Herramienta de estampado para piezas termoplásticas y procedimiento.
La herramienta (1) para fabricar por estampación una pieza a base de material termoplástico a partir de un troquel macho de dicho material,
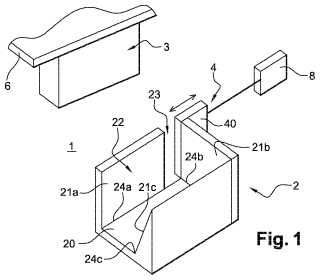
que comprende una matriz hueca (2) delimitada por un fondo (20), las paredes laterales (21 a, 21 b, 21 c) y una abertura (22) opuesta al fondo, así como un troquel macho (3) en relieve destinado a cooperar con la matriz a través de la abertura (22), caracterizado porque comprende al menos un elemento móvil (4) apto para crear en la matriz o el troquel macho al menos un rebaje (23) que está destinado a ser obturado durante la cooperación de la matriz y del troquel macho.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10159586.
Solicitante: DAHER AEROSPACE.
Nacionalidad solicitante: Francia.
Dirección: 23 Route de Tours 41400 Saint-Julien-de-Chedon FRANCIA.
Inventor/es: Jumel,Jean Pierre.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C51/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Embutido profundo o conformación en moldes de dos partes, es decir, utilizando únicamente medios mecánicos.
- B29C51/30 B29C 51/00 […] › Moldes.
- B29C53/04 B29C […] › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › de placas o de hojas.
- B29C70/46 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
PDF original: ES-2382689_T3.pdf
Fragmento de la descripción:
Herramienta de estampado para piezas termoplásticas y procedimiento.
La invención se refiere a una herramienta para dar forma por estampación de piezas a base de material termoplástico, en particular en material termoplástico reforzado, y un procedimiento de fabricación vinculado con esta herramienta.
La invención se refiere más concretamente a la fabricación de piezas con destino a la aeronáutica pero no se limita a ella.
Las piezas de material compuesto para la aviación pueden ser realizadas a partir de material termoplástico y fibras largas de refuerzo. El moldeado de las piezas no puede ser realizado por alargamiento del material en relación con la naturaleza de las fibras, estas últimas siendo fibras alargadas. Así este moldeado se obtiene mediante un procedimiento de plegado a partir de una preforma de material compuesto precortado, precalentado, y con la ayuda de una herramienta de estampación térmica, tal como se describe en el documento EP 1 559 533.
Más precisamente, la herramienta de conformación de tales piezas comprende de manera continua una matriz hueca y un troquel macho en relieve de forma complementaria a la matriz y destinado a ser hundido y comprimido contra el interior de la matriz. Una preforma de material inicialmente es calentada, transferida entre la matriz y el troquel macho, luego plegada trayendo el troquel macho al encuentro de la matriz (o inversamente) , el moldeado final que se asegura por presión del troquel macho contra la matriz reservando el espesor del material, y al final por enfriamiento y desmoldeado.
De manera usual, una matriz forma una cavidad cuya forma corresponde a la geometría exterior de la pieza a conformar a partir de la preforma.
La cavidad presenta por ejemplo dos paredes adyacentes unidas por un borde de manera que constituye una pieza de tipo ángulo que comprende dos superficies adyacentes que se extienden a partir de una única línea de plegado.
Otro ejemplo de cavidad presenta diferentes caras que son un fondo y las paredes laterales vinculadas angularmente a este fondo, los bordes de separación de estas caras que están destinados a corresponder a las líneas de pliegue que se forman en la preforma a dar forma.
La pieza así obtenida en una sola operación de estampación comprende una pluralidad de líneas de plegado que corresponden a los bordes que separan las diferentes caras de la cavidad.
Sin embargo, es imposible realizar simultáneamente estas líneas de plegado dispuestas de acuerdo con los bordes de la cavidad, es decir en la intersección de dos caras de la cavidad, al menos una línea de plegado que está dispuesta fuera de estos bordes y a nivel de una al menos de estas caras de la cavidad.
Además, de acuerdo con el tipo de plegado a realizar y la dimensión de la preforma, puede ocurrir que una parte del material se extienda de acuerdo con un plano o una cara de la cavidad apoyado contra una cara adyacente de la cavidad, perturbando entonces el o los pliegues ya iniciados en el fondo de la matriz.
También, ciertas piezas no pueden ser fabricadas en una sola operación de paso en la herramienta. Son por ejemplo realizadas en dos fases de estampación, una primera fase que asegura el moldeado principal de la pieza de acuerdo con ciertas líneas de plegado, luego una segunda fase que forma las otras líneas de plegado. En otra variante de realización, las piezas son concebidas en varias partes que se estampan separadamente, y luego se ensamblan por medios de fijación tales como remaches.
El inconveniente de tal fabricación es multiplicar las operaciones de estampación o de ensamblaje.
La invención tiene por tanto por objeto simplificar el procedimiento de fabricación por estampación de una pieza a base de material termoplástico de acuerdo con una pluralidad de plegados, en particular de acuerdo con al menos tres plegados.
De acuerdo con la invención, la herramienta para fabricar por estampación una pieza a base de material termoplástico a partir de una preforma de dicho material, comprende una matriz hueca delimitada por un fondo, las paredes laterales y una abertura opuesta al fondo, así como un troquel macho en relieve destinado a cooperar con la matriz a través de la abertura, y se caracteriza porque comprende al menos un elemento móvil apto para crear en la matriz o el troquel macho al menos un rebaje que está destinado a ser obturado durante la cooperación de la matriz y del troquel macho.
El rebaje está dispuesto en el fondo y/o las paredes laterales de la matriz o bien en el cuerpo del troquel macho.
Así si de la manera usual, la abertura de la matriz está destinada a alojar una preforma que será moldeada de acuerdo con una geometría tridimensional gracias a las figuras respectivas, del interior de la matriz, y del exterior del troquel macho destinado a ser introducido y comprimido contra el interior de dicha matriz, el rebaje creado por el elemento móvil de acuerdo con la invención y establecido por ejemplo en el fondo o las paredes de la matriz permite muy ventajosamente proporcionar un lugar para la introducción de una parte de la preforma que vendría si no desafortunadamente apuntalada contra el interior de la cavidad y perturbaría el plegado de la preforma. El elemento móvil permite, cuando se pone en movimiento para obturar el rebaje, asegurar convenientemente el plegado de esta parte de la preforma y se destina a participar en su moldeado.
El rebaje puede consistir en un orificio ciego o un orificio que atraviesa el espesor de la matriz o del troquel macho. El volumen del rebaje se adapta para alojar de manera provisional y suficiente la parte de la preforma en proyección provisional del resto de la superficie general de la preforma.
La herramienta de la invención asegura así pues realizar la estampación de una preforma de acuerdo con una pluralidad de líneas de plegado a partir de una sola operación, contrariamente a la técnica anterior que necesita para el mismo tipo de pieza múltiples etapas.
La pieza así obtenida permite ventajosamente ganar en masa de material, que es muy apreciable en el campo de la aeronáutica.
Además, se gana en coste de material y en coste de producción.
La cooperación de la matriz y del troquel macho se hace por desplazamiento de uno hacia el otro, el troquel macho y la matriz que pueden uno u otro ser móviles, o bien los dos móviles.
De acuerdo con una característica, el elemento móvil está asociado a la matriz o al troquel macho.
De acuerdo con otra característica, el elemento móvil presenta una forma adaptada para obturar el rebaje con el que coopera, el cual permite, después del plegado de la parte de la preforma que se introduce en el rebaje, reconstruir la forma completa de la cavidad para el hundimiento total del troquel macho y de su aplicación cerrada contra la cavidad para compactar el material.
El elemento móvil comprende en particular una superficie de contracto en la que la forma se adapta a la forma de la superficie a moldear con respecto con el elemento móvil.
Ventajosamente, la herramienta comprende un medio de cierre para bloquear el elemento móvil en posición de final de recorrido en el rebaje. De esta manera, el elemento móvil está bloqueado evitando cualquier riesgo de abertura inesperada del rebaje durante la compresión del troquel macho contra la matriz.
De acuerdo con otra característica, el elemento móvil está sujeto al desplazamiento del troquel macho o de la matriz de acuerdo con un acoplamiento mecánico o independiente.
De acuerdo con una variante de realización de acoplamiento mecánico, la herramienta comprende un soporte que porta el troquel macho y en el cual el movimiento controla el desplazamiento del troquel macho, dicho soporte que comprende un bloque de empuje destinado a asegurar el movimiento del elemento móvil, y en el cual la geometría está adaptada a cooperar con la geometría del elemento móvil para controlar la velocidad de desplazamiento de dicho elemento móvil con relación a la velocidad de desplazamiento de dicho troquel macho.
Preferentemente, el elemento móvil comprende una cara inclinada apta para cooperar con una cara de corte del bloque de empuje, la cara de corte que es de pendiente complementaria a la cara inclinada del elemento móvil.
El bloque de empuje constituye ventajosamente por su forma... [Seguir leyendo]
Reivindicaciones:
1. La herramienta (1) para fabricar por estampación una pieza a base de material termoplástico a partir de un troquel macho de dicho material, que comprende una matriz hueca (2) delimitada por un fondo (20) , las paredes laterales (21 a, 21 b, 21 c) y una abertura (22) opuesta al fondo, así como un troquel macho (3) en relieve destinado a cooperar con la matriz a través de la abertura (22) , caracterizado porque comprende al menos un elemento móvil (4) apto para crear en la matriz o el troquel macho al menos un rebaje (23) que está destinado a ser obturado durante la cooperación de la matriz y del troquel macho.
2. La herramienta de acuerdo con la reivindicación 1, caracterizada porque el rebaje (23) se crea en el fondo y/o las paredes laterales de la matriz o bien en el cuerpo del troquel macho.
3. La herramienta de acuerdo con la reivindicación 1 o 2, caracterizada porque el elemento móvil (4) presenta una forma adaptada para obturar el rebaje (23) con el que coopera.
4. La herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque el elemento móvil (4) comprende una superficie de contacto (43) en la cual la forma se adapta a la forma de la superficie a moldear con respecto al elemento móvil.
5. La herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque comprende un medio de cierre (60, 7, 8) para bloquear el elemento móvil (4) en la posición de fin de recorrido en el rebaje (23) .
6. La herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque el elemento móvil (4) está sometido al desplazamiento del troquel macho (3) o de la matriz (2) de acuerdo con un acoplamiento mecánico o independiente.
7. La herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque comprende un soporte (6) que porta el troquel macho (3) y en el cual el movimiento controla el desplazamiento del troquel macho, dicho soporte que comprende un bloque de empuje (60) destinado a asegurar el movimiento del elemento móvil (4) y en el que la geometría está adaptada para cooperar con la geometría del elemento móvil para controlar la velocidad de desplazamiento de dicho elemento móvil en relación con la velocidad de desplazamiento de dicho troquel macho.
8. La herramienta de acuerdo con la reivindicación 7, caracterizada porque el elemento móvil (4) comprende una cara inclinada (41) adaptada para cooperar con una cara de corte (61) del bloque de empuje (60) , la cara de corte que es de pendiente complementaria a la cara inclinada (41) .
9. La herramienta de acuerdo con la reivindicación 7, caracterizada porque comprende un bloque fijo (7) de acoplamiento mecánico dispuesto a distancia del elemento móvil (4) y opuesto a la matriz (2) , y destinado a cooperar con el bloque de empuje (60) adecuado para moverse en el soporte, el bloque de empuje que presenta dos caras de corte opuestas (61, 62) de pendientes inversas y destinadas a cooperar mutuamente respectivamente con una cara inclinada (41) del elemento móvil y un perfil biselado (70) del bloque fijo.
10. La herramienta de acuerdo con la reivindicación 9, caracterizada porque el rebaje (23) está creado en la matriz por el elemento móvil (4) y porque el bloque fijo (7) y el bloque de empuje (60) constituyen un medio de cierre para bloquear el elemento móvil que llega al final del recorrido en el rebaje (23) de la matriz.
11. La herramienta de acuerdo con la reivindicación 5, caracterizada porque comprende un accionador (8) que controla el desplazamiento y el cierre del elemento móvil independientemente del desplazamiento del troquel macho
o de la matriz, el accionador que preferentemente es de control electromecánico, electroneumático o electrohidráulico.
12. La herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizada porque comprende la utilización de una película principal termo resistente (90) fijada sobre una parte de una de las caras de una preforma (5a) destinada a ser estampado por dicha herramienta, esta cara que está destinada a estar relacionada con el fondo y/o al menos una de las paredes de la matriz, y la parte asociada a la película que está destinada para cooperar con el fondo y/o la o las paredes de la matriz, excepto con la zona correspondiente y que rodea al rebaje (23) .
13. La herramienta de acuerdo con la reivindicación 12, caracterizada porque utiliza una película secundaria (92) en la que está destinada para soportar sin estar fija la parte de la preforma restante que no está asociada a la película principal (90) .
14. El procedimiento de fabricación para la estampación de una pieza a base de material termoplástico, particularmente en material termoplástico reforzado por ejemplo por fibras largas o continuas, tejidas o no, por medio de una herramienta de acuerdo con una cualquiera de las reivindicaciones precedentes.
15. Un procedimiento de acuerdo con la reivindicación 14, caracterizado porque comprende las etapas sucesivas
siguientes:
- el aplanamiento de una preforma (5a) al nivel de la abertura (22) de la matriz (2) ,
- el desplazamiento del troquel macho (3) con respecto de la preforma y hacia el interior de la matriz o el desplazamiento de la matriz en dirección del troquel macho, para formar los pliegues en la preforma,
- el alojamiento temporal de una parte de la preforma para atravesar el rebaje (23) de la herramienta.
- el movimiento del elemento móvil (4) concurrentemente con el desplazamiento del troquel macho o de la matriz para formar al menos un pliegue suplementario,
- la obturación del rebaje (23) por el posicionamiento al final del recorrido del elemento móvil (4) que está cerrado preferentemente, y
- la compresión del troquel macho (3) contra la matriz (2) .
Patentes similares o relacionadas:
Reducción de arrugamiento de refuerzos contorneados de sombrero formados a partir de una única carga compuesta, del 15 de Julio de 2020, de THE BOEING COMPANY: Procedimiento para formar un refuerzo compuesto con forma de sombrero contorneado , presentando el refuerzo compuesto una tapa , un par de salientes […]
Reutilización de textil tejido o tricotado usado, del 11 de Marzo de 2020, de Really ApS: Un procedimiento de fabricación de un producto a partir de textil tejido o tricotado usado que comprende fibras vegetales o animales, en particular algodón o lana, […]
Métodos de formar un rigidizador de pala compuesto y facilitar la aplicación de tratamientos para daños por impacto apenas visibles, del 12 de Febrero de 2020, de THE BOEING COMPANY: Método para conformar una carga compuesta plana para dar un rigidizador de pala compuesto, que comprende: recortar una carga compuesta plana […]
Método y sistema para moldeo por compresión de piezas termoplásticas reforzadas con fibra, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un método de moldeo por compresión de una pieza termoplástica reforzada con fibra alargada, que comprende: la consolidación previa de […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]
Procedimiento para la generación de un producto semiacabado para la producción de una pieza moldeada compuesta, en especial de una pieza moldeada compuesta de fibra, del 4 de Diciembre de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Procedimiento para la generación de un producto semiacabado para la producción de una pieza moldeada compuesta, en especial de una pieza moldeada compuesta de fibra , […]
Mejoras en o relacionadas con laminados, del 13 de Noviembre de 2019, de HEXCEL COMPOSITES LIMITED: Uso de un material textil de resina termoplástica no tejida en combinación con un material de moldeo curable que comprende un material de refuerzo fibroso y un material […]