CIP-2021 : B23K 11/06 : utilizando electrodos de rodillo.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/06[1] › utilizando electrodos de rodillo.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/06 · utilizando electrodos de rodillo.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo de soldadura para la valoración de la intensidad de la corriente de soldadura en la soldadura de marcos de recipiente.
(25/03/2020) Procedimiento para la valoración de la intensidad de la corriente de soldadura (a1) aplicada en la soldadura por resistencia eléctrica de las costuras solapadas de los sucesivos marcos de recipiente de una serie de producción, caracterizado por que un sistema de control de la máquina de soldadura por resistencia suelda durante la producción una primera serie de marcos de recipiente sucesivos con una intensidad de corriente de soldadura predeterminada (a1), por que tras esta serie de marcos de recipiente el sistema de control suelda al menos un marco de recipiente individual de la serie de producción con una intensidad de corriente de soldadura descendente o ascendente , y por que durante esta soldadura se determina varias veces la energía eléctrica y/o…
Procedimiento para la fabricación de un componente de un material sándwich y componente de un material sándwich.
(20/03/2019) Procedimiento para la fabricación de un componente a partir de un material sándwich con forma de chapa o de banda que comprende al menos dos capas de recubrimiento metálicas y al menos una capa de un plástico dispuesta entre las capas de recubrimiento metálicas , calentándose el material sándwich a lo largo de dos zonas de canto al menos parcialmente para ablandar el plástico en las zonas de canto, que, mediante aplicación de fuerza sobre al menos una de las capas de recubrimiento metálicas , es desplazado esencialmente por completo de las zonas de canto y, de esta manera, se generan dos zonas de canto exentas de plástico (6, 6') en las que las capas de recubrimiento metálicas se tocan por zonas o por puntos,…
Dispositivo y procedimiento para fabricar cascos de recipientes de chapa metálica.
(28/03/2018) Dispositivo para fabricar cascos de recipientes de chapa metálica, especialmente de chapa estañada, que comprende un equipo de redondeamiento, una disposición transportadora para las piezas brutas de casco redondeadas, especialmente con un carril en Z y un cabezal, una herramienta de calibrado con un gran número de rodillos de calibrado y un sistema de soldadura con corriente de soldadura ajustable, especialmente con electrodos intermedios de alambre actuantes como electrodos de soldadura, caracterizado por que está previsto un sistema de detección que está concebido para detectar durante el proceso de fabricación al menos una magnitud perturbadora que influya sobre la calidad de la costura de soldadura, y por que está previsto un sistema de compensación para compensar…
Procedimiento y dispositivo para la soldadura de costura con roldana de cuerpos de recipiente.
(01/02/2017). Solicitante/s: SOUDRONIC AG. Inventor/es: MULLER, WILLI, DIETERICH,DANIEL.
Procedimiento para la soldadura de costura con roldana de los cantos colocados de manera solapada o borde con borde de una sucesión de piezas en bruto de cuerpo de recipiente , con lo que se forma una sucesión de cuerpos de recipiente, en el que durante la soldadura de una pieza en bruto de cuerpo de recipiente se detecta y evalúa en cada caso al menos un parámetro de soldadura relevante para la calidad de soldadura,
caracterizado por que
- en al menos un cuerpo de recipiente de la sucesión de cuerpos de recipiente la costura de soldadura generada previamente se somete a una segunda soldadura de costura con roldana,
- en el que la fuerza de soldadura de la segunda soldadura se ajusta en función del al menos un parámetro de soldadura detectado.
PDF original: ES-2618279_T3.pdf
Dispositivo de contacto eléctrico deslizante, cabezal de soldadura para máquinas de soldadura con rodillo y máquina de soldadura con rodillo relacionada.
(14/12/2016) Dispositivo de contacto eléctrico deslizante para cabezales de soldadura con rodillo para máquinas de soldadura con rodillo, caracterizado por que comprende:
una placa bimetálica adaptada para ser fijada a un eje de un cabezal de soldadura que tiene una base de protección compuesta de un primer metal que define una primera cara destinada a hacer tope contra una superficie extrema de dicho eje , y un disco deslizante compuesto de un segundo metal más blando que dicho primer metal, que define una segunda cara de contacto eléctrico deslizante;
un bloque (17a, 17b, 18, 19a, 19b) de transporte de corriente compuesto, que comprende:
- una trenza de cables eléctricos,
- un soporte interior…
Dispositivo de soldadura para la soldadura de costura con rodillo eléctrico y procedimiento para soldadura de costura con rodillo.
(17/06/2015) Dispositivo de soldadura para la soldadura de costura con rodillo eléctrico, con un primer rollo de electrodo y con un segundo rollo de electrodo , entre cuyos rollos de electrodos se extiende la trayectoria de soldadura del dispositivo para el producto a soldar y sobre cuyos rollos de electrodos se extiende un electrodo de alambre común , que adopta en el dispositivo un desarrollo predeterminado, en el que el segundo rollo de electrodo puede ser accionado por un accionamiento propio para la rotación con la velocidad teórica de soldadura regulable, en el que adicionalmente al accionamiento del electrodo de alambre a través del rollo de electrodo accionado, están previstas…
Elemento de redondeo previo en un aparato de redondeo.
(30/11/2012) Aparato de redondeo para la fabricación de cercos de envases, con un elemento de redondeo previo oelemento de redondeo , que comprende una parte superior del elemento esencialmente rígida, que estáequipada con medios de fijación para la fijación en el aparato de redondeo, o que está formada por una partefija en el aparato del aparato de redondeo, una parte inferior del elemento, que está destinada para la actuaciónsobre las chapas que deben ser redondeadas en el aparato de redondeo, una disposición de articulación , através de la cual la parte inferior del elemento está conectada de forma articulada con la parte superior del elemento,así como al menos un elemento de activación , a través del cual se puede articular la parte inferior del elemento,de tal manera que a través de éste se pueden impulsar de forma diferente…
METODO PARA FABRICAR UN RECIPIENTE DISPENSADOR DE AEROSOLES.
(01/03/2005). Ver ilustración. Solicitante/s: U.S. CAN COMPANY. Inventor/es: GAPIHAN, JEAN.
Un método para producir un recipiente para aerosoles que comprende las operaciones de: proporcionar una chapa que incluye una capa metálica y una capa resistente a la corrosión en, al menos, una superficie de la capa metálica , estando la capa resistente a la corrosión en contacto íntimo con la capa metálica ; eliminar porciones de la capa resistente a la corrosión de la superficie de la capa metálica , de manera que la chapa tenga áreas expuestas en las que se ha retirado la capa resistente a la corrosión , curvar la chapa para solapar las capas expuestas respectivas; soldar las áreas expuestas solapadas; que se caracteriza porque las citadas porciones de la citada capa resistente a la corrosión se eliminan de la superficie de la capa metálica por medio de, al menos, un chorro de agua, en el que el chorro de agua tiene una presión de, aproximadamente, entre 2000-3000 bar.
PROTECCION INTERIOR DE SOLDADURA DE TUBOS DE METAL LAMINADO.
(01/09/2003) LA INVENCION SE REFIERE A UNA PELICULA PROTECTORA CONTINUA DE UN MATERIAL SINTETICO TERMOPLASTICO QUE SE APLICA EN EL LADO INTERIOR DEL CORDON DE SOLDADURA LONGITUDINAL DE TUBOS DE CHAPA ALIMENTADOS CON SUS PARTES FRONTALES EN CONTACTO Y A TRAVES DEL BRAZO DE SOLDAR DE UNA MAQUINA DE SOLDADURA Y DE UN BRAZO APLICADOR ADYACENTE . EL MATERIAL SINTETICO TERMOPLASTICO ES FUNDIDO DE FORMA CONTINUA Y APLICADO MEDIANTE UNA TOBERA DE APORTE EN AL MENOS TODA LA ANCHURA DEL CORDON DE SOLDADURA . EL MATERIAL SINTETICO TERMOPLASTICO ALIMENTADO DE FORMA CONTINUA ES PRECALENTADO Y FUNDIDO EN LA ZONA DEL BRAZO APLICADOR Y ENVIADO POSTERIORMENTE A LA TOBERA DE APORTE EN ESTADO LIQUIDO HOMOGENEO. EL ORIFICIO DE DESCARGA DE LA TOBERA SE GUIA A CONTINUACION A UNA DISTANCIA CONSTANTE Y AJUSTABLE HACIA EL LADO…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE BOTE A PARTIR DE CHAPA.
(01/09/2001) EL PROCEDIMIENTO PARA FABRICAR CUERPOS DE LATA DE CHAPA PARA LA FABRICACION DE LATAS ABARCA LAS ETAPAS DE PROCESO SIGUIENTES: A) APROXIMACION Y SUPERPOSICION DE DOS FLEJES DE CHAPA CUYA ANCHURA ES UN MULTIPLO DE LA MITAD DE LA CIRCUNFERENCIA DEL CUERPO DE UNA LATA, B) UNION DE LOS FLEJES DE CHAPA SUPERPUESTOS MEDIANTE VARIOS CORDONES DE SOLDADURA CONTINUOS EN DIRECCION LONGITUDINAL DEL FLEJE, CUYA SEPARACION EN DIRECCION TRANSVERAL AL FLEJE CORRESPONDE A LA MITAD DE LA CIRCUNFERENCIA DE LA LATA, MEDIANTE EL PASO CONTINUO DE LOS FLEJES DE CHAPA SUPERPUESTOS POR UN DISPOSITIVO DE SOLDADURA CON VARIOS CABEZALES DE SOLDADO OPUESTOS SEPARADOS CONVENIENTEMENTE, C) CORTE LONGITUDINAL…
PROCEDIMIENTO DE FIJACION DE UNA CINTA DE CHAPA METALICA FINA SOBRE UN DISCO DE SEPARACION CONICO DE CHAPA METALICA FINA, Y DISCO DE SEPARACION ASI PROVISTO.
(16/06/2000). Solicitante/s: ALFA LAVAL AB. Inventor/es: ELOFSON, JOHN.
UNOS DISCOS DE SEPARACION CONICOS DE METAL LAMINADO FINO PENSADOS PARA SEPARADORES CENTRIFUGOS TIENEN, COMO NORMA, UNOS ELEMENTOS SEPARADORES EN FORMA DE FLEJES FINOS SOLDADOS EN UNA DE SUS CARAS. PARA EVITAR EL SOBRECALENTAMIENTO DE UN DISCO DE SEPARACION , CUANDO UN FLEJE SE VA A SOLDAR EN EL DISCO DE SEPARACION POR MEDIO DE UNA SOLDADURA DE RODILLO, EL FLEJE CUENTA CON AL MENOS UN REBORDE QUE SE EXTIENDE EN LA DIRECCION LONGITUDINAL DEL FLEJE, SIENDO EL ANCHO DEL REBORDE ESENCIALMENTE MAS PEQUEÑO QUE EL DEL FLEJE . POR ELLO, EL AREA DE CONTACTO ENTRE EL FLEJE Y EL DISCO DE SEPARACION SE HACE MAS PEQUEÑO EN EL AREA DE SOLDADURA, Y SOLO SE NECESITA USAR UNA CANTIDAD LIMITADA DE ENERGIA PARA LA SUELDA.
(16/10/1998). Solicitante/s: UNOVA INDUSTRIAL AUTOMATION SYSTEMS, INC.. Inventor/es: BROWN, GERALD A., FAITEL, WILLIAM M.
UN MECANISMO DE FIJACION PARA FIJAR UNA PLACA A UNA BASE QUE CONSTA DE UN BRAZO QUE TIENE UNA CABEZA DE FIJACION EN UN EXTREMO Y UN MANGUITO QUE RECIBE DE FORMA DESLIZANTE AL BRAZO. EL MANGUITO SE ENCUENTRA MONTADO DE MODO QUE ROTE SOBRE UN EJE PERPENDICULAR AL BRAZO. HAY UN ACCIONADOR PARA HACER ROTAR AL MANGUITO DE UNA PRIMERA POSICION A UNA SEGUNDA POSICION EN LA QUE EL BRAZO QUEDA COLOCADO CON SU CABEZA UNA POSICION EN LA QUE FIJA LA PLACA A LA BASE Y PARA QUE EL BRAZO SE DESLICE A TRAVES DEL MANGUITO CUANDO EL MANGUITO SE ENCUENTRA EN LA SEGUNDA POSICION PARA ARRASTRAR LA CABEZA FIRMEMENTE HASTA QUE DE CONTRA LA PLACA Y FIJARLA A LA BASE.
PROCEDIMIENTO PARA LA SOLDADURA DE COSTURA DE RODADURA DE RECIPIENTES Y MAQUINA DE SOLDADURA DE RESISTENCIA DE COSTURA DE RODADURA PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/11/1997). Solicitante/s: ELPATRONIC AG. Inventor/es: SCHLEMMER,MANFRED, GRAU, WALTER, MATIEVIC, TOMISLAV.
LA MAQUINA DE SOLDADURA DE COSTURA DE RODADURA, ESTA PROVISTA CON UNA MESA DE HERRAMIENTA DE CONTORNO CONTROLADO PARA EL RECIPIENTE A SER SOLDADO. LA MESA ES ACCIONADA POR MEDIO DE UN PIÑON Y DE UN PANTOGRAFO DE UNA FORMA CONOCIDA. PARA PODER SOLDAR TAMBIEN EN BRIDAS DE SOLDADURA DE RECIPIENTES QUE DISCURREN EN TRES DIMENSIONES, LOS RODILLOS DE SOLDADURA ESTAN DISPUESTOS EN UN CABEZAL DE LA MAQUINA MOVIL VERTICALMENTE. CON ELLO LOS RODILLOS DE SOLDADURA PUEDEN SER MOVIDOS DE ACUERDO CON LAS BRIDAS DE SOLDADURA QUE SUBEN Y BAJAN. PARA ELLO SON MOVIDAS EN UN PLANO HORIZONTAL A PARTIR DEL TANQUE SOLAMENTE DE UNA FORMA HABITUAL Y ADICIONALMENTE LOS RODILLOS DE SOLDADURA PUEDEN MOVERSE VERTICALMENTE, RESULTANDO ASI DE UNA FORMA SENCILLA LA POSIBILIDAD DE BRIDAS DE SOLDADURA QUE DISCURREN EN TRES DIMENSIONES DE RECIPIENTES CON PROCESO DE SOLDADURA DE ALTA PRECISION DE FORMA INDEPENDIENTE DEL PESO Y DEL TAMAÑO DEL RECIPIENTE.
CUBIERTA PARA LA COSTURA DE SOLDADURA EN LA PARTE INTERIOR DE TUBOS DE CHAPA.
(01/10/1995). Solicitante/s: FREY, ERNST M. Inventor/es: FREY, ERNST M.
EN EL BRAZO DE SOLDADURA DE UN EQUIPO DE SOLDADURA SE HA DISPUESTO UN TUBO DE APLICACION COAXIAL CON MEDIOS DE TRANSPORTE LEVADIZOS Y UNA TOBERA DE APLICACION . EN EL TUBO DE APLICACION ES CONDUCIDA UNA MASA HOTMELT EN FORMA DE BLOQUE, CONTRARIA A LA DIRECCION DE AVANCE (B) DE LOS TUBOS DE CHAPA , EN DIRECCION (V) A TRAVES DEL TUBO DE APLICACION , SE FUNDE EN LA ZONA DE UNA CALEFACCION QUE SE ESTRECHA FUNDIDA, CONDUCIDA A TRAVES DE UN TUBO DE ALIMENTACION A LA TOBERA DE APLICACION , Y APLICADO O INYECTADO COMO TIRAS DE HOTMELT SOBRE LA PARTE INTERIOR DE LA COSTURA LONGITUDINAL DE SOLDADURA EN TUBOS DE CHAPA. LA APLICACION DE UNA TIRA HOTMELT ES ESPECIALMENTE ADECUADA PARA LA PROTECCION DE LA COSTURA LONGITUDINAL DE LA ENVOLTURA DE UNA CAJA DE CHAPA BLANCA.
PIEZA DE ARRASTRE PARA EL TRANSPORTE DE CHAPAS DELGADAS EN UNA MAQUINA SOLDADORA DE LATAS.
(01/10/1995). Solicitante/s: ELPATRONIC AG. Inventor/es: HOFFMANN, HANS-WILHELM, PORTMANN, NIKLAUS.
LA PIEZA DE ARRASTRE TIENE UN CUERPO SOPORTE QUE ESTA SUJETO EN UN EQUIPO DE TRANSPORTE, POR EJEMPLO EN UNA CADENA SINFIN. EN EL CUERPO SOPORTE SE ENCUENTRA UNA PIEZA DE EMPUJE DE MATERIAL SINTETICO RESISTENTE AL DESGASTE FIJA DE TAL FORMA, QUE AGARRA EN EL BORDE TRASERO DE LA CHAPA A TRANSPORTAR EN SU MOVIMIENTO HACIA ADELANTE. EL CUERPO DE EMPUJE ESTA APOYADO EN EL CUERPO DE SOPORTE AL MENOS EN UNA POSICION INTERMEDIA ELASTICA DE RETROCESO. EN UNA FORMA DE EJECUCION PREFERENTE DE LA PIEZA DE ARRASTRE EL CUERPO DE EMPUJE MUESTRA UN CASQUILLO ELASTICO DE METAL, QUE CERCA DE AMBOS EXTREMOS ESTA APOYADO EN EL CUERPO SOPORTE SEGUN UN EJE FIJO A TRAVES DE UNA SITUACION INTERMEDIA EN FORMA DE UNA PLACA DE DISCO AISLADA ELECTRICAMENTE. CON ELLO SE PERMITE EN EL TRANSPORTE DE CHAPAS DELGADAS EN UNA MAQUINA DE SOLDADURA DE LATAS UNA ALTA ACELERACION, SIN QUE LAS CHAPAS SEAN DAÑADAS POR EL ELEMENTO O PIEZA DE ARRASTRE.
MAQUINA DE SOLDADURA CONTINUA PARA UNIR RECORTES DE CHAPA.
(16/04/1995). Solicitante/s: ELPATRONIC AG. Inventor/es: WUEGER, KARL, BISCHOFBERGER, WALTER.
LA MAQUINA DE SOLDADURA CONTINUA CON EL GRUPO SOLDADOR 10 PRESENTA UNA PARTE INFERIOR Y UNA PARTE SUPERIOR . LAS PIEZAS PORTANTES SON UN LARGUERO SUPERIOR Y UN LARGUERO INFERIOR CON UNA UNION RIGIDA . PARA SUJETAR LOS RECORTES DE CHAPA A SOLDAR HAY DOS DISPOSITIVOS DE SUJECION, CADA UNO CON UNA BARRA DE PRENSADO SUPERIOR E INFERIOR ; AL MENOS UNA DE LAS BARRAS PRENSORAS SUPERIORES SE PUEDE ELEVAR Y BAJAR MEDIANTE ELEMENTOS ELEVADORES. PARA EL TRANSPORTE LONGITUDINAL DE LAS PIEZAS A LO LARGO DEL EJE DE SOLDADURA (Z), CADA BARRA DE PRENSADO PRESENTA UNA UNIDAD DE AVANCE . CADA UNIDAD DE AVANCE CONSTA DE UNA GUIA LONGITUDINAL QUE DISCURRE EN DIRECCION DEL EJE (Z), UN CARRO CONDUCIDO EN ESTE CON ELEMENTOS DE APRIETE Y UN ACCIONAMIENTO LINEAL REVERSIBLE UNIDO CON EL CAMBIO.
CARRIL PARA GUIAR LOS CANTOS DE CHAPAS A SOLDAR ENTRE SI.
(16/07/1994). Solicitante/s: ELPATRONIC AG. Inventor/es: PORTMANN, NIKLAUS.
UN CARRIL-Z PARA SOLDAR LOS CANTOS LONGITUDINALES DE CERCOS DE LATAS TIENE DOS CUERPOS DE SOPORTE , CADA UNO CON UNA RANURA LONGITUDINAL , QUE MUESTRA DOS SUPERFICIES LATERALES DE RANURA , AL MENOS APROXIMADAMENTE PARALELAS ENTRE SI, Y UNA SUPERFICIE BASE DE RANURA , APROXIMADAMENTE VERTICAL CON RESPECTO A ESTAS. LAS RANURAS LONGITUDINALES TIENEN UN PERFIL DESTALONADO CON UN ENSANCHAMIENTO , POR EL CUAL UNA DE LAS SUPERFICIES LATERALES DE RANURA ESTA SEPARADA DE LA SUPERFICIE BASE . EN EL ENSANCHAMIENTO SE FIJA UNA PIEZA DE ENCAJE DE UN MATERIAL DURO, QUE PUEDE INTERCAMBIARSE. LA PIEZA DE ENCAJE SE EXTIENDE AL MENOS HASTA EL PLANO DE LA SUPERFICIE LATERAL OPUESTA Y TIENE UNA SUPERFICIE EXTERIOR , DESVIADA DE LA SUPERFICIE BASE , PARA APOYAR UN CANTO DEL REBORDE DE LA CHAPA . LAS SUPERFICIES LATERALES DEL CUERPO DE SOPORTE ESTAN CONFORMADAS PARA GUIAR LAS SUPERFICIES LATERALES DEL REBORDE DE LA CHAPA.
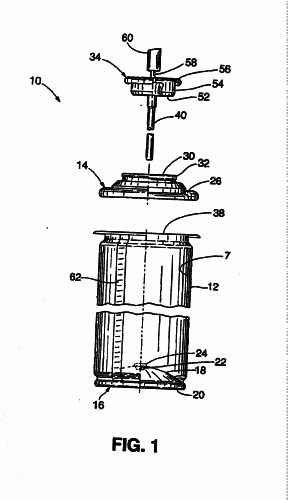
APARATO DE SOLDEO POR RESISTENCIA.
(01/06/1994) APARATO PARA SOLDAR COSTURAS LONGITUDINALES EN CUERPOS DE LATAS, INCLUYE UN ELECTRODO 10 DE DISCO INFERIOR, MONTADO SOBRE UN BRAZO 18, Y UN ELECTRODO 12 DE DISCO SUPERIOR, MONTADO SOBRE UN BRAZO 20. PIEZAS EN BRUTO DE METAL, CURVADAS EN FORMA TUBULAR, SE SUMINISTRAN AL ESTRECHAMIENTO EXISTENTE ENTRE LOS DISCOS 10, 12. EL APARATO INCLUYE TAMBIEN UN TRANSDUCTOR 40, PARA DETECTAR EL DESPLAZAMIENTO VERTICAL DEL DISCO 12, UN PAR DE EXTRACTORES 46, 48, PARA DETECTAR LAS POSICIONES ROTACIONALES DE LOS DISCOS 12, 10, Y UN CIRCUITO DE PROCESAMIENTO UNICO. CON OBJETO DE DETERMINAR EL PERFIL DE UNO DE LOS DISCOS 10, 12, LA SALIDA DEL TRANSDUCTOR…
APARATO DE SOLDADURA POR RESISTENCIA.
(01/02/1994) UN APARATO PARA SOLDAR JUNTAS LONGITUDINALES EN CUERPOS DE LATAS INCLUYE UNA RUEDA DE ELECTRODO INFERIOR 10 COLOCADA SOBRE UN BRAZO 18 Y UNA RUEDA DE ELECTRODO SUPERIOR COLOCADA SOBRE UN BRAZO 20. SE SUMINISTRAN PIEZAS DE METAL EN FORMA TUBULAR EN LA ZONA DE PELLIZCO ENTRE LAS DOS RUEDAS 10, 12. EL APARATO TAMBIEN INCLUYE UN TRANSDUCTOR 40 PARA DETECTAR EL DESPLAZAMIENTO VERTICAL DE LA RUEDA 12, UN PAR DE CAPTADORES 46, 48 PARA DETECTAR LAS POSICIONES ROTACIONALES DE LAS RUEDAS 12, 10 Y UN UNICO CIRCUITO DE PROCESAMIENTO. PARA DETERMINAR EL PERFIL DE UNA DE LAS RUEDAS 10, 12, EL TRANSDUCTOR DE SALIDA 40 ESTA DIVIDIDO EN UNA SERIE DE LINEAS, CADA UNA DE LAS CUALES CORRESPONDE A UNA UNICA ROTACION DE LA RUEDA. LAS LINEAS SE PROMEDIAN DESPUES PARA…
MAQUINA DE SOLDAR DE PLETINAS.
(01/12/1993). Solicitante/s: ELPATRONIC AG. Inventor/es: BEYER, EDUARD, CADALBERT, FLORIN.
A UNA PIEZA DE MAQUINARIA CENTRAL SE DISPONEN DOS DISPOSITIVOS DE APRIETE CON UNA PLETINA (P1, PR) CADA UNO, ASI COMO UN POSICIONADOR DE SOLDADURA PARA LA SOLDADURA DE CADA UNO DE LOS BORDES SOLAPADOS DE LAS PLETINAS (P1, PR). A CADA UNO DE AMBOS LADOS DE LA PIEZA DE MAQUINARIA CENTRAL HAY DISPUESTAS UNAS MESAS DE ALIMENTACION , CADA UNA CON UNA PLETINA (P1, PR) TRANSVERSAL A UNA COSTURA DE SOLDADURA PREVISTA, QUE SE DEJAN ALIMENTAR CADA UNA A TRAVES DE DISPOSITIVOS DE APRIETE EN UNA POSICION DE SOLAPADURA. ENTRE AMBOS DISPOSITIVOS DE APRIETE HAY DISPUESTO UN DISPOSITIVO DE APOYO , SOBRE UNA DE LAS DOS MESAS DE ALIMENTACION DE LA PLETINA DE ALIMENTADA (P1) PARA EL APOYO DE LOS BORDES A SOLDAR. ESTE DISPOSITIVO DE APOYO, A PARTIR DE UNA POSICION DE APOYO EN LA QUE SE APOYA EN EL BORDE A SOLDAR DE LA PLETINA CORRESPONDIENTE (P1), MOVIBLE EN UNA POSICION DE REPOSO (FIGURA 4B), EN LA QUE SE PUEDE APLICAR ESTE BORDE AL BORDE DE LA OTRA PLETINA (PR).
MAQUINA DE SOLDADO ELECTRICO POR RESISTENCIA, PARA LA FABRICACION DE VIROLAS METALICAS.
(16/05/1992). Solicitante/s: CMB PACKAGING S.A.. Inventor/es: RIVIERE, MAURICE.
MAQUINA DE SOLDADO ELECTRICO POR RESISTENCIA PARA LA FORMACION DE VIROLAS DE PEQUEÑO DIAMETRO. SEGUN EL INVENTO, LOS TROQUELES , TRANSFORMADOS POR RODADURA EN VIROLAS QUE VAN A LO LARGO DE UN NUCLEO HACIA EL POSTE DE SOLDADURA . EL NUCLEO ENCIERRA UNA BARRA CONDUCTORA LONGITUDINAL UNIDA A UN BORNE DE UN GENERADOR ELECTRICO. APLICACION EN LA FABRICA DE LATAS DE CONSERVA.
APARATO DE SOLDADURA POR RESISTENCIA.
(16/12/1991). Solicitante/s: CMB FOODCAN PLC. Inventor/es: BOYD, ANDREW JAMES, WEBSTER, ANDREA MARIE.
APARATO PARA SOLDAR POR RESISTENCIA UNA GRIETA ALARGADA EN UN ARTICULO TUBULAR, QUE COMPRENDE UNA PRIMERA RUEDA ELECTRODO 1 FUERA DEL ARTICULO, UN SEGUNDO ELECTRODO 2 DENTRO DEL ARTICULO Y UN ALAMBRE DE ELECTRODO CONTINUO DISPUESTO PARA PASAR SOBRE LOS ELECTRODOS PARA DISPONER LAS SUPERFICIES DE CONTACTO ENTRE LOS ELECTRODOS Y EL MATERIAL AGRIETADO. EL SEGUNDO ELECTRODO TIENE UN BLOQUE ESTACIONARIO 6 CON UNA SUPERFICIE GUIA CON LA MISMA CURVATURA QUE LA RUEDA ELECTRODO 1 DE FORMA QUE LOS ARCOS DE CONTACTO DEL ALAMBRE PASEN SOBRE LA SUPERFICIE GUIA Y EL MATERIAL AGRIETADO QUE SEA SUSTANCIALMENTE IGUAL AL AREA DE CONTACTO DEL ALAMBRE PASANDO SOBRE LA RUEDA EXTERNA 1. EL USO DE ESTE ELECTRODO ESTACIONARIO INTERIOR MEJORA LA GEOMETRIA DE LA SOLDADURA Y PERMITE SOLDAR CUERPOS DE BOTES DE LATA DE DIAMETRO RELATIVAMENTE MAS PEQUEÑO SIN EL USO DE COJINETES DE CONTACTO DE MERCURIO.
MAQUINA DE SOLDADURA DE COSTURA DE RESISTENCIA.
(16/07/1990). Solicitante/s: ELPATRONIC AG. Inventor/es: FREI, MATTHIAS, MUELLER, WILLI, SUTTER, WERNER.
SE DESCRIBE UNA MAQUINA DE SOLDADURA DE COSTURA DE RESISTENCIA, ESPECIALMENTE PARA SOLDADURAS DE COSTURAS LONGITUDINALES DE TRONCOS DE LATAS EN QUE EN EL FILO SECUNDARIO SE FORMAN UNA CONDUCCION ANTERIOR Y UNA POSTERIOR EN PARTE COMO CONDUCCION DOBLE Y EN LA PARTE TOTAL RESTANTE (18A, 18B, 18C, 20, 24, 26) COMO EN LA CONDUCCION ESENCIALMENTE COAXIAL. LA PERDIDA DE TENSION QUE SE PRESENTA EN EL FILO SECUNDARIO ENTRE EL TRANSFORMADOR DE SOLDAR Y EL PUNTO DE SOLDADURA Y LA PERDIDA DE CALOR EN LAS PARTES DE LA MAQUINA PROXIMAS AL FILO SECUNDARIO SE DISMINUYE CONSIDERABLEMENTE EN BASE A ESTA FORMACION DE CONDUCCION ANTERIOR Y POSTERIOR.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE SOLDADURAS CON AYUDA DE UNA MAQUINA DE SOLDAR DE SOLDADURA ARROLLABLES.
(16/03/1990). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: SCHMIDT, GUNTER, KONIG, DIETER, DR., RUGER, ALFRED.
PARA PODER FABRICAR UNA SOLDADURA COMPLICADA CON UNA MAQUINA DE SOLDAR DE SOLDADURAS ARROLLABLES, SE PROPONE SEGUN EL INVENTO, PRODUCIR EL ANGULO DE CONO DEL ELECTRODO ARROLLABLE INDIVIDUAL EN FORMA DIFERENTE - SEGUN LAS NECESIDADES DE LA SOLDADURA - , PARA DETENER LOS ELECTRODOS ENROLLABLES EN SU CIRCUNFERENCIA PERMANENTEMENTE DURANTE EL CURSO DE LA SOLDADURA, ASI COMO PARA ENFRIAR LA SOLDADURA EN EL SENTIDO DEL SOLDADO PERMANENTEMENTE AL CIRCULAR HACIA ADELANTE O HACIA ATRAS DE AMBAS PARTES. CON ELLO SE CONSIGUEN SOLDADURAS OPTICAMENTE BUENAS CON ECONOMIA DE TIEMPO DE LOS ELECTRODOS ARROLLABLES.
PROCEDIMIENTO Y SU APARATO PARA LA FABRICACION DE TUBOS METALICOS SOLDADOS EN ESPIRAL.
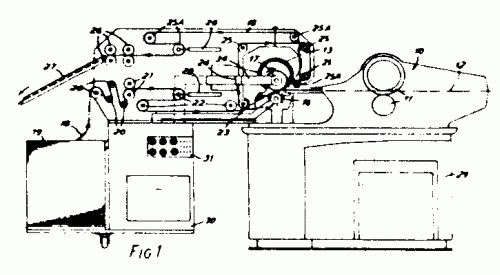
(16/02/1990). Ver ilustración. Solicitante/s: SPIRO MACHINES S.A. Inventor/es: ROSENGREN, STIG ERIK.
PROCEDIMIENTO Y SU APARATO PARA LA FABRICACION DE TUBOS METALICOS SOLDADOS EN ESPIRAL. SE PREPARAN LOS BORDES DEL FLEJE METALICO Y ESTE ES ALIMENTADO A UN CABEZAL FORMADOR CILINDRICO PARA LLEVAR LOS BORDES PREPARADOS DEL FLEJE A POSICION ADYACENTE CON SOLAPE Y LOS BORDES SOLAPADOS SON SOLDADOS ENTRE SI POR MEDIO DE ELECTRODOS DE RODILLO INTERIORES Y EXTERIORES . UN HILO CONDUCTOR ES ALIMENTADO ALREDEDOR DE LOS ELECTRODOS ROTATIVOS PARA PASAR ENTRE DICHOS RODILLOS Y EL FLEJE PROPORCIONANDO ASI CONTACTOS ELECTRICOS CONTINUAMENTE RENOVADOS. EL HILO CONDUCTOR PUEDE COMPRENDER UN HILO DE COBRE ALIMENTADO DESDE UNA BOBINA DE SUMINISTRO ALREDEDOR DE UN RODILLO , A TRAVES DE UN DISPOSITIVO LIMPIADOR , ALREDEDOR DEL OTRO RODILLO Y LUEGO AL DESPERDICIO.
ALAMBRE DE CONTACTO PARA UNA MADQUINA DE SOLDADURA CONTINUA POR RODILLOS.
(01/03/1988) EL ALAMBRE DE CONTACTO PARA UNA MAQUINA DE SOLDADURA CONTINUA POR RODILLOS, ESTA EQUIPADO EN SU PARTE DELANTERA CON ESTRIAS , CONSTITUIDAS DE LA DIRECCION LONGITUDINAL DE ALAMBRE, QUE ESTAN LIMITADAS POR CANTOS LONGITUDINALES AGUDOS . EL ALAMBRE DE CONTACTO ES ESPECIALMENTE IDONEO PARA LA SOLDADURA DE CHAPAS, CUYAS SUPERFIVIES ESTAN MUY SUCIAS O EQUIPADAS CON RECUBRIMIENTOS MALOS CONDUCTORES DE LA ELECTRICIDAD O NO CONDUCTORES DE LA ELECTRICIDAD. DURANTE EL PROCESO DE SOLDADURA LOS CANTOS LONGITUDINALES CORTAN LAS CHAPAS A SOLDAR O SU CAPA DE OXIDO O SU RECUBRIMIENTO MAL CONDUCTOR DE LA ELECTRICIDAD O NO CONDUCTOR DE LA ELECTRICIDAD Y PERMITEN UN PASO DIRECTO DE LA CORRIENTE DE SOLDADURA A LA CHAPA EN SI. LA SUCIEDAD, ASI COMO EL MATERIAL DE RECUBRIMIENTO PASTOSO-LIQUIDO Y EVAPORADO SON EVACUADOS CON SEGURIDAD HACIA…
DISPOSITIVO PARA LA SOLDADURA DE COSTURA CON RODILLO POR RESISTENCIA ELECTRICA.
(01/10/1986). Solicitante/s: ELPATRONIC AG.
DISPOSITIVO PARA LA SOLDADURA DE COSTURA CON RODILLO POR RESISTENCIA ELECTRICA. CONSTA DE UN BRAZO DE SOLDADURA FIJADO AL PEDESTAL DE LA MAQUINA DE SOLDADURA, QUE TIENE EN SU EXTREMO LIBRE DOS RAMAS DE HORQUILLA (24, 24K); DEUN RODILLO DE ELECTRODO INTERIORMENTE REFRIGERADO QUE VA FIJADO DE FORMA GIRATORIA AL EXTREMO LIBRE DEL BRAZO DE SOLDADURA Y AL QUE PUEDE ALIMENTARSE DE CORRIENTE DE SOLDADURAA TRAVES DE DOS MORDAZAS DE CONTACTO QUE ESTAN EN CONTACTO, A TRAVES DE SUPERFICIES DE CONTACTO CURVADAS, CON AL MENOS UNA SUPERFICIE DE CONTACTO DE FORMA ANULAR QUE GIRA JUNTO CON EL RODILLO DEL ELECTRODO; DE UN EQUIPO DE REFRIGERACION PARA EL ABASTECIMIENTO DE LOS CANALES DE REFRIGERACION DEL RODILLO DE ELECTRODO CON REFRIGERANTE.
PROCEDIMIENTO DE SOLDADURA ELECTRICA POR COSTURA A RODILLO POR RESISTENCIA Y MAQUINA DE SOLDAR CORRESPONDIENTE.
(01/01/1985). Solicitante/s: FAEL S.A.
PROCEDIMIENTO DE SOLDADURA ELECTRICA POR COSTURA A RODILLO POR RESISTENCIA Y MAQUINA DE SOLDAR CORRESPONDIENTE.COMPRENDE UN PRIMER RODILLO PORTAELECTRODO , UNA PLURALIDAD DE RODILLOS DE GUIA Y CAMBIO DE DIRECCION, UN SEGUNDO RODILLO PORTAELECTRODO ACCIONADO POR MOTOR , APRETANDOSE ENTRE AMBOS EL ALAMBRE DEL ELECTRODO QUE ES DE COBRE, CON UNA TENSION DE TRACCION DADA, UNA PRESION DE SOLDAR DETERMINADA, Y ESTANDO AMBOS RODILLOS REFRIGERADOS.
MEJORAS EN LOS CABEZALES APLICADOS EN LAS MAQUINAS DE SOLDADURA POR RESISTENCIA A COSTURA.
(16/08/1982). Solicitante/s: SERRA SOLDADURA, S.A..
CABEZAL PARA MAQUINA DE SOLDADURA POR RESISTENCIA. CONSTA DE TRES SECCIONES O BLOQUES FUNCIONALES BIEN DIFERENCIADOS Y HERMETIZADOS ENTRE SI, EN DISPOSICION LONGITUDINAL COAXIAL CON ACOPLAMIENTOS MEDIANTE ENCHUFE. UN PRIMER BLOQUE QUE COMPRENDE UN CARTER EN CUYO SENO SE ESTABLECEN LOS ELEMENTOS COADYUVANTES EN LA TRACCION Y MOVIMIENTO GIRATORIO DE LAS RESTANTES SECCIONES. UN SEGUNDO BLOQUE O CELULA DE REFRIGERACION QUE COMPRENDE UN COLECTOR DE ENTRADA Y OTRO DE SALIDA DE AGUA, CUYAS CONEXIONES SE ESTABLECEN A TRAVES DE CAMARAS ANULARES DEFINIDAS EN UNA ENVOLVENTE CILINDRICA. UN TERCER BLOQUE, DONDE SE SUMINISTRA LA CORRIENTE ELECTRICA AL EJE PORTADOR DEL ELECTRODO-ROLDANA.
MAQUINA PARA SOLDADURA ELECTRICA EN CONTINUO DE DOS CHAPAS SUPERPUESTAS.
(01/04/1982). Solicitante/s: CARNAUD EMBALLAGE SOCIETE ANONYME.
MAQUINA PARA SOLDADURA ELECTRICA EN CONTINUO DE DOS CHAPAS SUPERPUESTAS. INCLUYE DOS ELECTRODOS (10A,10B) QUE FORMAN UN PASO DE TRABAJO POR EL CUAL LAS CHAPAS (14A,14B) QUE HAN DE SER SOLDADAS PUEDEN DESPLAZARSE DURANTE SU SOLDADURA, ESTANDO FORMADO CADA ELECTRODO POR UN ALAMBRE METALICO (12A,12B) QUE, PASANDO SOBRE UNA MOLETA (11A,11B) GIRATORIA, PERO SITUADA EN POSICION FIJA, ACOMPAÑADA A LAS CHAPAS DURANTE SU SOLDADURA. EN LA ZONA DE PASO DE TRABAJO , CON LA MOLETA (11A,11B) DE POR LO MENOS UNO DE LOS ELECTRODOS VA ASOCIADA UNA ROLDANA DE SOPORTE (22A), QUE, EN CONTINUIDAD CON EL PASO DE TRABAJO, EL ALAMBRE METALICO (12A,12B) CORRESPONDIENTE PRESENTA UN TRAMO RECTILINEO (23A,23B).
PERFECCIONAMIENTOS EN MAQUINAS SOLDADORAS POR RESISTENCIA ELECTRICA.
(01/01/1982). Solicitante/s: OPPRECHT,PAUL.
PROCEDIMIENTO Y APARATO PARA LA SOLDADURA ELECTRICA POR RESISTENCIA DE CUERPOS EN FORMA DE BOTES EN ATMOSFERA PROTECTORA. LAS ARISTAS DE CHAPA NO SOLDADAS (14') DEL BOTE SON TRANSPORTADAS POR EL CARRIL EN FORMA DE Z HACIA LOS RODILLOS DE SOLDADURA DONDE SE EJECUTA UNA COSTURA QUE PASA A CONTINUACION A UN DISPOSITIVO A TRAVES DEL CUAL EL GAS INERTE FRIO ES PUESTO EN TURBULENCIA PARA LUEGO IMPACTAR SOBRE LA SOLDADURA Y ASI EVITAR QUE ESTA SE OXIDE Y DE PASO ENFRIARLA EN FORMA CONTROLADA; ENTRE EL CITADO DISPOSITIVO Y EL BOTE NO ESTA PREVISTA LA COLOCACION DE NINGUN MEDIO DE HERMETIZACION. TANTO EL CAUDAL COMO LA DIRECCION, O LA ZONA DE INCIDENCIA DE GAS PUEDEN SER CONTROLADOS.
DISPOSITIVO PARA LA SOLDADURA DE COSTURA MEDIANTE RODILLOS POR RESISTENCIA ELECTRICA.
(16/12/1980) DISPOSITIVO PARA LA SOLDADURA DE COSTURA MEDIANTE RODILLOS DE RESISTENCIA ELECTRICA. CONSTA DE DOS RODILLOS DE COBRE , QUE ACTUAN COMO ELECTRODOS, ESTANDO ACCIONADOS Y CONECTADOS A LA FUENTE DE CORRIENTE ELECTRICA; ENTRE LOS CUALES SE HACEN PASAR LAS CHAPAS A SOLDAR . SIN EMBARGO, LOS RODILLOS DE ELECTRODO NO SE APLICAN DIRECTAMENTE A LAS CHAPAS , SINO QUE SIRVEN PARA APRETAR CONTRA EL PRODUCTO A SOLDAR UN ANILLO DE WOLFRAMIO, MOLIBDENO O UN MATERIAL SIMILAR, INERTE A LA ALEACION Y TERMICAMENTE RESISTENTE. EL ANILLO TIENE MAYOR DIAMETRO QUE EL RODILLO Y, POR TANTO, SOLO HACE CONTACTO CON EL EN LA ZONA DE SOLDADURA, DONDE TIENE LUGAR EL PASO DE CORRIENTE DEL RODILLO AL…
{kind=link}
{kind=link}