Lente de contacto compuesta y procedimiento de producción para dicha lente.
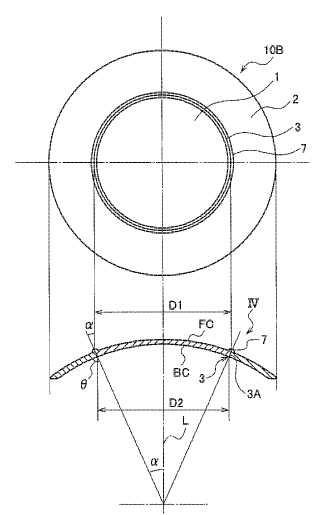
una lente, que es una lente de contacto compuesta (10) que tiene
(A) una parte central (1) constituida por un material duro,
y
(B) una parte periférica (2) constituida por un material blando con propiedad hidratada;
en la que
(i) una superficie de unión (3A) entre la parte central (1) y la parte periférica (2) está formada por una única superficie cónica, inclinada de modo que el diámetro de la parte dura sea mayor en la superficie convexa de la lente que en la superficie cóncava de la lente, y el ángulo de inclinación (α) de la superficie cónica se establece de modo que un ángulo (θ) formado por la superficie de unión y la superficie cóncava de la lente sea de aproximadamente 90º; y
(ii) en el lado de la superficie convexa de la lente está formada una parte convexa anular (7), que:
- se proyecta hacia delante con respecto a la curva de la superficie convexa de una parte óptica,
- tiene una forma concéntrica con respecto al eje óptico (L) de la lente, y
- se dispone en una parte de unión (3) entre la parte dura central (1) y la parte blanda periférica (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/022923.
Solicitante: HOYA CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 7-5, NAKAOCHIAI 2-CHOME SHINJUKU-KU, TOKYO 161-8525 JAPON.
Inventor/es: SHOJI, NORIYUKI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › para la fabricación de objetos de longitud definida, es decir, de objetos separados.
- B29C39/26 B29C 39/00 […] › Moldes o núcleos.
- G02C13/00 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › Ensamblado; Reparación; Limpieza (desinfección o esterilización de lentes de contacto A61L 12/00).
- G02C7/04 G02C […] › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Lentes de contacto para los ojos.
PDF original: ES-2381836_T3.pdf
Fragmento de la descripción:
Lente de contacto compuesta y procedimiento de producción para dicha lente.
Campo técnico
La presente invención se refiere a una lente de contacto compuesta que tiene una parte central5 constituida por un material duro y una parte periférica constituida por un material blando, y a un procedimiento de fabricación de un material de la lente para fabricar la lente de contacto compuesta.
Generalmente, la lente de contacto se clasifica ampliamente en una lente de contacto dura y unalente de contacto blanda. Un plástico duro se usa como material de la lente de contacto dura, teniendo deeste modo una ventaja de que las propiedades ópticas son excelentes, y un astigmatismo corneal puede
corregirse. Sin embargo, un problema que ésta conlleva es que se desarrolla una sensación de sustancia extraña al llevarla, dado que el material es duro.
Mientras tanto, un plástico blando se usa como material de la lente de contacto blanda, y estetipo incluye la lente compuesta por un material hidratado y la lente compuesta por material no hidratado.
La mayoría de las lentes de contacto blandas están compuestas por materiales hidratados. La
lente de contacto blanda compuesta por el material hidratado contiene agua y es blanda. Por lo tanto, dicha lente de contacto blanda es excelente en cuanto a la sensación al llevarla, en comparación con lalente de contacto dura. Sin embargo, problemas que ésta conlleva son que las propiedades ópticas están, en este caso, deterioradas, y se requiere un diseño de lente de forma tórica para tener capacidad decorrección del astigmatismo, haciendo de este modo una prescripción complicada y haciendo fácil generar inestabilidad de la vista corregida debido a la inestabilidad de un eje de astigmatismo.
Además, la lente de contacto blanda compuesta por material no hidratado presenta un riesgo deque cuando una lente no se mueve mientras se lleva, o incluso si se mueve, solamente se permite unpequeño movimiento a pesar de una excelente sensación al llevarlas, el intercambio de fluido lacrimal nose produce, causando de este modo daños a la córnea. Además, una lente de contacto grande puede causar, a veces, sensación opresiva y una sensación de quemazón, etc., al llevarla.
Para resolver las desventajas convencionales mencionadas anteriormente de la lente de contactocompuesta por un único material, se propone la lente de contacto compuesta que tiene la parte centralconstituida por un material duro y la parte periférica constituida por un material blando. Según esta lentede contacto compuesta, pueden exhibirse una excelente sensación al llevarla exclusiva de la lente de
contacto blanda y una propiedad óptica excelente exclusiva de la lente de contacto dura. Además, es posible disponer el material que tiene un índice de refracción diferente en la misma parte óptica. Por lo tanto, dicha lente de contacto compuesta puede usarse como una lente de contacto multifocal.
A propósito, el documento de patente 1 y el documento de patente 2 proponen la lente decontacto compuesta que usa el material no hidratado en la parte periférica. En este caso, después de un
proceso de corte de la lente, la parte periférica requiere ablandamiento mediante un post-tratamiento tal como tratamiento con ácido e intercambio estérico mediante alcohol. Por lo tanto, se plantea un problemade falta de factibilidad, dado que el material duro está limitado a uno específico, las etapas aumentan, y es difícil controlar el ablandamiento de la parte periférica.
Por consiguiente, el material hidratado se usa en el material blando periférico en muchos casos
propuesto hasta este momento. Sin embargo, un objeto técnico principal en este caso es cómo unir firmemente el material blando de la parte periférica que se hincha por la hidratación y el material duroperiférico no hidratado, concretamente, cómo reducir el daño en una parte de unión de la parte blandaperiférica y la parte dura central cuando la lente se forma en una forma de lente de contacto.
Para alcanzar este objeto, un procedimiento de polimerizar mientras se cambia una composición
45 a la manera de una línea oblicua desde la parte periférica hasta la parte central, para no proporcionar una parte de unión clara (por ejemplo, véase el documento de patente 3) , y un procedimiento de polimerizarmientras se funde un cuerpo congelado, que se obtiene sumergiendo un miembro congelado y solidificadoen un estado semi-polimérico en una solución mixta monomérica de materia prima que forma el otromiembro (por ejemplo, véase el documento de patente 4) . Sin embargo, la etapa es complicada, y el 50 control del polímero es difícil, haciendo de este modo imposible realizar un uso práctico del mismo.
Además, como se menciona en el documento de patente 5 y el documento de patente 6, seconocen procedimientos tales como la obtención de un material compuesto polimerizando la soluciónmixta monomérica para proporcionar un material periférico en la periferia de un material de la parte duracolumnar, y como la obtención del material compuesto proporcionando una cavidad columnar circular en
55 el material periférico, polimerizando a continuación en esta cavidad la solución mixta monomérica para proporcionar la parte dura central. Sin embargo, en la lente de contacto compuesta después del hinchadopor hidratación, obtenida mediante los materiales compuestos mencionados anteriormente, cuando laparte periférica es arrastrada en una dirección a lo largo de la curvatura de la lente desde el centro a laperiferia, o cuando la parte periférica es arrastrada en una dirección de esfuerzo cortante desde la
superficie convexa a la superficie cóncava de la lente, puede mostrarse cierto grado de resistencia. Sinembargo, cuando la parte periférica es arrastrada en la dirección de esfuerzo cortante desde la superficiecóncava a la superficie convexa de la lente, en algunos casos se genera una rotura de forma relativamente fácil en la parte de unión.
Mientras tanto, las técnicas descritas en el documento de patente 7 y el documento de patente 8 describen el procedimiento de aumentar un área de unión inclinando el área de unión entre la parte duracentral y la parte blanda periférica independientemente de un ángulo, aumentando de este modo laresistencia como resultado. Sin embargo, cuando la lente está siendo manejada realmente, tal como allimpiarla y al quitarla de los ojos, la resistencia a la tracción y la resistencia al desgarro en la dirección de esfuerzo cortante desde la superficie cóncava a la superficie convexa es bastante importante, y cuando se tienen en cuenta el manejo real de la lente, no es suficiente aumentar el área de unión.
Documento de patente 1:
Patente japonesa abierta a inspección pública Nº 03-92336
Documento de patente 2:
Patente japonesa abierta a inspección pública Nº 05-72502
Documento de patente 3:
Patente japonesa abierta a inspección pública Nº 60-49298
Documento de patente 4:
Patente japonesa abierta a inspección pública Nº 06-89045
Documento de patente 5:
Patente japonesa abierta a inspección pública Nº 55-29402
Documento de patente 6:
Patente japonesa abierta a inspección pública Nº 57-6562
Documento de patente 7:
Patente de Estados Unidos Nº 3973838
Documento de patente 8:
Patente de Estados Unidos Nº 2004/0046931A1
DESCRIPCIÓN DE LA INVENCIÓN
PROBLEMA A RESOLVER POR LA INVENCIÓN
Como se ha descrito anteriormente, en un caso de la lente de contacto compuesta convencional, aunque es posible fabricar la lente de contacto compuesta que tiene tanto una buena sensación al llevarlaexclusiva de la lente de contacto blanda como una propiedad óptica excelente exclusiva de la lente decontacto dura, el problema de rotura generado durante el manejo de la lente no está suficientementeresuelto, dado el problema de rendimiento de la parte de unión entre la parte dura central y la parte
blanda periférica.
En vista de las circunstancias descritas anteriormente, un objeto de la presente invención esproporcionar la lente de contacto compuesta capaz de mejorar la resistencia a... [Seguir leyendo]
Reivindicaciones:
1. una lente, que es una lente de contacto compuesta (10) que tiene (A) una parte central (1) constituida por un material duro, y
(B) una parte periférica (2) constituida por un material blando con propiedad hidratada; en la que
(i) una superficie de unión (3A) entre la parte central (1) y la parte periférica (2) está formada poruna única superficie cónica, inclinada de modo que el diámetro de la parte dura sea mayor en la superficie convexa de la lente que en la superficie cóncava de la lente, y el ángulo de inclinación (a) de la superficie cónica se establece de modo que un ángulo (e) formado por la superficie de unión y la superficie cóncava de la lente sea de aproximadamente 90º; y
(ii) en el lado de la superficie convexa de la lente está formada una parte convexa anular (7) , que:
- se proyecta hacia delante con respecto a la curva de la superficie convexa de una parte óptica,
- tiene una forma concéntrica con respecto al eje óptico (L) de la lente, y
- se dispone en una parte de unión (3) entre la parte dura central (1) y la parte blanda periférica (2) .
2. La lente de la reivindicación 1, en la que la altura (H) de la parte convexa anular (7) se establecepara que sea de 0, 1 mm o menos con respecto a la curva de la superficie convexa de dicha parte óptica, y una anchura (W) de un punto de contacto de una curva que forma un contorno de una cara de sección dedicha parte convexa (7) y la curva de la superficie convexa de la lente se establece para que sea de 0, 04mm o más.
3. La lente de la reivindicación 1 ó 2, en la que el material duro está compuesto por un copolímerohecho de, como componentes monoméricos esenciales,
- e.
3. 60% en peso de (met) acrilato de alquilo que contiene silicio,
- el 2-15% en peso de metacrilato de 2-hidroxietilo, y
- e.
3. 60% en peso de (met) acrilato de alquilo que contiene flúor.
4. La lente de cualquiera de las reivindicaciones 1-3, en la que el material blando con propiedad hidratada está compuesto por un copolímero hecho de, como componentes monoméricos esenciales,
- e.
2. 60% en peso de metacrilato de 2-hidroxietilo
- e.
2. 60% en peso de acrilato de 2-metoxietilo, y
- el 5-30% en peso de (met) acrilato de alquilo que contiene flúor.
5. Un procedimiento de fabricación de la lente de cualquiera de las reivindicaciones 1-4, que comprende las etapas secuenciales de
(i) formar, en un material (32) para la parte blanda periférica (2) , un agujero cónico (40) , con la superficiecónica establecida como una superficie de la pared del agujero; y
(ii) inyectar y polimerizar en el agujero cónico una solución mixta monomérica de materia prima (31A) deun material para la parte dura central (1) .
6. El procedimiento de la reivindicación 5, en el que en la etapa (i) una solución mixta de monómeros de materia prima (32A) para la parte blanda (A) se inyecta y se polimeriza en un recipiente depolimerización (30) , y el agujero cónico (40) se forma después de la polimerización mediante un procesode corte.
7. El procedimiento de la reivindicación 5, en el que en la etapa (i)
- una solución mixta de monómeros de materia prima (32A) para la parte blanda (i) se inyecta enun recipiente de polimerización (30) ,
- un molde macho (41) que tiene una proyección cónica (42) con la superficie cónica (42a) comosuperficie periférica externa se dispone en la solución mixta,
- en este estado la solución mixta se polimeriza, y
- después de la polimerización el molde macho (41) se retira.
8. El procedimiento de la reivindicación 5 ó 6, en el que en la etapa (i)
- una solución mixta de monómeros de materia prima (32A) para la parte blanda (i) se inyecta enun recipiente de polimerización (30) ,
- un molde macho (48) que tiene una proyección (47) para formar un agujero guía (49) se dispone en la solución mixta,
- en este estado la solución mixta se polimeriza,
- después de la polimerización el molde macho (48) se retira, y
- usando el agujero guía (49) en el material obtenido para la parte blanda periférica (2) se forma el10 agujero cónico mediante un proceso de corte.
9. El procedimiento de la reivindicación 7 u 8, en el que el molde macho (41, 48) está formado deuna pieza con una cara interna de una tapa (43, 46) para sellar una parte de apertura del recipiente depolimerización (30) .
10. El procedimiento de cualquiera de las reivindicaciones 5-9, en el que la cara interna del recipienta de polimerización (30) tiene alta adhesividad y se adhiere firmemente al material blando después de la polimerización y al menos la superficie de la proyección del molde macho (41, 48) tiene baja adhesividad y apenas se adhiere al material blando después de la polimerización.
11. Un procedimiento de fabricación de la lente de cualquiera de las reivindicaciones 1-4, en el que elmaterial duro que constituye la parte central (1) tiene una proyección cónica (31b) con la superficie cónica (31a) como superficie periférica externa, y en una circunferencia de la proyección cónica la parte blanda se constituye polimerizando una solución mixta de monómeros de materia prima (32A) para la parteblanda (2) para que forme una sola pieza con el material duro.
FIG. 14
Patentes similares o relacionadas:
Procedimiento implementado por ordenador para determinar una representación de un borde de una montura de gafas o una representación de los bordes de los cristales de unas gafas, del 17 de Junio de 2020, de Carl Zeiss Vision International GmbH: Procedimiento implementado por ordenador para determinar una representación de un borde de una montura de gafas o una representación de los bordes de los cristales de […]
Estuche para transporte y limpieza automática de gafas, del 12 de Febrero de 2020, de UNIVERSIDAD COMPLUTENSE DE MADRID: Estuche para transporte y limpieza automática de gafas. Actualmente, se utilizan fundas de diferentes materiales, tamaños y formas para la protección y salvaguarda […]
Aparato centrador-bloqueador para lente oftálmica, del 29 de Enero de 2020, de ESSILOR INTERNATIONAL: Aparato centrador-bloqueador que incluye: - un bastidor , - un soporte montado en el bastidor , que está adaptado para […]
Método para terminar un frente de una montura de gafas, del 11 de Noviembre de 2019, de Luxottica S.r.l: Un método para terminar un frente de una montura de gafas, que comprende las siguientes etapas: - acoplar al menos una tapa protectora […]
Gafas modulares y método para fabricarlas, del 6 de Noviembre de 2019, de Leung, Yuet-Charn: Unas gafas modulares que se componen de: dos lentes , cada lente tiene un orificio de conexión no circular que está definido a través […]
Procedimiento, dispositivo y programa informático para la adaptación virtual de una montura de gafas, del 11 de Septiembre de 2019, de Carl Zeiss Vision International GmbH: Procedimiento implementado por ordenador para la adaptación de gafas, que comprende: adaptar virtualmente un modelo de montura paramétrico a un modelo 3D […]
Procedimiento de ayuda para la determinación de parámetros de visión de un sujeto, del 14 de Agosto de 2019, de INTERACTIF VISUEL SYSTEME (I V S): Procedimiento de ayuda para la determinación de parámetros de visión de un sujeto , que comprende las etapas siguientes: - capturar dos imágenes […]
Dispositivo espaciador para monturas de gafas, del 1 de Agosto de 2019, de SAFILO SOCIETA' AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.P.A.: 1. Un dispositivo espaciador para monturas de gafas configurado para mantener el par de varillas de la montura separados entre sí y con respecto […]