Herramienta accionable en forma rotativa para arranque de viruta.
Herramienta accionable en forma rotativa para arranque de viruta,
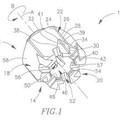
particularmente una herramienta paramecanizado de precisión, como por ejemplo un escariador, con suministro integrado de lubricante refrigerante, para elmecanizado de agujeros, particularmente de agujeros pasantes, con una parte de corte (24, 124, 224), en la que estánconformados múltiples filos (28, 128, 228), respectivamente aristas cortantes, y ranuras receptoras de viruta (30, 130,230), y un vástago (26, 126, 226) que sobre un lado opuesto a la parte de corte (24, 124, 224) conforma una sección desujeción (22, 122, 222), caracterizada porque en la sección de sujeción (22, 122, 222) están conformados canales delubricante refrigerante (38), cuya cantidad se corresponde con la cantidad de ranuras receptoras de viruta (30), conaberturas de entrada, que están opuestas a la parte de corte (24, 124, 224), de modo tal, que un lubricante refrigeranteque sale de las aberturas de salida (42) frontales, que están orientadas hacia la parte de corte (24, 124, 224), de lasección de sujeción (22, 122, 222) puede alimentarse a lo largo del vástago (26), sin limitación radial externa, a en cadacaso una ranura receptora de viruta (30) asignada de la parte de corte (24).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000740.
Solicitante: GÜHRING OHG.
Nacionalidad solicitante: Alemania.
Dirección: HERDERSTRASSE 50-54 72458 ALBSTADT ALEMANIA.
Inventor/es: SCHANZ, GERHARD, KLEINER,GILBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D77/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Herramientas de escariado.
PDF original: ES-2387778_T3.pdf
Fragmento de la descripción:
Herramienta accionable en forma rotativa para arranque de viruta
La invención trata de una herramienta accionable en forma rotativa para arranque de viruta, particularmente de una herramienta para mecanizado de precisión, como por ejemplo un escariador, según el concepto general de la reivindicación 1 y de un proceso para el suministro de lubricante refrigerante a los filos de semejante herramienta (reivindicación 12) .
Semejantes herramientas deben satisfacer las más diversas exigencias. Por un lado, se exige de tales herramientas una precisión de mecanizado cada vez más elevada, lo cual presupone una elevada precisión dimensional del posicionamiento de los filos y una elevada estabilidad en la solicitación dinámica a los filos y al vástago. Por otro lado, se exige de semejantes herramientas una duración cada vez más prolongada, por lo cual en semejantes herramientas se integra regularmente un suministro de lubricante refrigerante. Este suministro de lubricante refrigerante integrado en la herramienta debe asegurar que las zonas más solicitadas de la herramienta reciban en todo momento en la utilización una alimentación adecuada de lubricante refrigerante.
En el estado de la técnica existen distintos planteamientos de la configuración de herramientas genéricas con suministro integrado de lubricante refrigerante.
En el documento DE 10347755 A1 está mostrada una herramienta genérica configurada como escariador de alto rendimiento, en el que un cabezal de corte, que está unido rotatoriamente y axialmente en forma fija con una parte de vástago, que puede estar fabricado de un material duro, como por ejemplo un material sinterizado, se alimenta con lubricante refrigerante mediante un canal central de suministro de lubricante refrigerante, que está en el vástago de la herramienta, y un sistema de canal radial en, respectivamente junto a, la interfaz al cabezal de corte. Las aberturas de desembocadura del sistema de canal radial que se encuentran radialmente hacia fuera están cubiertas por un manguito conductor de medio refrigerante, que se extiende en dirección de la punta de la herramienta hasta una zona de salida de las ranuras receptoras de viruta y que por consiguiente puede asegurar que el lubricante refrigerante suministrado pueda alimentarse, con en lo posible reducidas pérdidas, a las ranuras receptoras de viruta.
Este conocido suministro de lubricante refrigerante, que está integrado en la herramienta de vástago, también es apropiado para la así llamada tecnología LCM (lubricación de cantidad mínima) , según la cual el lubricante refrigerante – en contraste con el así llamado “mecanizado en húmedo”– se conduce a los filos, en una concentración extremadamente reducida, en una corriente de aire comprimido. El lubricante se suministra durante el mecanizado por consiguiente como aerosol a los filos, con el objetivo de producir una película lubricante adecuada en la cercanía directa de las aristas cortantes.
Sin embargo, en la tecnología LCM es importante conducir el lubricante con dosificación exacta y en concentración lo más uniforme posible a los filos. Para conseguir este objetivo reduciendo al mismo tiempo la complejidad técnica de fabricación para la fabricación de la herramienta se describe en el documento DE 202004008566 U1 un escariador de alto rendimiento, en el cual un manguito se extiende en la sección de sujeción hasta la zona de salida de ranura de la herramienta, estando el manguito conformado de una pieza con la sección de sujeción y alojando el manguito en el interior el vástago del escariador para conformar canales axiales de lubricante refrigerante. Los canales de lubricante que se extienden axialmente son alimentados por un canal central de lubricante en la zona de sujeción de modo tal, que el canal refrigerante recibe una sección transversal constante desde el extremo de vástago hasta la zona de salida de ranura.
En ambos casos conocidos, la alimentación de los filos con lubricante refrigerante puede lograrse únicamente por medio de una complejidad correspondientemente alta en la fabricación de la herramienta. Aparte de ello, las herramientas conocidas deben ensamblarse a partir de distintos componentes.
De la DE 73 29 780 U es conocido un vástago de herramienta cilíndrico para herramientas de arranque de viruta, particularmente taladros y brocas avellandoras, en el cual el vástago de herramienta presenta tres fases planas como superficies de apoyo para las mordazas de un plato de tres mordazas. Esas sirven exclusivamente para mejorar la sujeción del vástago de herramienta.
Además, de la US 5 839 897 A es conocido un taladro, para una inserción de un implante dental, que en una parte del vástago presenta un agujero central para recibir un líquido que sirve como lubricación.
La invención tiene por ello el objetivo de crear una herramienta accionable en forma rotativa para arranque de viruta del tipo mencionado al principio, la cual asegure la duración de los filos, que se exige hoy en día, con una construcción simplificada de la herramienta. Otro objetivo consiste en crear un proceso nuevo, con el cual pueda llevarse lubricante refrigerante, tanto en el caso de mecanizado en húmedo como en el de mecanizado en seco (tecnología LCM) , con reducido esfuerzo, pero con fiablidad de proceso y en cantidad adecuada, a filos, que están sometidos a grandes cargas, de una herramienta genérica.
Este objetivo se consigue, en lo que respecta a la herramienta, por medio de los atributos de la reivindicación 1, y en lo que respecta al proceso, por medio de la reivindicación 12.
Según la invención, en la sección de sujeción de la herramienta se integran canales de lubricante refrigerante de modo tal, que el lubricante refrigerante que sale axialmente de esos canales de lubricante refrigerante se alimenta sobre el lado externo del vástago que conduce a la parte de corte, pero por lo demás volando libremente a en cada caso una ranura receptora de viruta de la parte de corte. Por medio de ensayos se descubrió que con esta configuración de las herramientas, tanto en el caso del así llamado mecanizado en húmedo, es decir en la utilización de lubricantes refrigerantes líquidos, como en el del así llamando “mecanizado en seco” según la tecnología LCM, puede estabilizarse un suministro adecuado de lubricante en la zona de las ranuras receptoras de viruta y también en las superficies, que son determinantes para la duración, de los filos de herramienta aún cuando la presión de trabajo del lubricante refrigerante se mantenga en un nivel fácilmente dominable de, por ejemplo, más de 5 bar, preferentemente por encima de 10 bar.
Estudios del flujo de lubricante refrigerante a lo largo del eje de la herramienta, es decir desde la sección de sujeción hasta la punta de la herramienta, han mostrado que el chorro de fluido saliente de los canales de lubricante refrigerante, aún cuando debe recorrer, bajo la acción de las fuerzas centrífugas que se producen, según la invención sin delimitación radial externa una longitud axial considerable en dirección del cabezal de corte, posee una zona de núcleo suficientemente grande con elevada velocidad de flujo en el momento, en que la herramienta se sumerge en el agujero a mecanizar, particularmente en el agujero de pasaje, que debe someterse a un mecanizado ulterior de precisión. Con longitud creciente de ataque de los filos de la herramienta en el agujero de pasaje hasta se conforma un perfil de flujo, que es cada vez más estable, en los distintos canales de flujo definidos por la ranuras receptoras de viruta y la pared del agujero. De esta manera se asegura que los filos de la herramienta se alimenten con cantidades adecuadas de lubricante refrigerante particularmente en las zonas, en que ello es especialmente importante. Debido a que el flujo en esos canales de flujo se marca cada vez mejor a medida que aumenta la distancia de la superficie de la pieza de trabajo, el filo de la herramienta sometido comparativamente a gran carga también se refrigera, respectivamente lubrica, en forma efectiva cerca de la punta de la herramienta, por lo cual se logra mantener en un alto nivel la duración de la herramienta.
Debido a las medidas según la invención se obtiene en esto la ventaja adicional de que los chorros de lubricante refrigerante que salen de las aberturas de salida frontales en la sección de sujeción pueden utilizarse en forma particularmente efectiva para la evacuación de las virutas en dirección... [Seguir leyendo]
Reivindicaciones:
1. Herramienta accionable en forma rotativa para arranque de viruta, particularmente una herramienta para mecanizado de precisión, como por ejemplo un escariador, con suministro integrado de lubricante refrigerante, para el mecanizado de agujeros, particularmente de agujeros pasantes, con una parte de corte (24, 124, 224) , en la que están conformados múltiples filos (28, 128, 228) , respectivamente aristas cortantes, y ranuras receptoras de viruta (30, 130, 230) , y un vástago (26, 126, 226) que sobre un lado opuesto a la parte de corte (24, 124, 224) conforma una sección de sujeción (22, 122, 222) , caracterizada porque en la sección de sujeción (22, 122, 222) están conformados canales de lubricante refrigerante (38) , cuya cantidad se corresponde con la cantidad de ranuras receptoras de viruta (30) , con aberturas de entrada, que están opuestas a la parte de corte (24, 124, 224) , de modo tal, que un lubricante refrigerante que sale de las aberturas de salida (42) frontales, que están orientadas hacia la parte de corte (24, 124, 224) , de la sección de sujeción (22, 122, 222) puede alimentarse a lo largo del vástago (26) , sin limitación radial externa, a en cada caso una ranura receptora de viruta (30) asignada de la parte de corte (24) .
2. Herramienta según la reivindicación 1, caracterizada porque los canales de lubricante refrigerante (38) están cerrados perimetralmente en la sección de sujeción (22, 122, 222) o caracterizada porque los canales de lubricante refrigerante (38) están abiertos radialmente en la sección de sujeción (22, 122, 222) .
3. Herramienta según una de las reivindicaciones 1 hasta 2, caracterizada porque la respectiva abertura de salida (42, 142, 242) axial de los canales de lubricante refrigerante (38) tiene en la sección de sujeción (22, 122, 222) una sección transversal que está ajustada a la sección transversal de la correspondiente ranura receptora de viruta (30, 130, 230) .
4. Herramienta según la reivindicación 3, caracterizada porque la sección transversal de la abertura de salida (42) axial está ajustada, en lo que respecta a la posición y/o forma de la geometría de la ranura receptora de viruta (30) asignada, de modo tal, que en la proyección axial incluye el respectivo flanco (32) , que conduce a la arista cortante (28) , de la ranura receptora de viruta (30) , respectivamente se acerca a aquel, preferentemente lo toca.
5. Herramienta según una de las reivindicaciones 1 hasta 4, caracterizada porque los canales de lubricante refrigerante
(38) están alineados axialmente en la sección de sujeción (22) .
6. Herramienta según una de las reivindicaciones 1 hasta 3, caracterizada porque los canales de lubricante refrigerante (138, 238) en la sección de sujeción (122, 222) salen de la sección de sujeción (122, 222) de manera tal, que están conducidos bajo un ángulo ([alfa]) a una ranura receptora de viruta (130, 230) asignada de la parte de corte (124, 224) .
7. Herramienta según una de las reivindicaciones 1 hasta 6, caracterizada porque las ranuras receptoras de viruta (30, 130, 230) corren en forma rectilínea.
8. Herramienta según una de las reivindicaciones 1 hasta 7, caracterizada porque el chorro de lubricante refrigerante que sale libremente está apoyado al menos a lo largo de un determinado tramo axial (longitud del vástago) por el diámetro externo de la sección de vástago (26) unida a la sección de sujeción (22) .
9. Herramienta según una de las reivindicaciones 1 hasta 8, caracterizada porque está fabricada de un material duro, como p. ej. de metal macizo y duro o de un material de Cermet.
10. Herramienta según las reivindicación 9, caracterizada porque los canales de lubricante refrigerante (38) en la sección de sujeción (22) están al menos preformados parcialmente en la pieza bruta de herramienta.
11. Herramienta según una de las reivindicaciones 1 hasta 10, caracterizada por la configuración como herramienta para agrandar agujeros, o caracterizada por la configuración como escariador, o caracterizada por la configuración como herramienta de fresado, o caracterizada por la configuración como herramienta de tallado de roscas.
12. Proceso para alimentar los filos de una herramienta según una de las reivindicaciones 1 hasta 11 con un lubricante y refrigerante que está bajo presión, caracterizado porque el lubricante y refrigerante se suministra mediante la sección de sujeción (22) bajo una presión entre 5 y 80 bar, preferentemente entre 10 y 70 bar.
13. Proceso según la reivindicación 12, caracterizado porque el lubricante y refrigerante se compone de un fluido acuoso.
14. Proceso según la reivindicación 12, caracterizado porque el lubricante y refrigerante se compone de un fluido gaseoso que está mezclado con un lubricante.
15. Proceso según una de las reivindicaciones 12 hasta 14, caracterizado porque al flujo del lubricante y refrigerante se le aplica en la sección de sujeción (22) un momento angular alrededor del eje de flujo.
Patentes similares o relacionadas:
Herramienta de corte y dispositivo de corte que incluye la misma, del 22 de Enero de 2020, de Toyo Co., Ltd: Herramienta (10, 10A) de corte que comprende una parte de cuchilla que va a insertarse desde un lado de un orificio pasante formado en […]
Escariador, del 11 de Septiembre de 2019, de MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG: Escariador con - un cuerpo base , * que presenta un lado frontal , * en cuya superficie exterior están incorporadas ranuras , y […]
Procedimiento para el acabado de taladros de cojinete en una pieza de trabajo, del 3 de Julio de 2019, de LICON MT GMBH & CO. KG: Procedimiento para el acabado de varios taladros de cojinete (29a - 29e, 30a - 30e) dispuestos coaxialmente uno tras otro y distanciados uno de otro en una pieza de trabajo […]
Escariador subterráneo, del 9 de Abril de 2019, de Hard Metals Australia Pty Limited: Un escariador para pasajes subterráneos, que comprende: una carcasa de soporte que tiene pluralidad de pares integrales de aletas de […]
Herramienta multifilo de arranque de virutas de mecanizado posterior de perforación, del 13 de Abril de 2016, de GÜHRING OHG: Herramienta multifilo de arranque de viruta para mecanizado posterior, respectivamente herramienta para mecanizado de acabado, de agujeros, particularmente escariador, para mecanizar […]
Herramienta de corte rotativa que tiene una disposición de fraccionamiento de viruta con dos surcos divergentes, del 13 de Abril de 2016, de ISCAR LTD.: Una herramienta de corte rotativa , que tiene un eje longitudinal (A), alrededor del cual la herramienta de corte rotativa puede girar en un sentido de rotación […]
Herramienta de corte giratoria y método de montaje, del 18 de Abril de 2013, de ISCAR LTD.: Una herramienta de corte giratoria que comprende un vástago de herramienta , un cabezal de corte , un tubo de bloqueo y una […]
 Cabeza de corte de un escariador, del 19 de Marzo de 2013, de ISCAR LTD.: Una cabeza de corte de un escariador que tiene un eje de rotación (A) que define una dirección de adelante atrás y que comprende:
un extremo delantero […]
Cabeza de corte de un escariador, del 19 de Marzo de 2013, de ISCAR LTD.: Una cabeza de corte de un escariador que tiene un eje de rotación (A) que define una dirección de adelante atrás y que comprende:
un extremo delantero […]