los ojales 4, de material conductor de la electricidad. Sirven para derivar las señales del elemento sensor, a dispositivos periféricos no mostrados, por ejemplo, a aparatos indicadores o similares.
Durante el funcionamiento en un entorno vibrante, por ejemplo, un automóvil, no es suficiente la fijación única de los elementos 5 de conexión en los ojales 4, haciendo que aquellos estén metidos a presión en los ojales 4, para garantizar una unión eléctrica permanente durante tiempos más largos de funcionamiento. Por lo tanto, según la invención en una etapa ulterior de fabricación, mostrada en las figuras 2A,B, se introduce la pieza prefabricada según las figuras 1A,B, como pieza insertada en un molde de inyección (no mostrado) configurado básicamente en forma convencional, y por cierto de tal manera que una zona de los elementos 5 de conexión, próxima a los ojales 4, además los mismos ojales 4, así como una zona de la pieza 1 de base, limítrofe con ellos se vienen a poner en contacto con una masa fundida de un material apropiado de plástico, cuando este se introduzca en el molde de inyección para la carga del molde. La inyección de material de plástico en presencia de piezas insertadas, es conocida básicamente por el especialista y, por tanto, no necesita ser explicada en detalle en este punto.
Mediante la...
Reivindicaciones:
1. Procedimiento para la fabricación de un componente constructivo eléctrico compuesto de una placa (1) de circuitos impresos, con circuitos impresos metálicos, con elementos (5) metálicos de conexión que están en contacto conductor con los circuitos impresos, y con una pieza (6) moldeada de un material de plástico, que rodea al menos zonas contiguas de la placa de circuitos impresos y de los elementos de conexión, cuyo procedimiento comprende las siguientes etapas:
formación de una pieza insertada con elementos (5) de conexión fijados previamente a los circuitos impresos, conduciendo la electricidad,
introducción de la pieza insertada en un molde de inyección adaptado a la pieza moldeada, de tal manera que se embeban al menos las zonas contiguas de los elementos de conexión, de la placa (1) de circuitos impresos y de los circuitos impresos, en una masa fundida del material de plástico, cuando este se cargue en el molde de inyección,
carga de la masa fundida en el molde de inyección, y
dejar solidificar la masa fundida con lo que los elementos de conexión y los circuitos impresos se unen permanentemente unos con otros conduciendo la electricidad,
caracterizado porque la etapa de la formación de la pieza insertada comprende la colocación de una cantidad de elementos (5) de conexión que corresponde al número de ojales (4) en la placa (1) de circuitos impresos, con una dimensión que es menor que aquella de las zonas terminales previstas en los elementos de conexión, y la introducción a presión de las zonas terminales de los elementos (5) de conexión en los ojales (4), para fijar previamente los elementos de conexión en los ojales con arrastre de fuerza.
2. Procedimiento según la reivindicación 1, caracterizado porque los elementos (5) de conexión se fijan previamente bajo un ángulo agudo, en especial recto, respecto a los circuitos impresos.
3. Procedimiento según la reivindicación 1, caracterizado porque la placa (1) de circuitos impresos se embebe en lo esencial totalmente en el material de plástico.
4. Procedimiento según alguna de las reivindicaciones precedentes, caracterizado porque la pieza (6) moldeada está configurada como caja de alojamiento de enchufes.
5. Procedimiento según alguna de las reivindicaciones 1 a 3, caracterizado porque después de la formación de la al menos pieza (6) moldeada que embebe las zonas contiguas de los elementos (5) de conexión, de la placa (1) de circuitos impresos, y de los circuitos impresos, se conforma en ésta otra pieza (7) moldeada por inyección de un material de plástico que se diferencia del material de plástico de la primera pieza moldeada, en al menos uno de los parámetros del material, como composición del material, naturaleza del material, color, dureza, resistencia a la temperatura.
6. Procedimiento según la reivindicación 5, caracterizado porque la otra pieza (7) moldeada está configurada como caja de alojamiento de enchufes.
Patentes similares o relacionadas:
Dispositivo simplificado para la conexión a tierra de cables coaxiales, del 3 de Junio de 2020, de Fi.Mo.Tec. S.p.a: Un dispositivo para la conexión a tierra de cuerpos alargados , los cuerpos alargados que son cables coaxiales o similares, el dispositivo que comprende […]
Conector enchufable, herramienta y procedimiento para su fabricación, del 14 de Agosto de 2019, de ERNI Production GmbH & Co. KG: Herramienta para el moldeo por inyección de un conector enchufable , que presenta una zona de base y varios noyos (31a, 31b, 31c, 31d, 31e, 31f, […]
Elemento de toma de corriente para un módulo acumulador de energía, del 9 de Enero de 2019, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Elemento de toma de corriente para un módulo acumulador de energía, comprendiendo: - un elemento de contacto constituido de un primer […]
Enchufe estanco y procedimiento de sellado de un enchufe, del 19 de Julio de 2017, de ROBERT BOSCH GMBH: Enchufe de suministro eléctrico de un grupo del campo de la hidráulica que puede disponerse en una carcasa de dicho grupo, en el que un fondo del enchufe está atravesado […]
Conector eléctrico enchufable y procedimiento para su montaje, del 5 de Abril de 2017, de BOWA-ELECTRONIC GMBH & CO. KG: Conector eléctrico enchufable, que comprende - una carcasa con un extremo delantero y un extremo trasero, que están conectados entre sí a través […]
 Acoplamiento eléctrico, del 6 de Septiembre de 2013, de NEXANS: Acoplamiento eléctrico, el cual presenta una carcasa (S) de clavijas y una carcasa (B) de enchufes, las cualesestán dotadas de elementos de contacto eléctrico, […]
Acoplamiento eléctrico, del 6 de Septiembre de 2013, de NEXANS: Acoplamiento eléctrico, el cual presenta una carcasa (S) de clavijas y una carcasa (B) de enchufes, las cualesestán dotadas de elementos de contacto eléctrico, […]
 Procedimiento de fabricación de una clavija de enchufe eléctrica, del 30 de Mayo de 2012, de FRIWO GERATEBAU GMBH: Procedimiento para la fabricación de una clavija de enchufe que puede ser insertada en una caja de enchufe de red y que presenta un núcleo electroconductor con una […]
Procedimiento de fabricación de una clavija de enchufe eléctrica, del 30 de Mayo de 2012, de FRIWO GERATEBAU GMBH: Procedimiento para la fabricación de una clavija de enchufe que puede ser insertada en una caja de enchufe de red y que presenta un núcleo electroconductor con una […]
CONECTADOR DE SUMINISTRO DE ENERGÍA, del 29 de Diciembre de 2011, de EBARA CORPORATION: Un conectador de suministro de energía, que comprende un cuerpo aislante que soporta una pluralidad de contactos eléctricos y una […]