Procedimiento y herramienta para la fabricación de componentes de chapa.
Sección de la CIP Técnicas industriales diversas y transportes
(24/06/2020). Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Clasificación: B21D53/88, B21D22/26, B21D22/30.
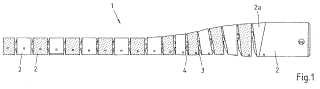
Procedimiento para la fabricación de componentes de chapa, comprendiendo el procedimiento:
- preformar una pieza de trabajo hasta formar un componente preformado , introduciéndose al menos por zonas material excedente en el componente preformado ; y
- calibrar el componente preformado hasta formar un componente con la forma final (2', 3') al menos parcialmente empleando el material excedente , recalcándose el componente preformado al menos por secciones;
caracterizado por que
- se calibran diferentes zonas (2a, 2b, 2c) del componente preformado con desfase en el tiempo.
PDF original: ES-2812825_T3.pdf
Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco.
(29/04/2020) Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1, 1', 1") y una matriz de embutir (2, 2', 2"), en donde en una única etapa de trabajo el punzón de embutir (1, 1', 1'') se inserta en la matriz de embutir (2, 2', 2"), un llantón (17, 17', 17") se conforma previamente para formar una pieza en bruto de chapa (5, 5', 5") con al menos una sección de fondo (4, 4', 4"), al menos una sección de marco (14, 14', 14") y opcionalmente una sección de brida (23"), en donde durante la conformación previa con el punzón de embutir (1, 1', 1") se introduce un excedente de material en la sección de fondo (4, 4', 4"), la sección de marco (14, 14', 14") y/o la sección de brida (23") opcional de la pieza en bruto de chapa (5, 5', 5"), y la pieza en bruto…
Procedimiento y dispositivo para fabricar piezas de embutición embridadas con recorte simultáneo.
(29/03/2017) Procedimiento para la fabricación de piezas de embutición embridadas a partir de una platina de metal plana y/o preformada mediante el uso de un punzón de embutición con por lo menos un borde cortante , un pisador y una matriz de embutición , en el que la matriz de embutición presenta una zona de borde , una zona de brida , así como una zona de colocación para la platina , en el que la platina se coloca sobre la zona de colocación de la matriz de embutición y mediante la introducción del punzón de embutición en la matriz de embutición se conforma la pieza de embutición y se recorta en la zona de brida , estando realizada la zona de colocación de manera elevada y fija con…
Procedimiento y dispositivo para fabricar perfiles con formación de posición variable, orientada longitudinalmente.
(13/04/2016) Procedimiento para fabricar perfiles con al menos una formación de posición variable, orientada longitudinalmente a partir de una pieza en bruto de perfil que comprende las siguientes etapas de procedimiento:
- proporcionar una herramienta de conformación , que presenta en la entrada la forma de sección transversal de una pieza en bruto de perfil o de perfil hueco y en la salida una forma de sección transversal modificada con al menos una formación,
- colocar la pieza en bruto de perfil o de perfil hueco en la entrada de la herramienta de conformación, caracterizado porque se realiza la siguiente…
Procedimiento para la fabricación de perfiles huecos ranurados.
(01/10/2014) Procedimiento para la fabricación de perfiles huecos ranurados a partir de una chapa recortada , en el que el perfil hueco se fabrica a partir de la chapa sustancialmente plana mediante el uso de la técnica de arrollamiento o mediante el uso de una conformación U-O, de tal manera que el perfil hueco presenta una ranura que se extiende en la dirección axial a lo largo de los bordes de contacto a tope de la chapa conformada, en donde el recorte de chapa en las superficies de sección transversal localmente previstas proporciona una mayor longitud circunferencial que la longitud de conformación requerida, de tal manera que durante la conformación…
Procedimiento y dispositivo para la eliminación mecánica del revestimiento de piezas en bruto revestidas utilizando una prensa y una cuchilla raspadora.
(17/09/2014) Procedimiento para eliminar al menos en parte el revestimiento de piezas en bruto de metal revestidas por uno o ambos lados en regiones que presentan una dirección de extensión principal, pudiendo discurrir las regiones de las que se eliminará el revestimiento en la dirección de extensión principal tanto en línea recta como de manera curvada, caracterizado por que la pieza en bruto se coloca sobre un soporte de pieza en bruto de una prensa y durante el movimiento de cierre de la prensa al menos una cuchilla raspadora elimina el revestimiento de la pieza en bruto mediante un raspado fundamentalmente perpendicular a la dirección de extensión principal de la región de la pieza en bruto de la que hay que eliminar el revestimiento.
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con tiempo de ciclo corto.
(07/07/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una pletina mediante una conformación en U-O con un juego de herramientas que comprende un punzón en U en una primera mitad de herramienta 5 para producir una pletina al menos parcialmente en U y una matriz superior en una segunda mitad de herramienta para conformar una pletina al menos parcialmente en U en un perfil hueco al menos parcialmente cerrado, caracterizado porque el juego de herramientas discurre en paralelo entre sí en dirección axial del perfil hueco al menos parcialmente cerrado, que se va a fabricar, y está superpuesto en dirección de cierre de las…
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con mitades de estampa giratorias y tiempo de ciclo reducido.
(12/03/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una plancha mediante una conformación en U-O con una herramienta que comprende al menos un punzón en U y al menos una estampa superior en una primera mitad de herramienta, caracterizado porque al menos dos matrices al menos parcialmente en forma de U idénticas están previstas en una segunda mitad de herramienta, el punzón en U y la estampa superior de la primera mitad de herramienta se acoplan, al cerrarse la herramienta , al mismo tiempo con en cada caso una estampa al menos parcialmente en forma de U, el al menos un punzón en U y la al menos una estampa superior de la primera mitad de herramienta y las al menos dos estampas al menos…
Procedimiento y dispositivo para la producción de un cuerpo hueco y cuerpo hueco.
(18/04/2013) Procedimiento para la producción de un cuerpo hueco de metal que presenta al menos una primera sección axial con una primera superficie de corte transversal y una segunda sección axial con una segundasuperficie de corte transversal y en el que ambas secciones axiales del cuerpo hueco están unidasentre sí a través de una transición de forma, que discurre esencialmente en un plano radial, es decir, através de una transición de forma que presenta una desviación de como máximo +/- 20º con respecto a laperpendicular a la dirección axial, en el que se produce un cuerpo de preforma a partir de una pletina,que presenta al menos una zona de transición,…
Macho de soporte y procedimiento para la producción de perfiles huecos.
Sección de la CIP Técnicas industriales diversas y transportes
(15/08/2012). Ver ilustración. Solicitante/s: THYSSENKRUPP STEEL EUROPE AG. Clasificación: B21C37/06, B21D9/01, B21D5/10, B21D9/03, B21D51/02.
Macho de soporte para empleo en un dispositivo para conformar pletinas y formar un perfil huecoestructurado, con una pluralidad de elementos de soporte unidos entre sí, donde los distintos elementos desoporte forman en posición reunida por lo menos parcialmente la superficie del contorno interior del perfil huecoque se trata de producir, y estando unidos entre sí por medio de elementos de acoplamiento , los elementos deacoplamiento permiten estirar y separar los elementos de soporte entre sí,
caracterizado porque en la posición estirada y separada los elementos de soporte están unidos entre sí deforma articulada, y los elementos de acoplamiento de los elementos de soporte se componen de unaprolongación con una zona de acoplamiento positivo y un orificio para el alojamiento con acoplamientopositivo de la prolongación y de la zona de acoplamiento positivo.
PDF original: ES-2392922_T3.pdf
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR MITADES DE CARCASA DE POCA FUERZA ELÁSTICA RECUPERADORA.
(11/01/2012) Procedimiento para producir mitades de carcasa de poca fuerza elástica recuperadora de metal, en particular, de acero, o de una aleación de acero, en el que se embuten pletinas en al menos una estampa (1, 1'') de embutido de modo que las pletinas tras el embutido profundamente presentan zonas (6a) de reborde en el cerco embutido profundo caracterizado porque las zonas (6a) de reborde se conforman mediante recalcado de una esquina prácticamente perpendicular a la pared del cerco de la pletina embutida profundamente y las zonas (6a) de reborde se recortan a continuación en una estampa (2, 2', 2'') de cizalladura de modo que resultan mitades de carcasa sin borde.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PERFIL HUECO SOLDADO LONGITUDINALMENTE.
(01/07/2008) Procedimiento para la fabricación de un perfil (R) hueco soldado longitudinalmente a partir de un recorte (B) de chapa que presenta cantos longitudinales definidos, - en el que el recorte (B) de chapa se coloca entre dos partes de la herramienta que en una situación de partida en la que se encuentran separadas presentan sendos ahuecamientos que determinan la forma exterior de al menos un tramo del perfil (R) hueco que se ha de fabricar, - en el que, a continuación, un mandril cuya forma exterior determina la forma interior del perfil (R) hueco que se va a fabricar se dispone en el ahuecamiento de una de las partes de la herramienta de tal manera que entre su superficie de contorno y la superficie interior del ahuecamiento se forma un intersticio cuyo espesor se corresponde con una pequeña sobremedida al espesor del recorte (B) de chapa…
PROCEDIMIENTO PARA LA FABRICACION DE UN PERFIL HUECO RANURADO LONGITUDINALMENTE CON VARIOS TRAMOS LONGITUDINALES DE SECCION TRANSVERSAL DIFERENTE A PARTIR DE UNA PLACA DE CHAPA PLANA.
(16/04/2008) Procedimiento para la fabricación de un perfil hueco ranurado longitudinalmente , especialmente como producto de partida semielaborado de un perfil hueco de soldadura longitudinal, a partir de una placa de chapa plana, que se compone de varios tramos longitudinales de sección transversal diferente, de los que al menos un tramo longitudinal se ensancha o se estrecha a lo largo de su longitud, con las siguientes características: - Se parte de un recorte de una pieza de la placa de chapa que en cada zona de transición de una sección transversal reducida a una sección transversal más grande del posterior perfil hueco , o bien a la inversa, presenta cantos de corte longitudinales (8a, 8b, 9a, 9b) cóncavos…
DISPOSITIVO DE DOBLADO PARA TUBOS METALICOS DE PARED FINA.
(01/09/2004) Dispositivo de doblado para tubos metálicos (R) de pared fina, formado por una guía recta de tubo , una tabla de modelación de machos dispuesta a continuación y giratoria respecto a la guía de tubo con regleta de sujeción y un mandril con una punta de mandril flexible en la zona de la tabla de modelación de machos y un vástago de mandril dispuesto a continuación de la punta de mandril , unido fijamente con ésta, así como fijado axialmente en la guía de tubo , caracterizado porque la punta de mandril está realizada como cilindro macizo de un elastómero prácticamente incompresible en la dirección…
MANDRIL DE DOBLADO PARA UN DISPOSITIVO DE DOBLADO Y UN PROCEDIMIENTO DE DOBLADO PARA TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2003). Solicitante/s: THYSSEN KRUPP STAHL AG. Clasificación: B21D9/07, B21D9/01.
Mandril de doblado para un dispositivo de doblado para tubos, compuesto por una cabeza rígida (5, 5) y un paquete (6, 6) de láminas flexibles (6a, 6b) apiladas unas encima de otras fijado a ella únicamente por un extremo, que puede doblarse perpendicularmente respecto al plano de las láminas con deslizamiento de las láminas (6a, 6b) unas sobre otras, caracterizado porque cada una de las láminas (6a, 6b) hechas de chapa presenta, hasta las láminas (6b) situadas en el exterior del paquete , una entalladura (6c) en el centro en forma de ventana que se extiende en la dirección longitudinal del paquete (6, 6), de tal modo que las láminas (6a, 6b) se solapan parcialmente con sus zonas de borde alargadas formando un cuerpo hueco.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR TUBOS CON SOLDADURA LONGITUDINAL A PARTIR DE RECORTES PLANOS DE CHAPA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2002). Solicitante/s: THYSSEN KRUPP AG. Clasificación: B21C37/08, B21D5/10.
Procedimiento para fabricar un tubo con soldadura longitudinal a partir de un recorte plano de chapa con bordes longitudinales paralelos, en el que el recorte (B) de chapa se transforma en un tubo con ranura mediante dos mitades del útil de moldeo, desplazables una contra otra, dispuestas entre sí con simetría especular y con semiconchas externas cilíndricas y a continuación se sueldan entre sí los bordes longitudinales en el punto culminante del útil de moldeo, que se mantienen en la posición mediante las mitades del útil de moldeo, caracterizado porque el recorte (B) de chapa se apoya internamente durante el moldeado mediante mitades cilíndricas de mandril interno que están asignadas fijamente a las semiconchas externas y forman con éstas la ranura del molde, manteniéndose libres para la soldadura los bordes longitudinales que salen en el punto culminante.
{kind=link}