METODO PARA CONTROLAR UNA MAQUINA DE MOLDEO POR INYECCION.
Un método de controlar una máquina de moldeo por inyección para producir productos moldeados,
que tiene dos unidades de inyección (12, 13) conectadas conjuntamente para medir resinas mientras las plastifica para inyectarlas a una parte de cavidad (11), donde dicho método lleva a cabo las operaciones de control siguientes: una primera operación de control para producir una primera variedad de productos moldeados monocapa, en la que solamente primeras resinas deseadas (A) son inyectadas a la parte de cavidad (11) desde una de las unidades de inyección (12); una segunda operación de control para producir una segunda variedad de productos moldeados monocapa, en la que solamente segundas resinas deseadas (B) son inyectadas a la parte de cavidad (11) desde la otra de las unidades de inyección (13); y se lleva a cabo una tercera operación de control al cambiar la primera operación de control a la segunda operación de control, incluyendo dicha tercera operación de control: cambiar las primeras resinas deseadas (A) en una de las unidades de inyección (12) a terceras resinas deseadas (C) formando por ello resinas mezcladas (A-C), inyectar las segundas resinas deseadas (B) desde la otra de las unidades de inyección (13) a la parte de cavidad (11) con el fin de constituir una capa de recubrimiento, e inyectar las resinas mezcladas (A-C) desde una de las unidades de inyección (12) a la parte de cavidad (11) con el fin de constituir una capa central para producir por ello un producto moldeado multicapa
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E00114539.
Solicitante: KABUSHIKI KAISHA KOBE SEIKO SHO.
Nacionalidad solicitante: Japón.
Dirección: 3-18 WAKINOHAMA-CHO, 1-CHOME, CHUO-KU,KOBE-SHI, HYOGO-KEN 651-007.
Inventor/es: NAGAOKA,TSUTOMU.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Julio de 2000.
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/16B
- B29C45/16G
- B29C45/16G3
Clasificación PCT:
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/16 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método para controlar una máquina de moldeo por inyección.
La presente invención se refiere a un método para controlar una máquina de moldeo por inyección cuando se cambia una variedad del producto moldeado.
Descripción de la técnica relacionada
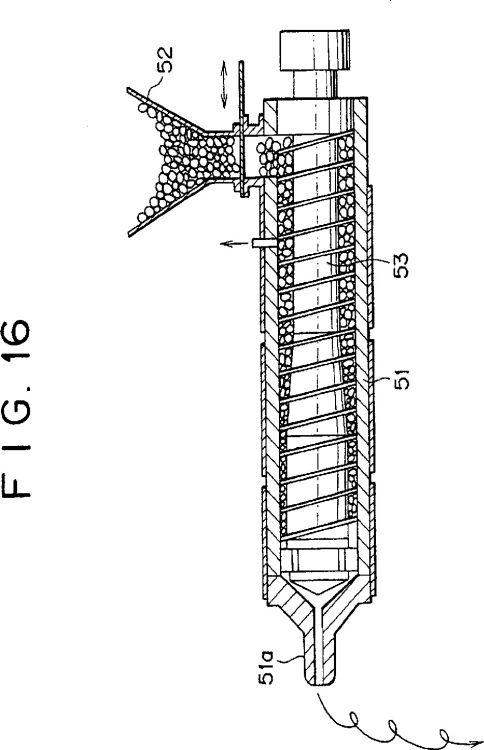
En una máquina de moldeo por inyección, generalmente, como se representa en la figura 16, se suministran resinas desde una tolva 52 a un tambor cilíndrico 51, se gira un tornillo 53 para distribuir las resinas hacia delante mientras se plastifican, y el tornillo 53 vuelve. Cuando se ha medido una cantidad fija de resinas según una posición del tornillo, la rotación del tornillo 53 se para y mueve hacia delante por lo que las resinas medidas son extrusionadas por una parte de boquilla 51a a un molde de metal no representado para llevar a cabo el moldeo por inyección.
Sin embargo, donde la variedad del producto moldeado se cambia, por ejemplo al cambiar de color, hay que sustituir completamente las resinas dentro del tambor cilíndrico 51 por resinas nuevas de modo que no queden afectadas por las resinas antes del cambio. Consiguientemente, en el pasado, desde el punto de vista de la manejabilidad y la productividad, convencionalmente, las resinas nuevas son suministradas a través de la tolva 52, y el tornillo 53 se gira y/o desplaza hacia delante y hacia atrás de modo que las resinas de antes del cambio sean extrusionadas por las resinas nuevas y descargadas de la máquina. Cuando las resinas de antes del cambio se descargan completamente fuera de la máquina, mediante sustitución, se termina dicha operación descrita anteriormente, la sustitución, y se lleva a cabo el moldeo por inyección de los productos moldeados siguientes.
Sin embargo, en el método antes descrito, hay que descargar fuera de la máquina una gran cantidad de resinas de 10 a 100 disparos hasta que las resinas de dentro del tambor cilíndrico 51 se hayan sustituido completamente. Dado que las resinas a descargar fuera de la máquina están en el estado de resinas mezcladas en el que las resinas nuevas y antiguas están mezcladas de modo que los colores estén mezclados, cuando se usan como materiales para productos moldeados, en la superficie de los productos moldeados aparece un inconveniente, tal como la mezcla de colores. Por lo tanto, en el pasado, había que desperdiciar gran cantidad de resinas (resinas mezcladas), invirtiéndose mucho tiempo en cada cambio de la variedad de productos moldeados, tal como cambio de color, dando lugar a un aumento del costo de los productos moldeados debido a un aumento de la pérdida de material y una disminución de la velocidad operativa de la máquina en el moldeo real.
Además, se conoce otro tipo de máquina de moldeo por inyección que tiene dos unidades de inyección conectadas conjuntamente para inyectar posteriormente dos tipos de resina a una cavidad al objeto de producir un producto moldeado de dos capas. De nuevo, donde la variedad del producto moldeado se cambia como al cambiar de color, existe el problema de un aumento de la pérdida de material y una disminución de la velocidad operativa debido a la mezcla de resinas nuevas y antiguas.
Con el fin de aliviar los problemas del cambio de color de un producto moldeado de dos capas, JP 02-099309 A propone un método de controlar la máquina de moldeo por inyección de tal manera que, cuando se haya de cambiar el color del revestimiento del producto moldeado de dos capas, la nueva resina se inyecte desde una de las unidades de inyección con la resina central antigua para constituir una capa central hecha de resinas mezcladas. Cuando se termina el cambio de color, se inicia un proceso de moldeo usando la resina nueva como una capa de recubrimiento y la resina de revestimiento anterior como una capa central.
Resumen de la invención
Un objeto de la presente invención es proporcionar un método de controlar una máquina de moldeo por inyección que reduce la pérdida de material e incrementa la velocidad operativa de la máquina al tiempo de cambiar entre diferentes variedades de productos moldeados monocapa.
El objeto anterior se logra proporcionando un método de controlar una máquina de moldeo por inyección para producir productos moldeados, que tiene dos unidades de inyección conectadas conjuntamente para medir resinas mientras las plastifica para inyectarlas a una parte de cavidad, donde el método lleva a cabo operaciones de control primera a tercera como las definidas en la reivindicación 1.
En este caso, cuando se forman las resinas mezcladas debido al cambio de resinas, las resinas mezcladas son transferidas en la tercera operación de control para moldear los productos moldeados multicapa usando la capa central para poder obtener por ello productos moldeados que tienen la superficie de la capa de revestimiento incluyendo las resinas deseadas sin el aspecto del inconveniente resultante de la resina mezclada en la superficie de los productos moldeados. Dado que este moldeo de productos moldeados multicapa se lleva a cabo inyectando las resinas mezcladas para descargarlas a la capa central del producto moldeado, dicho moldeo se puede llevar a cabo conjuntamente con la operación de cambiar resinas. Por ello, es posible obtener productos moldeados usando las resinas mezcladas en unión con la operación de cambiar resinas, y por lo tanto, es posible obtener productos moldeados a menos costo por la reducción de la pérdida de material y la mejora de la velocidad operativa de la máquina en el moldeo real, en comparación con el caso convencional donde se desperdicia gran cantidad de resinas (resinas mezcladas) empleando mucho tiempo.
La tercera operación de control antes descrita puede incluir la posibilidad de suministrar y recibir resinas entre las unidades de inyección, plastificar las resinas mezcladas en una de las unidades de inyección y medirlas con el fin de tener una parte de disparo correspondiente a la capa central, suministrar, después de que las resinas deseadas han sido plastificadas en la otra de las unidades de inyección, las resinas a una de las unidades de inyección con el fin de tener una parte de disparo correspondiente a la capa de recubrimiento, e inyectar las resinas deseadas y las resinas mezcladas a la parte de cavidad en dicho orden desde una de las unidades de inyección para moldear por ello los productos moldeados multicapa.
En este caso, cuando las resinas deseadas y las resinas mezcladas son inyectadas a la parte de cavidad en dicho orden, las resinas deseadas inyectadas primero se enfrían desde la superficie de pared de la parte de cavidad y solidifican. Consiguientemente, cuando entonces se inyectan las resinas mezcladas, las resinas mezcladas fluyen a lo largo de la parte interior correspondiente a la capa central blanda de las resinas deseadas, por lo que las resinas deseadas se introducen a presión profundamente en la parte de cavidad en el estado en que las resinas deseadas contienen las resinas mezcladas. Consiguientemente, cuando se inyecta la cantidad total de las resinas mezcladas a la parte de cavidad, asume allí una construcción multicapa en la que las resinas deseadas están presentes en ambos lados de las resinas mezcladas, y por lo tanto, es posible obtener productos moldeados de una construcción multicapa en la que las resinas mezcladas de la capa central están cubiertas con las resinas deseadas de la capa de recubrimiento. Según el método de moldeo por inyección antes descrito, es posible obtener los productos moldeados multicapa sin conectar las unidades de inyección conjuntamente usando un mecanismo especial, reduciendo así el costo del aparato.
Además, dicha tercera operación de control puede incluir conectar las unidades de inyección de manera que sea capaz de cambiar a un recorrido de flujo para una capa central usada para formar una capa central y un recorrido de flujo para una capa de recubrimiento usada para formar una capa de recubrimiento, medir las resinas mezcladas con el fin de tener una parte de disparo correspondiente a la capa central mientras se plastifican las resinas mezcladas en una de las unidades de inyección, conectar la unidad de inyección al recorrido de flujo para una capa central, medir las resinas deseadas con el fin de tener una parte de disparo correspondiente a la capa de recubrimiento mientras se plastifican las resinas deseadas en la otra de las unidades de inyección, conectar la unidad de inyección al recorrido de flujo para una capa de recubrimiento, e inyectar las resinas mezcladas en una de las unidades de inyección y las resinas deseadas en la otra de las unidades de inyección a la parte de cavidad a través del recorrido de flujo para una capa central...
Reivindicaciones:
1. Un método de controlar una máquina de moldeo por inyección para producir productos moldeados, que tiene dos unidades de inyección (12, 13) conectadas conjuntamente para medir resinas mientras las plastifica para inyectarlas a una parte de cavidad (11), donde dicho método lleva a cabo las operaciones de control siguientes:
una primera operación de control para producir una primera variedad de productos moldeados monocapa, en la que solamente primeras resinas deseadas (A) son inyectadas a la parte de cavidad (11) desde una de las unidades de inyección (12);
una segunda operación de control para producir una segunda variedad de productos moldeados monocapa, en la que solamente segundas resinas deseadas (B) son inyectadas a la parte de cavidad (11) desde la otra de las unidades de inyección (13); y
se lleva a cabo una tercera operación de control al cambiar la primera operación de control a la segunda operación de control, incluyendo dicha tercera operación de control: cambiar las primeras resinas deseadas (A) en una de las unidades de inyección (12) a terceras resinas deseadas (C) formando por ello resinas mezcladas (A-C), inyectar las segundas resinas deseadas (B) desde la otra de las unidades de inyección (13) a la parte de cavidad (11) con el fin de constituir una capa de recubrimiento, e inyectar las resinas mezcladas (A-C) desde una de las unidades de inyección (12) a la parte de cavidad (11) con el fin de constituir una capa central para producir por ello un producto moldeado multicapa.
2. El método definido en la reivindicación 1, donde dicha tercera operación de control se completa cuando se determina que todas las resinas mezcladas (A-C) en una de dichas unidades de inyección (12) se han agotado, y entonces se lleva a cabo la segunda operación de control para producir por ello la segunda variedad de productos moldeados monocapa.
3. El método definido en la reivindicación 1 o 2, donde dicha tercera operación de control incluye:
después de que las primeras resinas deseadas (A) se han cambiado a las terceras resinas deseadas (C) en una de dichas unidades de inyección (12), plastificar y medir las resinas mezcladas (A-C) en una de las unidades de inyección (12) para tener una porción de disparo correspondiente a la capa central;
plastificar y medir la segunda resina deseada (B) en la otra de dichas unidades de inyección (13) para tener una porción de disparo correspondiente a la capa de recubrimiento;
inyectar la porción de disparo correspondiente a la capa de recubrimiento antes de la porción de disparo correspondiente a la capa central.
4. El método definido en la reivindicación 3, donde dicha tercera operación de control incluye controlar un dispositivo de conexión de unidad de inyección (10), que conecta la parte de cavidad (11) y las unidades de inyección (12, 13) mediante un recorrido de flujo para una capa de recubrimiento (19b) y un recorrido de flujo para una capa central (19d), de tal manera que la otra de dichas unidades de inyección (13) esté conectada al recorrido de flujo para una capa de recubrimiento (19b) al inyectar la porción de disparo correspondiente a la capa de recubrimiento y una de dichas unidades de inyección (12) esté conectada al recorrido de flujo para una capa central (19d) al inyectar la porción de disparo correspondiente a la capa central.
5. El método definido en cualquiera de las reivindicaciones 1 a 4, donde dicha tercera operación de control se lleva a cabo de tal manera que el producto moldeado multicapa se forme con el fin de tener las resinas mezcladas (A-C) como una capa central en el rango de 5 a 65% con respecto al peso total.
6. El método definido en cualquiera de las reivindicaciones 1 a 5, donde las primeras resinas deseadas (A), las segundas resinas deseadas (B) y las terceras resinas deseadas (C) tienen diferentes colores o son diferentes tipos de resinas.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]