CIP-2021 : B23K 1/005 : Soldadura sin fusión por energía radiante.
CIP-2021 › B › B23 › B23K › B23K 1/00 › B23K 1/005[1] › Soldadura sin fusión por energía radiante.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
B23K 1/005 · Soldadura sin fusión por energía radiante.
CIP2021: Invenciones publicadas en esta sección.
Compuesto de chapa metálica, método para unir chapas y dispositivo de unión.
(04/03/2020) Un compuesto de chapa metalica, que es un constituyente de una parte de union movil o inamovible, especificamente una puerta, techo solar, puerta trasera, tapa del maletero o cubrevalvula, o de un guardabarros adjunto para o sobre un vehiculo, o es un constituyente de un cuerpo del vehiculo, en donde el compuesto de chapa metalica incluye:
a) una chapa metalica externa que comprende un reborde (1c; 1d) que se dobla alrededor de un borde de rebordeado (1b) mediante rebordeado con rodillo o rebordeado por deslizamiento;
b) una chapa metalica interna que forma una union con el reborde (1c; Id);
c) y una costura de soldadura por arco o de soldadura que se produce sobre o en la union y conecta fijamente las chapas metalicas entre si,
d) en donde el reborde (1c; 1d) de la chapa…
Dispositivo de ensamblaje y procedimiento de ensamblaje.
(12/02/2020) Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de potencia predeterminada, un primer conductor de la radiación conectado al primer generador de radiación láser para acoplar la primera radiación láser (LS1) emitida con el primer generador de radiación láser en el primer conductor de la radiación , un segundo generador de radiación láser con una configuración de potencia predeterminada, como mínimo un segundo conductor de la radiación , conectado al segundo generador de radiación láser , para acoplar la segunda radiación láser (LS2) emitida por el segundo generador de radiación láser en por lo…
Estructura de unión de tubos metálicos.
(25/09/2019) Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo metálico que contiene un segundo metal (M2) diferente del primer metal (M1) como componente principal, en la que
uno de los dos tubos metálicos incluye una parte de conexión de diámetro aumentado formada en una parte de extremo de dicho uno de los dos tubos metálicos , siendo mayor el diámetro interior de la parte de extremo que el diámetro interior de la parte adyacente a la parte de extremo, estando insertado el otro tubo metálico en la parte de conexión de diámetro aumentado por el extremo abierto (13a) de esta, hacia el extremo de base (13b) de la parte de conexión de diámetro aumentado , y estando dispuesto…
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto.
(22/05/2019) Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de:
a. aplicar un polvo de relleno de material compuesto que comprende entre un 5 % y 50 % en peso de polvo de soldadura fuerte que incluye depresores de punto de fusión que incluyen boro en la cantidad que varía de un 0,2 % a 4 % en peso y de un 50 % a 95 % en peso de polvo de soldadura de alta temperatura, a un material de base de superaleación;
b. calentar simultáneamente el material de base y el polvo de relleno de material compuesto por una fuente de calor de soldadura que se puede mover en relación con el material de base, a una temperatura que funde completamente el polvo de soldadura fuerte y funde al menos parcialmente el polvo de soldadura de alta temperatura y también funde una capa superficial del material de…
Procedimiento para el ensamblaje de elementos ópticos discretos ajustados.
(14/03/2018). Solicitante/s: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.. Inventor/es: BECKERT,ERIK, BANSE,HENRIK, ZAKEL,ELKE DR, FETTKE,MATTHIAS.
Procedimiento para el ensamblaje de elementos ópticos discretos ajustados, en el que las zonas de la superficie a ensamblar en el elemento óptico se proveen de al menos una capa delgada metálica, que se humedecen a continuación de forma dosificada sin contacto con una soldadura líquida; donde la soldadura fundida exenta de fundente se aplica a través de una boquilla con un flujo de gas bajo presión como soldadura líquida desde la boquilla sobre las zonas superficiales a ensamblar, en el que la soldadura se distribuye con ayuda de la energía de la presión de gas del flujo de gas usado de forma uniforme sobre las zonas superficiales a ensamblar y se aplica de forma líquida y dosificada con un volumen de soldadura de 0,005 mm3 hasta 1,5 mm3 por unidad de superficie en mm2.
PDF original: ES-2671371_T3.pdf
Procedimiento y sistema de soldadura para componentes metálicos.
(22/06/2016) Método de soldadura para unir dos componentes metálicos, comprendiendo dicho método las siguientes etapas operativas:
- una etapa de disponer previamente un primer componente metálico que presenta un extremo de conexión (8') y un segundo componente metálico que presenta una parte de conexión (9'), presentado por lo menos dicho primer componente una forma tubular;
- una etapa de disponer dicho primer componente de forma tubular con dicho extremo de conexión (8') frente a la parte de conexión (9') de dicho segundo componente definiendo con este último una ranura de unión ;
- una etapa de disponer previamente un cordón de material de relleno en la boca de dicha ranura de unión ;
estando caracterizado dicho método de soldadura por el hecho de que comprende,…
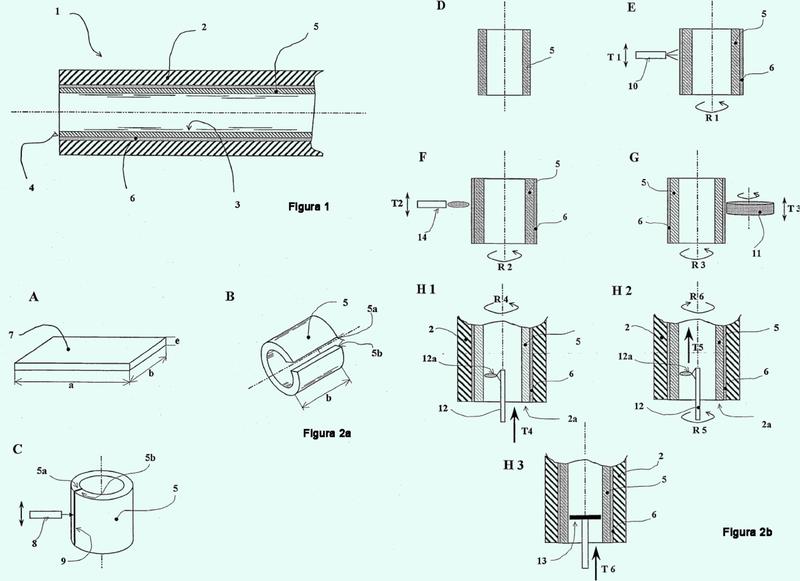
Procedimiento de colocación de un revestimiento de protección sobre la pared interna de un tubo, tubo y en particular tubo de arma realizado mediante este procedimiento.
(20/01/2016). Ver ilustración. Solicitante/s: NEXTER SYSTEMS. Inventor/es: GUILMARD,YANN, SABOURIN,PASCAL, COUPEAU,JEAN-LUC, PRONER,ALAIN, DACQUET,JEAN-PHILIPPE.
Procedimiento de colocación de un revestimiento de protección sobre la pared interna de un tubo , procedimiento en el cual:
- se realiza un casquillo cilíndrico ,
- se coloca sobre una superficie externa de este casquillo una capa de un material termofusible,
- se fabrica el casquillo así revestido de tal forma que se le da un diámetro externo igual al diámetro interno del tubo,
- se posiciona el casquillo en el tubo , procedimiento caracterizado por el hecho de que:
- se suelda el casquillo en el tubo aplicando dentro de éste un medio de calentamiento localizado que se hace progresar longitudinalmente de un extremo al otro del casquillo , casquillo que está realizado de un material que tiene un punto de fusión superior a 1850°C.
PDF original: ES-2564042_T3.pdf
Procedimiento para ensamblar chapas sándwich con una subestructura mediante soldadura o soldadura por láser con borde de chapa duplicado; pieza de montaje para una carrocería de vehículo automóvil con una disposición así.
(11/07/2013) Procedimiento para ensamblar una chapa sándwich con una subestructura , en que la chapa sándwich consta de un material compuesto con dos chapas de cubierta delgadas hechas de acero y con una capa central situada entremedias, hecha de material sintético, en particular de un polímero termoplástico, y la subestructura consta de una chapa maciza, preferentemente hecha de acero, caracterizado por que
- la chapa sándwich es unida mediante soldadura o soldadura por láser con el borde de la chapa maciza,el cual anteriormente ha sido al menos doblado o al menos duplicado en su grosor de otro modo,
- en que la duplicación del borde de la chapa maciza es tal que con ello la energía térmica que aparecedurante el proceso de soldadura es derivada en dirección a la chapa…
Cabezal de mecanizado con múltiples rayos láser.
(13/03/2013) Cabezal de mecanizado con múltiples rayos láser que está configurado para dividir un rayo láser deentrada en al menos dos rayos láser de salida y concentrarlos en una zona de mecanizado común ,con un módulo divisor de rayo que está configurado y dispuesto para dividir el rayo láser de entrada en dosrayos parciales en una primera vía de rayo y una segunda vía de rayo , con un medio de enfoque queestá configurado y dispuesto para enfocar los dos rayos parciales a fin de generar los rayos láser de salida ,y con un dispositivo de alimentación que está dispuesto y configurado para alimentar un medio a lazona de mecanizado , estando rodeada una sección extrema del dispositivo de alimentación por los almenos dos rayos láser de salida…
AJUSTE DE POTENCIA DE TRANSMISION EN UN SISTEMA DE COMUNICACION INALAMBRICO.
(16/05/2007) Un método para controlar la potencia transmitida en un sistema de comunicación inalámbrico , comprendiendo el método: determinar la velocidad de un dispositivo de comunicación inalámbrico respecto a un dispositivo situado en una infraestructura de red inalámbrica; determinar un intervalo de integración para ser utilizado en medir el nivel de potencia al que se recibe una señal del sistema de comunicación basado en la velocidad del dispositivo de comunicación inalámbrico , en el que el intervalo de integración se determina basado en la velocidad del dispositivo de comunicación inalámbrico, de modo que…
METODO PARA CONECTAR COMPONENTES PARA MONTAJE EN SUPERFICIE A UN SUSTRATO.
(01/08/2002) Un método de reflujo de un compuesto de unión en un conjunto electrónico, en el que el conjunto incluye deposiciones de compuesto de unión situadas sobre unas superficies de montaje de un substrato y al menos un componente electrónico con terminales dispuestos de manera que cada terminal esté apoyado sobre una superficie de montaje respectiva, comprendiendo las etapas de: proporcionar dicho conjunto; situar dicho conjunto en un horno de reflujo; precalentar dicho conjunto desde una primera temperatura predeterminada hasta una segunda temperatura predeterminada; mantener dicho conjunto…
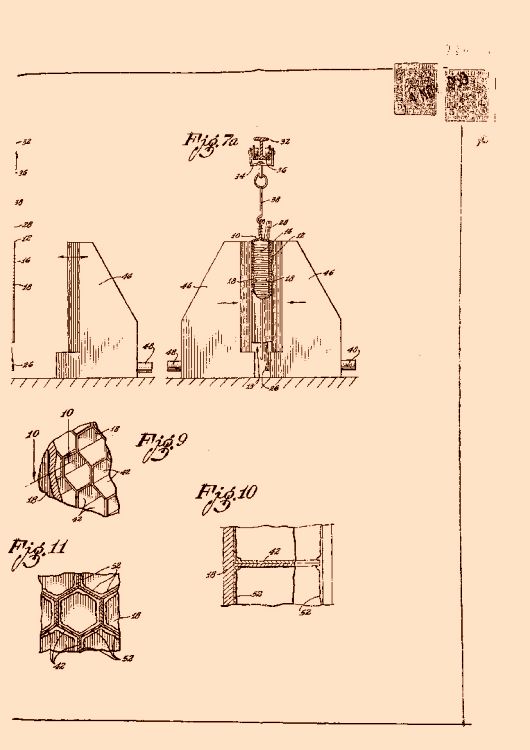
UN MÉTODO PARA UNIR PARTES COMPONENTES METÁLICAS.
(16/05/1960). Ver ilustración. Solicitante/s: NORTHROP CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}