CIP-2021 : C23C 2/40 : Placas; Bandas.
CIP-2021 › C › C23 › C23C › C23C 2/00 › C23C 2/40[3] › Placas; Bandas.
Notas[t] desde C21 hasta C30: METALURGIA
Notas[g] desde C23C 2/00 hasta C23C 6/00: Revestimiento por aplicación del material de revestimiento en estado fundido
C QUIMICA; METALURGIA.
C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL.
C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04).
C23C 2/00 Procesos de baño o inmersión en caliente para aplicar el material de revestimiento en estado fundido sin modificar la forma del objeto sumergido; Sus aparatos.
C23C 2/40 · · · Placas; Bandas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento e instalación de revestimiento por inmersión en caliente para la estabilización de una banda guiada entre toberas rascadoras de la instalación de revestimiento por inmersión en caliente y provista con un revestimiento.
(25/07/2012) Procedimiento para la estabilización de una banda guiada entre toberas rascadoras de la instalación derevestimiento por inmersión en caliente y provista con un revestimiento, en el que se detecta la posición de la banday a través de bobinas dispuestas a continuación de las toberas rascadoras en la dirección de avance de la banda yque actúan electromagnéticamente sin contacto sobre la banda de acero en circulación, se ejercen fuerzas deestabilización sobre la banda de conformidad con la posición detectada de la banda, caracterizado la distancia (de laacción) de la estabilización de la banda desde las toberas rascadoras se ajusta a un valor…
Procedimiento para fabricar un componente de acero provisto de un recubrimiento metálico de protección contra la corrosión y componente de acero.
(18/04/2012) Procedimiento para fabricar un componente de acero provisto de un recubrimiento metálico de protección contra la corrosión que comprende las etapas operativas siguientes:
a) Proporcionar un producto plano de acero producido a partir de un material de acero que contiene el 0, 3 - 3 % en peso de manganeso, que presenta un límite elástico de 150 -1100 MPa y una resistencia a la tracción de 300 - 1200 MPa;
b) Recubrir el producto plano de acero con un recubrimiento de protección contra la corrosión que comprende un recubrimiento de aleación de Zn-Ni constituido por una fase única de y-ZnNi depositada electrolíticamente sobre el producto plano de acero que contiene, además de cinc e impurezas inevitables, el 7. 15 % en peso de níquel;
c) Calentar una pletina formada a partir del producto plano de acero a una temperatura de pletina…
Procedimiento de producción y sistema de producción de una lámina de acero galvanizado de alta resistencia.
(21/03/2012) Un procedimiento de producción de una lamina de acero recocido y galvanizado, de alta resistencia, que comprende galvanizar de forma continua, por inmersión en bano caliente, una lamina de acero de alta resistencia que tiene un contenido de Si de 0, 4 a 2, 0% en peso; durante el cual hacer de la atmósfera de la zona reductora una atmósfera que contenga H2 de 1 a 60% en peso, y el resto este compuesto de N2, H20, 02, C02, C0 y las inevitables impurezas; controlar, en la atmósfera, el log (PC02/PH2) de la presión parcial del dióxido de carbono y la presión parcial del hidrógeno a log (PC02/PH2) : 0, 5, el log (PH20/PH2) de la presión parcial del agua y la presión parcial del hidrógeno a log (PH20/PH2) : 0, 5, y el log (PT/PH2)…
PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA CHAPA DE ACERO RECOCIDA Y GALVANIZADA MEDIANTE REGULACIÓN DFF.
(12/01/2012) Procedimiento para la producción de una chapa de acero recocida y galvanizada por inmersión en caliente que tiene una microestructura con plasticidad inducida por transformación (TRIP), que comprende ferrita, austenita residual y opcionalmente martensita y/o bainita, comprendiendo dicho procedimiento las operaciones que consisten en:
- proporcionar una chapa de acero cuya composición comprende, en peso:
0,01 ≤ C ≤ 0,22 %
0,50 ≤ Mn ≤ 2,0 %
0,5< Si ≤ 2,0 %
0,005 ≤ Al ≤ 2,0 %
Mo< 0,01 %
Cr ≤ 1,0 %
P< 0,02 %
Ti ≤ 0,20 %
V ≤ 0,40 %
Ni ≤ 1,0 %
Nb ≤ 0,20 %
siendo…
PROCEDIMIENTO PARA RECUBRIR UN FLEJE DE ACERO LAMINADO EN CALIENTE O EN FRÍO QUE CONTIENE 6-30% EN PESO DE Mn CON UNA CAPA PROTECTORA METÁLICA.
(02/03/2011) Procedimiento para recubrir un fleje de acero laminado en caliente o en frío que contiene 6 - 30% en peso de Mn con una capa protectora metálica, especialmente una capa protectora basada en cinc, en el que el fleje de acero que va a recubrirse se recuece bajo una atmósfera de recocido que contiene nitrógeno, agua y hidrógeno a una temperatura de recocido que asciende a 800 - 1100ºC y a continuación se somete a un recubrimiento por inmersión en baño fundido, caracterizado porque para la producción de una capa protectora metálica esencialmente libre de capas intermedias oxídicas sobre el fleje de acero la relación % de H2O/% de H2 del contenido de agua %…
PROCEDIMIENTO DE REALIZACIÓN DE UNA PIEZA CON CARACTERÍSTICAS MECÁNICAS MUY ELEVADAS, CONFORMACIÓN POR EMBUTICIÓN EN FRIO, A PARTIR DE UNA CINTA DE CHAPA DE ACERO LAMINADA Y PARTICULARMENTE LAMINADA EN CALIENTE Y REVESTIDA.
(21/01/2011) Procedimiento de realización de una pieza con características mecánicas muy elevadas, conformación por embutición, a partir de una cinta de chapa de acero laminada particularmente laminada en caliente, y revestida con zinc o una aleación a base de zinc que asegura una protección de la superficie y del acero, procedimiento en el cual: - se corta la chapa para la obtención de una porción de chapa, - se realiza una embutición en frío, a partir de la porción de chapa para obtener la pieza, - se realiza, después de la embutición, por tratamiento térmico, un compuesto aleado intermetálico, en superficie, asegurando una protección contra…
PROCEDIMIENTO PARA REDUCIR EL COEFICIENTE DE ROZAMIENTO DE LA SUPERFICIE DE FLEJES DE METAL PROVISTOS DE UN RECUBRIMIENTO Y DISPOSITIVO PARA LA APLICACION DE UN RECUBRIMIENTO METALICO SOBRE UN FLEJE DE ACERO.
(14/12/2010) Procedimiento para reducir el coeficiente de rozamiento de la superficie de flejes de metal provistos de un recubrimiento, en especial, de flejes de acero (S) estañados o cromados, que son desplazados a través de una instalación de recubrimiento a una velocidad (v), caracterizado porque tras el proceso de recubrimiento se pulveriza una solución acuosa de un agente tensoactivo sobre el fleje de metal recubierto y desplazado con la velocidad (v), estando la solución acuosa compuesta de agua y un agente tensoactivo, y quedando, tras el exprimido de la solución de tensoactivo y el secado, una película de tensoactivo con un…
DISPOSITIVO Y PROCEDIMIENTO PARA ESTABILIZAR UN OBJETO METALICO.
(19/11/2009) Un dispositivo para estabilizar una tira metálica alargada de material magnético al recubrir la tira con una capa metálica transportando de forma continua la tira a través de un baño de metal fundido, donde está previsto que la tira sea transportada desde el baño en una dirección de transporte a lo largo de un recorrido predeterminado de transporte (x), por lo que el dispositivo incluye un dispositivo limpiador para limpiar metal fundido superfluo de la tira aplicando un flujo de aire en una línea a través del recorrido de transporte (x) de la tira y donde la línea se extiende sobre esencialmente toda la anchura de la tira, donde el dispositivo…
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECUBRIMIENTO POR INMERSION EN BAÑO FUNDIDO DE UNA BARRA DE METAL.
(01/11/2006) Procedimiento para el recubrimiento por inmersión en un baño fundido de una barra de metal, especialmente una banda de acero, en el que la barra de metal se introduce de forma vertical a través de un recipiente que aloja el metal de recubrimiento y a través de un canal de guiado dispuesto anteriormente, de modo que para retener el metal de recubrimiento en el recipiente en la zona del canal de guiado se genera un campo magnético mediante como mínimo dos inductores dispuestos a ambos lados de la barra de metal y de modo que, para estabilizar la barra de metal en una posición centrada en el canal de guiado, se genera un campo magnético que se superpone al campo magnético de los inductores mediante como mínimo dos bobinas adicionales dispuestas a ambos…
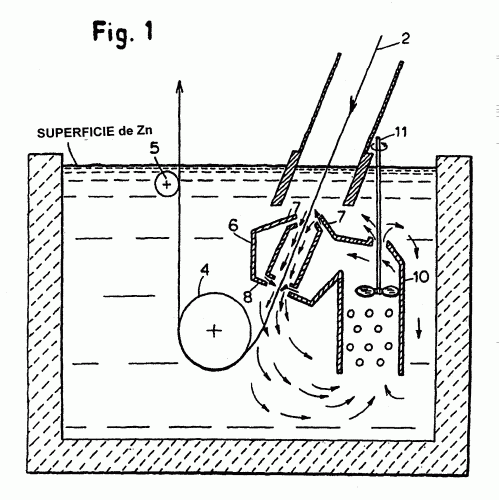
PROCEDIMIENTO DE GALVANIZACION Y RECOGIDO DESPUES DE LA GALVANIZACION EMPLEANDO UN BAÑO DE ZINC Y ALUMINIO.
(16/07/2005). Ver ilustración. Solicitante/s: ISPAT INLAND INC. Inventor/es: PATIL, RAMCHANDRA, S., SIPPOLA, PERTTI.
Procedimiento para recubrir un fleje de acero, comprendiendo el procedimiento las etapas siguientes: proporcionar un baño de zinc fundido que presenta una concentración de aluminio eficaz de entre aproximadamente 0, 10% en peso y aproximadamente el 0, 15% en peso; mantener un valor de referencia del baño a una temperatura comprendida entre aproximadamente 440ºC y aproximadamente 450ºC; hacer circular zinc fundido para evitar una acumulación de escoria; sumergir el fleje de acero en el baño para recubrir el fleje, en el que el fleje presenta una temperatura de embocadura elevada; y dirigir el zinc fundido hacia el fleje sumergido para enfriar el fleje, caracterizado porque el fleje presenta una temperatura de embocadura comprendida entre aproximadamente 470ºC y aproximadamente 538ºC.
PROCEDIMIENTO E INSTALACION PARA EL REVESTIMIENTO POR INMERSION EN CALIENTE DE BANDAS METALICAS.
(01/09/2004) Instalación para el revestimiento por inmersión en caliente de bandas metálicas en la que la banda de metal se transforma primero en una cinta continua en una estación desenrrolladora con máquina de soldar unida a ella y, a continuación, se somete la banda continua a un proceso de acabado posterior, que prevé un baño decapante principal, así como un baño decapante posterior y, en una última etapa del tratamiento en la parte (II) de revestimiento por inmersión en caliente, prevé la introducción de la banda continua en un baño de fundición, caracterizada porque el baño decapante principal está dispuesto en la parte (I) de entrada y desacoplado de la parte (II) de revestimiento por inmersión en caliente mediante los acumuladores de entrada, con lo que, para el funcionamiento…
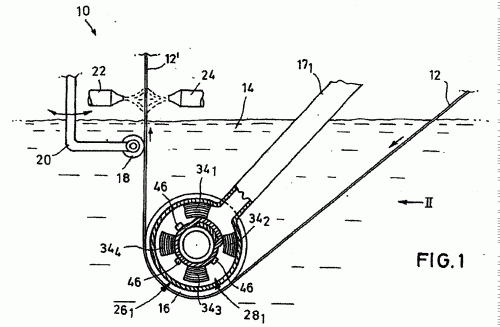
DISPOSITIVO DE RECUBRIMIENTO.
(16/06/2004). Ver ilustración. Solicitante/s: BAND-ZINK GMBH. Inventor/es: PLITZER, WILFRIED.
Dispositivo de recubrimiento para el recubrimiento de una cinta metálica en una masa fundida de un metal amagnético, con un eje rotativo en la masa fundida para el guiamiento de la cinta metálica , y al menos un cojinete de eje para el sostenimiento del eje ; estando dicho dispositivo de recubrimiento caracterizado por el hecho de que el cojinete de eje es un cojinete magnético cuya parte estacionaria que constituye el apoyo está encapsulada.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE FLEJE DELGADO DE ACERO.
(16/11/2002). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, PLESCHIUTSCHNIGG, FRITZ-PETER, RING, MARKUS, BLECK, WOLFGANG, EL GAMMAL, TAREK, SPLINTER, PAUL, LORENZ HAMACHER, PETER, PICHT, OLIVER, RICHARD.
Procedimiento para la producción de ejes delgados de acero, en el que una banda de soporte de un material de acero es puesta en contacto con un caldo de acero fundido y éste es llevado a cristalizar, caracterizado porque los materiales de la banda de soporte y del caldo de acero fundido son diferentes, siendo uno de los materiales un acero inoxidable y el otro material un acero al carbono apto para embutición profunda, y ajustándose la temperatura de la banda de soporte, la temperatura del caldo de acero fundido y el tiempo de permanencia de la banda de soporte en el caldo de acero fundido de tal manera que el caldo de acero fundido cristaliza en un espesor de capa D que alcanza de 20 % a 2 % del espesor de la banda de soporte, y porque la banda de soporte con el caldo de acero fundido cristalizado es laminada a un espesor menor.
FLEJE PARCIALMENTE ESTAÑADO EN CALIENTE, ASI COMO PROCEDIMIENTO Y DISPOSITIVO PARA SU FABRICACION.
(01/12/2001). Solicitante/s: WIELAND-WERKE AG. Inventor/es: STURM, HERMANN, SCHNEIDER, TRAUGOTT, BURESCH, ISABELL, DIPL.-ING. DR.RE.NAT.
LA INVENCION TRATA DE UNA HOJA PARCIALMENTE ESTAÑADA EN CALIENTE , QUE TIENE EN SU SUPERFICIE EN UN LADO O EN LOS DOS AL MENOS UNA BANDA DE RECUBRIMIENTO METALICA EN DIRECCION LONGITUDINAL. ENTRE EL MATERIAL DE LA HOJA Y LAS BANDAS HAY UNA FASE INTERMETALICA. PARA TODAS LA UTILIZACIONES DE LAS TIRAS PARCIALMENTE ESTAÑADAS EN LA ELECTRONICA Y EN LA ELECTROTECNIA ASI COMO EN LA PREPARACION DE ELEMENTOS SEMICONDUCTORES, LAS BANDAS EN DIRECCION LONGITUDINAL ESTAN INTERRUMPIDAS, DE ACUERDO CON LA INVENCION REGULAR E IRREGULARMENTE (A{SUB,1}, A{SUB,2}, A{SUB,3}...).
MEDIOS DE OBTURACION ELECTROMAGNETICOS PARA UN CRISOL DE RECUBRIMIENTO POR INMERSION EN CALIENTE.
(01/11/2001) UNA CUBA DE REVESTIMIENTO POR INMERSION EN CALIENTE , QUE TIENE UN CONDUCTO DE ENTRADA DE BANDA , Y DE MEDIOS DE OBTURACION ELECTROMAGNETICOS, PARA EVITAR EL VERTIDO DEL LIQUIDO DEL BAÑO PROCEDENTE DE LA CUBA, A TRAVES DEL CONDUCTO. LOS MEDIOS DE OBTURACION COMPRENDEN DOS GENERADORES DE CAMPO MAGNETICO , DISPUESTOS UNO A CADA LADO DEL CONDUCTO; CADA GENERADOR PROYECTA UN CAMPO MAGNETICO OSCILANTE AL INTERIOR DEL CONDUCTO, DESDE AL MENOS DOS POLOS DE POLARIDADES OPUESTAS, QUE SON ADYACENTES A DICHO CONDUCTO, Y ESTAN SEPARADOS EN LA DIRECCION TRANSVERSAL DEL MISMO; DICHOS POLOS SE SITUAN SUSTANCIALMENTE ALINEADOS CON LOS CORRESPONDIENTES POLOS DEL OTRO GENERADOR, EN EL SENTIDO TRANSVERSAL DEL CONDUCTO. LOS CAMPOS MAGNETICOS PROYECTADOS, TIENEN PATRONES DE FLUJO QUE SON SUSTANCIALMENTE IMAGENES ESPECULARES RESPECTO A UN PLANO…
PROCEDIMIENTO PARA FABRICAR UNA BANDA CHAPADA DE ESTAÑO.
(16/10/2001). Ver ilustración. Solicitante/s: WIELAND-WERKE AG. Inventor/es: MULLER, GERT, DIPL.-ING. DR.RER.NAT., POLETEK, LESZEK, DR.-ING.
PARA LA MEJORA DE LA ADHERENCIA DE UNA CAPA DE ESTAÑO O DE UNA CAPA CON ALEACION DE ESTAÑO SOBRE LA SUPERFICIE DE UN MATERIAL DE BASE EN FORMA DE BANDA DE COBRE O DE ALEACION DE COBRE, SEGUN LA INVENCION: A) EL MATERIAL DE BASE SE CALIENTA EN UNA ATMOSFERA DE GAS REDUCTORA DE 3 A 30 SEGUNDOS A UNA TEMPERATURA T ENTRE 80 Y 300 (GRADOS) C, B) EL MATERIAL DE BASE SE ARRASTRA POR UN BAÑO DE ESTAÑO O DE ALEACION DE ESTAÑO Y C) EL MATERIAL COMPUESTO ORIGINADO SE ENFRIA RAPIDAMENTE.
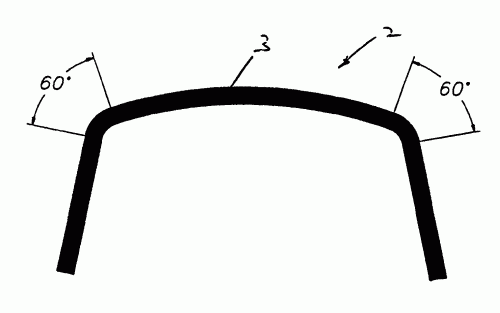
LAMINACION DE PERFILES ESTRUCTURALES DE ACERO CON RECUBRIMIENTO GALVANIZADO.
(16/09/2001). Ver ilustración. Solicitante/s: TUBEMAKERS OF AUSTRALIA LIMITED. Inventor/es: CROSSINGHAM, BRIAN ROY, DICKSON, ANDREW, ROBERT, LANGFORD, RODNEY, MATTHEW, MOORE, DOUGLAS, IAN, TOWNSEND, DARRELL, ST CLAIR.
PERFILES DE ACERO DE CONSTRUCCION TALES COMO TUNELES , CON UN GROSOR DE MATERIAL SUPERIOR A 2 MM, SE CONFORMAN POR RODILLO PARA FORMAR UN PERFIL PREFORMADO CON ESQUINAS PARCIALMENTE DOBLADAS, SE GALVANIZAN EN LINEA, Y POSTERIORMENTE SE CONFORMAN POR RODILLO DE NUEVO PARA OBTENER LA FORMA FINAL. EL PERFIL PREFORMADO TIENE SUPERFICIES CONVEXAS APUNTANDO HACIA ARRIBA LO QUE PERMITE UN RAPIDO DESALOJO DEL EXCESO DE MATERIAL DE GALVANIZADO. PREFORMANDO ESQUINAS ANTES DE GALVANIZAR, SE MINIMIZA LA ELONGACION DE LA SUPERFICIE EN LA CAPA DE GALVANIZADO ELIMINANDOSE LAS FISURAS. ESTO SE ACRECIENTA MEDIANTE DOBLADO DE ESQUINAS A LONGITUD CONSTANTE DURANTE EL PREFORMADO Y LAS OPERACIONES DE CONFORMADO POR RODILLO.
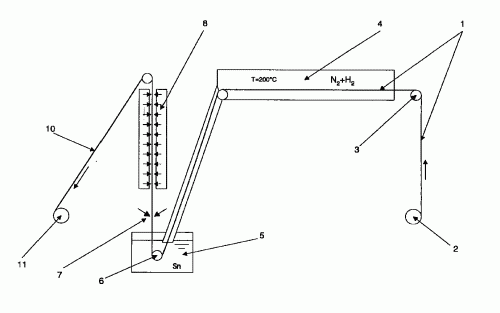
PROCEDIMIENTO PARA LA ELABORACION DE BANDAS ESTAÑADAS O CHAPAS DE COBRE O UNA ALEACION DE COBRE.
(01/07/1997) PARA LOS DIFERENTES CASOS DE UTILIZACION, EN PARTICULAR EN EL SECTOR DE CONSTRUCCION, EXISTE EL DESEO DE OBTENCION DE SUPERFICIES CON COLORACION DE PLATA MATE DECORATIVAS, QUE SON INDEPENDIENTES DE UN ENVEJECIMIENTO DEBIDO A LA INTEMPERIE O DE UN TRATAMIENTO CON SOLUCIONES QUIMICAS. EL PROCEDIMIENTO DE ACUERDO CON LA INVENCION PARA LA ELABORACION DE UNA SUPERFICIE ESTAÑADA, CON PREFERENCIA SOBRE BANDAS DE ALEACION DE COBRE O DE COBRE, HA PREVISTO PRIMERO UN TRATAMIENTO MECANICO POR MEDIO DE UN RODILLO DE TRABAJO CON TEXTURA, CON EL QUE SE AJUSTA UNA TEXTURA SOBRE UNA SUPERFICIE DE BANDA CON UNA PROFUNDIDAD DE RUGOSIDAD MEDIA EN LA ZONA DESDE 3 HASTA 12 MICRAS. LA SUPERFICIE DE BANDA CON TEXTURA SE RECUBRE ENTONCES EN UNA OTRA ETAPA DEL PROCEDIMIENTO…
METODO PARA PRODUCIR BANDA DE ACERO GALVANIZADA EN CALIENTE ESTABILIZADA.
(01/10/1993). Solicitante/s: RAS-MET OY. Inventor/es: PERTTI, JUHANI SIPPOLA.
LA INVENCION SE REFIERE A UN METODO PARA PRODUCIR BANDA DE ACERO ESTABILIZADA GALVANIZADA EN CALIENTE EN UNA LINEA DE GALVANIZADO EN CALIENTE CON UN HORNO CONTINUO DE HIPERMADURACION AL FINAL DE ELLA. LA BANDA DE ACERO SE ENFRIA RAPIDAMENTE DESDE UNA TEMPERATURA DE ALREDEDOR DE 400 GRADOS C POR ENFRIAMIENTO RAPIDO DE LA BANDA DE ACERO EN UN BAÑO DE CINC. DESPUES DE ESTO, LA BANDA DE ACERO SE ENFRIA ADICIONALMENTE A UNA TEMPERATURA PREFERIBELMENTE POR DEBAJO DE 300 GRADOS C Y SE LLEVA ENTONCES A UN HORNO CONTINUO DE HIPERMADURACION. LA TEMPERATURA DE DICHO HORNO ES APROXIMADAMENTE 350 GRADOS C Y EL TRATAMIENTO DE HIPERMADURACION TARDA PREFERIBELEMNET DE 2 A 3 MINUTOS. EL HORNO TIENE RODILLOS GUIA SITUADOS FUERA DE LAS PAREDES DEL HORNO Y LA BANDA DE ACERO SE ENFRIA MOMENTANEAMENTE ANTES DE ENTRAR EN CONTACTO CON UN RODILLO GUIA. DESPUES DE ABANDONAR EL HORNO DE HIPERMADURACION, LA BANDA DE ACERO SE SOMETE A ENFRIAMIENTO POR AIRE Y AGUA ASI COMO A ENDURECIMIENTO POR LAMINADO EN FRIO.
RECUBRIMIENTO DE ALEACION DE ACERO AL CROMO CON ALUMINIO POR INMERSION EN CALIENTE.
(01/07/1992). Solicitante/s: ARMCO INC.. Inventor/es: GIBSON, ALAN F., COLEMAN, RICHARD A., KILBANE, FARRELL M., DUNBAR, FRANK C.
INMERSION EN CALIENTE CONTINUA DE ALUMINIO DE BANDA DE ALEACION DE ACERO FERRITICO AL CROMO. DESPUES DE DAR AL ACERO UN PRETRATAMIENTO PARA SEPARAR LOS CONTAMINANTES SUPERFICIALES, EL ACERO SE PROTEGE EN ATMOSFERA DE NITROGENO HASTA QUE PASA POR EL BAÑO DE METAL DE RECUBRIMIENTO DE ALUMINIO FUNDIDO. EL METAL DE RECUBRIMIENTO MOJA FACILMENTE LA SUPERFICIE DEL ACERO PREVINIENDO QUE SE FORMEN AREAS SIN RECUBRIR O PICADURAS EN LA CAPA DE RECUBRIMIENTO.
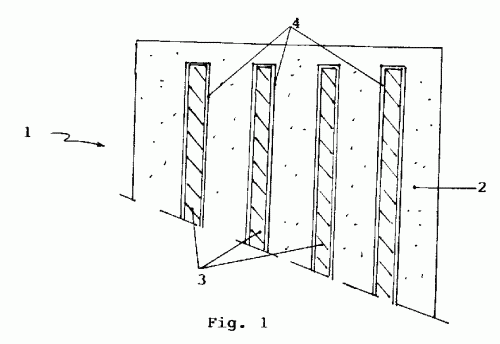
ARMADURA PARA HORMIGON CON RECUBRIMIENTO DE PROTECCION Y LA PIEZA DE HORMIGON RESULTANTE.
(01/06/1991). Ver ilustración. Solicitante/s: GOMEZ ANTON, MANUEL ALAU ZUBIBURU, ENRIQUE.
ARMADURA PARA HORMIGON CON RECUBRIMIENTO DE PROTECCION Y LA PIEZA DE HORMIGON RESULTANTE. PARA EVITAR LA CORROSION DE LA ARMADURA PARA HORMIGON SE PROPORCIONA UNA DOTADA INTEGRALMENTE DE UNA CAPA DE RECUBRIMIENTO A BASE DE MATERIALES TERMOPLASTICOS TALES COMO POLIAMIDAS, POLIETILENO, COPOLIMERO DE ETILENO-ALCOHOL VINILICO.
PROCEDIMIENTO PARA RECUBRIR SUSTRATOS METALICOS EN FORMA DE BANDA Y SIMILARES CON UNA CAPA DE MATERIAL TERMOPLASTICO Y LA PIEZA RESULTANTE.
(16/02/1990). Solicitante/s: GOMEZ ANTON, MANUEL ALAU ZUBIBURO, ENRIQUE.
PROCEDIMIENTO PARA RECUBRIR SUSTRATOS METALICOS EN FORMA DE BANDA Y SIMILARES CON UNA CAPA DE MATERIAL TERMOPLASTICO Y LA PIEZA RESULTANTE. PARA EL RECUBRIMIENTO DE UN SUSTRATO METALICO, EN FORMA DE BANDA SE PROCEDE DE LA SIGUIENTE FORMA: DESENGRASE DE DICHO SUSTRATO; DECAPADO MECANICO O QUIMICO DEL SUSTRATO; CALENTAMIENTO DEL SUSTRATO PARA ALCANZAR LA TEMPERATURA DE FUSION DEL MATERIAL TERMOPLASTICO QUE ES APLICADO BIEN ANTERIOR O POSTERIORMENTE A DICHO CALENTAMIENTO MEDIANTE PROYECCION AEROGRAFICA O BAÑO FLUIDIFICADO; LLEVANDOSE A CABO UNA ETAPA FINAL DE ENFRIAMIENTO DEL SUSTRATO RECUBIERTO. PREFERENTEMENTE SE UTILIZAN MATERIALES TERMOPLASTICOS TALES COMO POLIAMIDAS Y POLIETILENOS. LA PIEZA RESULTANTE PRESENTA UNA ELEVADA RESISTENCIA A LA CORROSION, GRAN AISLAMIENTO ELECTRICO Y UN ACABADO EXTERNO FAVORABLE QUE LE HACE ESPECIALMENTE APLICABLE PARA LA CONSTRUCCION DE BANDAS PROTECTORAS PARA CARRETERASY SIMILARES.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}