CIP-2021 : B29C 43/36 : Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/36[2] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/36 · · Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP2021: Invenciones publicadas en esta sección.
SISTEMA PARA LA FABRICACION DE ESTRUCTURAS REFORZADAS MEDIANTE FIBRAS DE CARBONO Y PROCEDIMIENTO PARA LA FABRICACION, PARA LAS APLICACIONES AERONAUTICAS.
(16/08/1999). Solicitante/s: FINMECCANICA S.P.A.. Inventor/es: INSERRA IMPARATO, SABATO.
SE PRESENTA EQUIPO Y UN METODO PARA LA MANUFACTURACION DE ESTRUCTURAS MONOLITICAS INTEGRALES, ADOPTANDO CAPAS DE FIBRA REFORZANTE IMPREGNADAS CON RESINA TERMOENDURECIBLES, QUE CONSTAN DE: LA BASE DEL EQUIPO , QUE DETERMINA LA FORMA DE LA ESTRUCTURA, LA CUBIERTA DE DICHO EQUIPO; DOS SOPORTES LATERALES ENCERRADOS POR UNA BOLSA EXTERIOR HECHA DE NYLON O UN MATERIA SIMILAR Y POR TANTOS ELEMENTOS DE SOPORTE COMO SEAN REQUERIDOS; MATERIAL DE RESPIRACION ; UNA HOJA DE UNA PELICULA ; MASILLA SELLADORA ; VALVULAS PARA LA APLICACION DE VACIO ; UNA PELICULA TUBULAR ; BOLSAS TUBULARES . LA INVENCION SIMPLIFICA EL PROCESO DE MANUFACTURACION, PARTICULARMENTE IMPORTANTE EN EL CAMPO DE LA AERONAUTICA EN EL QUE EXISTE LA NECESIDAD DE ESTANDARES DE MUY BAJO PESO, ALTA EFICIENCIA ESTRUCTURAL Y ALTA CALIDAD.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA.
(16/05/1999) EN UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PARTE MOLDEADA A BASE DE FIBRAS Y/O COPOS Y AGLOMERANTE TERMOPLASTICO SE APLICA EL AGLOMERANTE EN UNA HERRAMIENTA DE MOLDEO, SE PRESIONA Y SE UNE BAJO EFECTO TERMICO. PARA PODER APLICAR DE FORMA RAPIDA, DE MODO QUE CONSIGA UNA DENSIDAD UNIFORME O DEFINIDA DE MANERA DIFERENTE, SE CONFIGURA POR MEDIO DE UNA APLICACION DE DISCO DE MOLDEO UN CONTORNO DE RELLENO DETERMINADO PARA UNA PARTE MOLDEADA RESPECTIVA. DESPUES DEL RELLENO DEL CONTORNO DE LLENADO SE POSICIONA CONTRA UNA HERRAMIENTA DE MOLDEO-CONTORNO DE ELABORACION . A CONTINUACION SE DESPLAZA UNA SEGUNDA APLICACION DE DISCO DE MOLDEADO, CUYOS DISCOS SE DISPONEN ENTRE LOS DISCOS DE LA APLICACION PRIMERA DE DISCO DE MOLDEO 1. Y FORMAN…
APARATO Y PROCEDIMIENTO PARA EL MOLDEO DE ARTICULOS DE MATERIAL COMPUESTO CON NUCLEO EN PANAL LIGERO QUE PRESENTAN SUPERFICIES INCLINADAS UTILIZANDO NUCLEOS EN PANAL INCLINADOS ESTABILIZADOS DE BAJA DENSIDAD, Y PRODUCTOS FORMADOS CON ELLOS.
(01/02/1999) SE PRESENTA UN APARATO DE MOLDEADO, COMPUESTO Y UN METODO PARA EL MOLDEADO A ALTA PRESION DE ARTICULOS COMPUESTOS DE NUCLEO EN FORMA DE PANAL, DE BAJO PESO QUE TENGAN SUPERFICIES INCLINADAS UTILIZANDO NUCLEOS EN FORMA DE PANAL, INCLINADOS, ESTABILIZADOS, DE BAJA DENSIDAD TOTAL. EL NUCLEO EN FORMA DE PANAL, INCLINADO, ESTABILIZADO, DE BAJA DENSIDAD TOTAL SE FORMA MEDIANTE UNA RED DE MATERIALES DE NUCLEO EN FORMA DE PANAL, ESTABILIZADOS, CONFORMADOS QUE SE DISPONE PARA SUPERPONERSE Y ENDURECERSE CONJUNTAMENTE MEDIANTE LA APLICACION DE UNA CAPA DE UN ADHESIVO EN FORMA DE PELICULA DE BAJO PESO A LAS SUPERFICIES SUPERIOR, INFERIOR E INCLINADAS DEL ARTICULO. EL MATERIAL…
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS PARA MOLDEO DE POLIESTER Y SIMILARES.
(16/07/1998). Ver ilustración. Solicitante/s: HISPANO MECANO ELECTRICA, S.A.. Inventor/es: BARBANY ARIS, ENRIQUE.
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS PARA MOLDEO DE POLIESTER Y SIMILARES. LOS PERFECCIONAMIENTOS SON APLICABLES AL MOLDEO DE POLIESTER Y SIMILARES, EN LOS QUE SE DISPONE UN MOLDE Y CONTRAMOLDE ASOCIADOS A LA BANCADA Y PLATO MOVIL DE UNA PRENSA A EFECTOS DE DETERMINAR ENTRE AMBOS UNA CAMARA CONJUNTA DE MOLDEO, EN LA QUE QUEDARA DEPOSITADO EL POLIESTER EN LAMINAS PARA SU ADAPTACION A PRESION Y TEMPERATURA EN LAS CAVIDADES DE MOLDEO, CARACTERIZANDOSE PORQUE LA CAMARA DE MOLDEO QUEDA CERRADA DE FORMA ESTANCA CON RESPECTO AL EXTERIOR DURANTE EL CICLO DE TRABAJO Y ESTA COMUNICADA CON UNA BOMBA DE VACIO EXTERNA PARA EFECTUAR UN VACIO RELATIVO DE LA CAMARA DE MOLDEO PREVIAMENTE A LA COMPRESION DE LA MASA DE POLIESTER, COMPRENDIENDO LA DISPOSICION DE MEDIOS DE ESTANQUEIDAD EN LAS CARAS DE COINCIDENCIA DE MOLDE Y CONTRAMOLDE. ESTOS PERFECCIONAMIENTOS EVITAN DEFECTOS DE LLENADO EN ZONAS ESTRECHAS Y PROFUNDAS DE LOS MOLDES.
PORTAENSAYOS PARA LA DETERMINACION DE UN ANALITICO, ASI COMO PROCESO PARA SU FABRICACION.
(16/01/1998). Solicitante/s: BOEHRINGER MANNHEIM GMBH. Inventor/es: MACHO, HEINZ, ZIMMER, VOLKER, HARTTIG, HERBERT, LERCH, ROLF.
LA INVENCION SE REFIERE A UN PORTAENSAYOS PARA LA DETERMINACION DE UN ANALITICO EN UNA MUESTRA LIQUIDA QUE CONTIENE MATERIAL ABSORBENTE CON CAMPOS DE FUNCION, EN EL QUE EXISTEN LIMITES PARA LA GUIA DEL LIQUIDO DE LA MUESTRA DESDE UN CAMPO DE FUNCION AL OTRO DENTRO DEL MATERIAL ABSORBENTE, A TRAVES DEL CUAL NO PUEDE TENER LUGAR NINGUN TRANSPORTE DEL LIQUIDO DE MUESTRA. EL PORTAENSAYOS DE ACUERDO CON LA INVENCION, ESTA CARACTERIZADO PORQUE TODOS LOS CAMPOS DE FUNCION PARA LA DETERMINACION DE UN ANALITICO SE ENCUENTRAN DENTRO DE UNA SOLA CAPA DEL MATERIAL ABSORBENTE Y PORQUE LOS DIFERENTES CAMPOS DE FUNCION NO SE TOCAN DIRECTAMENTE, SINO QUE ESTAN UNIDOS ENTRE SI POR PUENTES ABSORBENTES. EL OBJETO DE LA INVENCION ES, ADEMAS, UN PROCESO PARA LA FABRICACION DE SEMEJANTE PORTAENSAYOS, EL EMPLEO DE MATERIAL ABSORBENTE, DEFORMABLE POR EL CALOR PARA LA FABRICACION DE SEMEJANTE PORTAENSAYOS, ASI COMO UN PUNZON DE TROQUELAR O UN RODILLO DE ESTAMPAR PARA LA FABRICACION DE SEMEJANTE PORTAENSAYOS.
METODO PARA SUJETAR BANDAS DE RODADURAS PREENDURECIDAS A CARCASAS DE NEUMATICOS.
(01/01/1998). Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY. Inventor/es: WILSON, PAUL VICTOR.
SE PRESENTA UN METODO PARA SUJETAR UNA BANDA DE RODADURA PREENDURECIDA, ACANALADA A UNA CARCASA DE UN NEUMATICO Y UN APARATO PARA FACILITAR LA SUJECION. LA BANDA DE RODADURA DE CAUCHO PREENDURECIDO SE APLICA A LA CARCASA DEL NEUMATICO DISPONIENDOSE ENTRE AMBAS UNA CAPA DE GOMA EN FORMA DE COLCHON . UN SISTEMA DE ENVUELTA SE COLOCA SOBRE LA BANDA DE RODADURA Y LA CARCASA . EL SISTEMA DE ENVUELTA INCLUYE UNA MEMBRANA FLEXIBLE Y UN CUERPO RIGIDO PARA LA EXTRACCION DEL AIRE . EL USO DEL CUERPO RIGIDO PERMITE LA EVACUACION DEL AIRE DE DEBAJO DE LA CUBIERTA SIN REQUERIR QUE SE SUJETE SOBRE LA BANDA DE RODADURA UNA MEMBRANA PERMEABLE AL AIRE.
MOLDEADO Y EMPAQUETADO DE LENTES DE CONTACTO.
(16/12/1997). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
UN MOLDE PARA MOLDEAR LENTES DE CONTACTO COMPRENDE UN PRIMER MIEMBRO EN FORMA DE COPA QUE TIENE UNA SUPERFICIE DE MOLDEADO MACHO Y UN SEGUNDO MIEMBRO EN FORMA DE COPA CON UNA SUPERFICIE DE MOLDEADO HEMBRA . LOS DOS MIEMBROS EN FORMA DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE USAN EN UN VASO DE PRESION DE MANERA QUE SE APLIQUE UNA PRESION DE CARGA PARA DEFORMAR LAS SUPERFICIES DEL MOLDE PARA MANTENER DICHAS SUPERFICIES EN CONTACTO CON UNA LENTE QUE ESTA SIENDO MOLDEADA. EL MOLDE ESTA ABIERTO CON LA SUPERFICIE DE MOLDEADO MIRANDO HACIA ARRIBA. SE AÑADE FLUIDO HIDRATANTE AL PRIMER MIEMBRO EN FORMA DE COPA Y A UNA TAPA QUE SELLA LA PARTE SUPERIOR DEL PRIMER MIEMBRO EN FORMA DE COPA.
MOLDE DE PRESION Y METODO PARA EL MOLDEO POR PRESION DE RESINA TERMOPLASTICA UTILIZANDO EL MISMO.
(16/10/1997). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
EL MOLDEADO A PRESION UTILIZA UN MOLDE EN EL CUAL UNA BOQUILLA PARA ABRIR Y CERRAR EL PASO DE RESINA FUNDIDA SE ENCUENTRA EN UN MOLDE SUPERIOR O EN UN MOLDE INFERIOR, A ENTRE 10 Y 100 MM POR DEBAJO DE LA SUPERFICIE DE LA CAVIDAD DEL MOLDE. EL MOLDEADO SE EFECTUA A TRAVES DE LOS PASOS DE SUMINISTRAR RESINA TERMOPLASTICA EN ESTADO FUNDIDO ENTRE LOS MOLDES SUPERIOR E INFERIOR QUE TODAVIA NO HAN SIDO SITUADOS UNO CONTRA EL OTRO, Y AJUSTAR LOS MOLDES JUNTOS, MEDIANTE LO CUAL SE HACE POSIBLE OBTENER UN PRODUCTO MOLDEADO QUE TIENE UNA BUENA APARIENCIA INCLUSO CUANDO EL CICLO DE MOLDEADO ES CORTO.
METODO DE PRODUCCION DE UNA MOLDURA DE ROSCA ANULAR SIN EMPALME.
(01/04/1997). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: SIEGENTHALER, KARL J..
UN METODO DE PRODUCCION DE UNA MOLDURA DE ROSCA ANULAR SIN EMPALME , DONDE UNA PARTE DE UN TUBO EXTRUIDO DE MATERIAL ELASTOMERICO SE ALIMENTA DENTRO DE UN CUERPO ANULAR , CUYA SUPERFICIE ANULAR INTERNA PRESENTA UN DIAMETRO APROXIMADO IGUAL PERO NO MENOR AL DIAMETRO EXTERNO DE LA PARTE TUBULAR , Y REPRODUCE NEGATIVAMENTE EL PATRON DE LA MOLDURA DE ROSCA ACABADA ACABADO ; LA PARTE TUBULAR ESTA EXPANDIDA Y CALANDRADA CONTRA LA SUPERFICIE INTERNA DEL CUERPO ANULAR POR MEDIO DE UN RODILLO MOVIDO EN POSICION COPLANAR CON EL CUERPO ANULAR Y EXCENTRICO EN RELACION CON EL MISMO.
MOLDEADO Y EMPAQUETADO DE LENTES DE CONTACTO.
(16/03/1997). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
SE PRESENTA UN MOLDE PARA MOLDEAR LENTES DE CONTACTO QUE COMPRENDE UN PRIMER MIEMBRO EN FORMA DE COPA QUE TIENE UNA SUPERFICIE DE MOLDEADO MACHO Y UN SEGUNDO EN FORMA DE COPA CON UNA SUPERFICIE DE MOLDEADO HEMBRA . LAS DOS SUPERFICIES EN FORMA DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE USAN EN UN VASO DE PRESION DE FORMA QUE SE PUEDA APLICAR UNA PRESION DE CARGA PARA DEFORMAR LAS SUPERFICIES DE MOLDEADO PARA MANTENER DICHAS SUPERFICIES EN CONTACTO CON UNA LENTE QUE ESTA SIENDO MOLDEADA. EL MOLDE ESTA ABIERTO CON LA SUPERFICIE DE MOLDEADO MIRANDO HACIA ARRIBA. SE AÑADE UN FLUIDO HIDRATANTE AL PRIMER MIEMBRO EN FORMA DE COPA Y A UNA TAPA QUE SELLA LA PARTE SUPERIOR DEL PRIMER MIEMBRO EN FORMA DE COPA.
ALMOHADILLA DE VALVULA DE AIRE PRINCIPALMENTE HECHA DE FIBRAS DE NYLON.
(01/02/1996). Solicitante/s: AIRTECH INTERNATIONAL INC. Inventor/es: DAHLGREN, WILLIAM R.
UNA ALMOHADILLA ELASTICA DE FIBRAS DE NYLON INTERAIREADAS DE DIAMETRO DE SECCION TRANSVERSAL DIMINUTO QUE TIENEN INTERSTICIOS DIMINUTOS EN TODA SU EXTENSION. LA ALMOHADILLA SIRVE COMO VALVULA DE AIRE PARA LA CURACION DE UNA PARTE DE MATERIAL RESINO COMPUESTO PARA CUYO PROPOSITO SE COLOCA SOBRE LA PARTE, CUYA PARTE A SU VEZ, SE ADAPTA SOBRE UNA HERRAMIENTA PERFILADA , PARA EFECTUAR LA CURACION DE LA PARTE, LA PARTE Y LA ALMOHADILLA DE LA VALVULA DE AIRE ESTA CUBIERTOS POR UNA BOLSA DE VACIO QUE ESTA A SU VEZ SELLADA ALREDEDOR DE SUS BORDES A LA HERRAMIENTA PERFILADA Y PROVISTA DE UNA SALIDA DE VACIO . TODO EL CONJUNTO ES COLOCADO ENTONCES EN UNA AUCLAVE, EN LA QUE ES SOMETIDO AL CALOR Y A LA PRESION MIENTRAS SE APLICA EL VACIO A LA BOLSA DE VACIO PARA EVACUAR AIRE Y EFLUENTES VOLATILES DE LA PARTE A TRAVES DE LA ALMOHADILLA DE VALVULA DE AIRE MIENTRAS LA PARTES ESTA SIENDO CURADA BAJO LA INFLUENCIA DEL CALOR Y LA PRESION.
MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES.
(16/01/1996) UN MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES, COMPRENDIENDO UN CUERPO DE RESINA Y UN MATERIAL SUPERFICIAL O PELICULAR SOBRE UNA SUPERFICIE DEL CUERPO DE RESINA, CUYO MOLDE ESTA FORMADO POR MOLDES MACHO Y HEMBRA, DONDE LA DISTANCIA MAS CORTA HORIZONTAL DE UN ESPACIO DE CASAMIENTO O ACOPLAMIENTO ENTRE LA SUPERFICIE DE PARED HOIZONTALMENTE MAS EXTERNA DEL MOLDE MACHO CON LA CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, Y LA SUPERFICIE DE PARED HORIZONTALMENTE MAS INTERNA DEL MOLDE HEMBRA CON EL CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, ES DE 0'25 A 3 VECES EL ESPESOR MINIMO DESDE EL CUAL PUEDE EL MATERIAL SUPERFICIAL, UNA VEZ COMPRIMIDO, RESTABLECER EL ESPESOR ORIGINAL,…
MOLDE PARA MOLDEO POR COMPRESION DE UN ARTICULO DE RESINA.
(16/01/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
UN MOLDE PARA MOLDEO, POR COMPRESION DE UN ARTICULO DE RESINA, CUYO MOLDE ESTA FORMADO POR MOLDES MACHO Y HEMBRA, EN EL QUE, EN EL MOMENTO DE COMPLETARSE EL CIERRE DEL MOLDE, LA LONGITUD L MAS CORTA EN UNA DIRECCION DE CIERRE DEL MOLDE DE UNA PARTE CASADA O ACOPLADA, FORMADA ENTRE LA PARED MAS EXTERNA DEL CITADO MOLDE MACHO CON EL CUAL CONTACTA UNA RESINA FUNDIDA, Y LA PARED MAS INTERNA DE UNA BRIDA O PESTA/A DEL CITADO MOLDE HEMBRA, SE REFLEJA EN LA ECUACION: (T1 MENTE MAS EXTERNO DEL MOLDE MACHO, Y T0 ES UNA DISTANCIA (MM) EN LA DIRECCION DE CIERRE DEL MOLDE ENTRE LOS MISMOS PUNTOS SOBRE LOS MOLDES MACHO Y HEMBRA, QUE LA UTILIZADA PARA MEDIR T1, Y LA DISTANCIA MAS CORTA HORIZONTAL DE UN ESPACIO DE CASAMIENTO O ACOPLAMIENTO ENTRE LA SUPERFICIE DE LA PARED HORIZONTALMENTE MAS EXTERNA DEL CITADO MOLDE HEMBRA OSCILA ENTRE 0'02 Y 0'1 MM, CON CUYO MOLDE SE EVITA EL ESTRUJAMIENTO DE UNA RESINA FUNDIDA DURANTE EL MOLDEO.
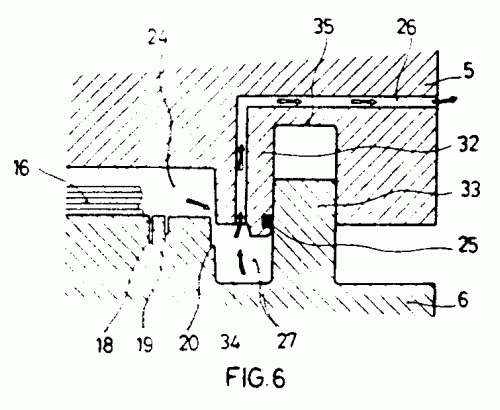
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR MOLDES LAMINADOS DE MATERIAL SINTETICO TERMOPLASTICO.
(16/11/1995) EN UN PROCEDIMIENTO PARA FABRICAR MOLDES DE PLASTICO LAMINADO, QUE CONSTAN DE UNA CAPA BASE DE MATERIAL SINTETICO TERMOPLASTICO Y AL MENOS UNA CAPA DE CUBIERTA , ENTRE UNA MITAD INFERIOR 2 Y UNA SUPERIOR 5 DEL MOLDE SE PRENSA MATERIAL SINTETICO TERMOPLASTICO FLUIDO 12 COMO CAPA BASE CON LA CAPA DE CUBIERTA COLOCADA ENTRE LAS MITADES DEL MOLDE. PARA IMPEDIR QUE AL PRENSAR EL MATERIAL SINTETICO TERMOPLASTICO FLUIDO O LA MASA EN FUSION SE MODIFIQUE CONSTANTEMENTE LA CAMARA HUECA DEL MOLDE Y CORRESPONDIENTEMENTE LA MASA EN FUSION DEBA MODIFICAR DE NUEVO EN DETERMINADAS SECCIONES DEL MOLDE SU SENTIDO DE FLUJO, CON…
ENCAPSULADO DE MOLDEO POR VACIADO DE LENTES DE CONTACTO.
(01/11/1995). Solicitante/s: BRITISH TECHNOLOGY GROUP LIMITED. Inventor/es: HAMILTON, RONALD SHADE, SEDEN, WILLIAM EDWARD.
UN MOLDE PARA MOLDEO POR VACIADO DE UNA LENTE DE CONTACTO COMPRENDE UN PRIMER MIEMBRO DE COPA CON UNA SUPERFICIE DE MOLDEO HEMBRA . LOS DOS MIEMBROS DE COPA FORMAN UN PISTON Y UN CILINDRO Y SE UTILIZAN EN UN RECIPIENTE DE PRESION PARA APLICAR UNA PRESION DE CARGA PARA DESVIAR LAS SUPERVICIES DEL MOLDE PARA MANTENER LA SUPERFICIE EN CONTACTO CON LA LENTE QUE SE ESTA MOLDEANDO. SE ABRE EL MOLDE CON LA SUPERFICIE DEL MOLDE MIRANDO HACIA ARRIBA. SE AGREGA FLUIDO HIDRATANTE AL PRIMER MIEMBRO DE COPA Y SE SELLA UNA CUBIERTA A LA PARTE SUPERIOR DEL PRIMER MIEMBRO DE COPA.
PROCESO QUE REDUCE EL TIEMPO DE CICLO EN EL MOLDEO.
(16/04/1993). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: EPEL, JOSEPH NORMAN.
METODO QUE REDUCE EL TIEMPO DE CICLO EN EL MOLDEO. SE COLOCA UN ELEMENTO DESINFLABLE COLOCADO A RAS DE LA SUPERFICIE DE UN MOLDE A TRAVES DE UN ORIFICIO DEFINIDO EN LA PARTE INFERIOR DEL MISMO. ANTES DE INYECTAR LA RESINA U OTRO LIQUIDO ENDURECIBLE EN EL INTERIOR DEL MOLDE, EL ELEMENTO DESINFLABLE SE DESINFLA, DEFINIENDO UN CANAL DE FLUJO DE RESINA A TRAVES DE ZONAS SELECCIONADAS DE LA SUPERFICIE DEL MOLDE. ANTES DE ENDURECER EL LIQUIDO EN EL INTERIOR DEL MOLDE, SE INFLA EL ELEMENTO Y SE PONE A RAS DE LA SUPERFICIE DEL MOLDE PARA PRODUCIR UN ARTICULO CON UNA SUPERFICIE RELATIVAMENTE PLANA.
LOCALIZADORES DE ABERTURAS EN UN PANEL.
(16/11/1992). Solicitante/s: UNITED TECHNOLOGIES AUTOMOTIVE, INC.. Inventor/es: KULIS, LAWRENCE JOHN.
SE DESCRIBEN EL APARATO Y EL METODO PARA OBTENER ABERTURAS CORRECTAMENTE SITUADAS EN UN PANEL DE SUPERFICIE CURVA. ESTAS ABERTURAS SE UTILIZAN EN CONJUNCION CON LOCALIZADORES APROPIADOS PARA GARANTIZAR QUE EL PANEL MOLDEADO ESTA ALINEADO CORRECTAMENTE EN LAS SIGUIENTES FASES DE FABRICACION. IGUALMENTE SE DESCRIBEN EL TROQUE Y LA MATRIZ ESPECIFICOS.
MOLDE RIGIDO PARA EL MOLDEADO Y LA VULCANIZACION DE NEUMATICOS.
(16/03/1992). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: LAURENT, DANIEL, SEBE, MARC.
MOLDE RIGIDO PARA EL MOLDEADO DE NEUMATICOS EN CAUCHO, CONSTITUIDO POR UN NUCLEO PARA DEFINIR LA FORMA INTERIOR DEL NEUMATICO, PARTES LATERALES Y UNA CORONA DE SECTORES. A FIN DE PODER CERRAR TAL MOLDE, TODAS LAS PIEZAS SON CONCEBIDAS PARA DESLIZARSE UNA SOBRE LA OTRA DURANTE LA FASE FINAL DE SU MOVIIENTO DE CIERRE.
MOLDE RIGIDO PARA EL MOLDEO Y LA VULCANIZACION DE NEUMATICOS.
(01/11/1991). Solicitante/s: MICHELIN & CIE (COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN) SOCIETE DITE:. Inventor/es: LAURENT, DANIEL, SEBE, MARC.
MOLDE RIGIDO PARA EL MOLDEO DE NEUMATICOS DE CAUCHO, CONSTITUIDO POR UN MACHO PARA DEFINIR LA FORMA INTERIOR DEL NEUMATICO, POR PARTES LATERALES Y POR UNA CORONA DE SECTORES. CON EL FIN DE PODER CERRAR DICHO MOLDE, TODAS LAS PIEZAS ESTAN CONCEBIDAS PARA PUEDAN DESLIZARSE UNA SOBRE OTRA DURANTE LA FASE FINAL DE SU MOVIMIENTO DE CIERRE.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO.
(01/08/1991) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO MEDIANTE EL CALENTAMIENTO DEL MATERIAL, FORMANDO UNA PIEZA CRUDA MEDIANTE UNA TOBERA ANULAR Y LA SEPARACION MEDIANTE UNA TOBERA CON UNA CORRIENTE DE AIRE CALENTADA, DIRIGIDA SOBRE EL PUNTO DE SEPARACION. LA INTRODUCCION DE LA PIEZA CRUDA EN UNA FORMA DE PRENSADO, EL CERRADO DE LA FORMA DE PRENSADO, EL FORMADO DEL CUERPO DE PRENSADO SE CONSIGUE CON UNA PRESION DE PRENSADO Y LA REFRIGERACION DEL CUERPO DE PRENSADO POR LO MENOS EN PARTE CON PRESION. SEGUN EL INVENTO LA TOTALIDAD DE MATERIAL TERMOPLASTICO NECESARIO PARA UNA PIEZA CRUDA SE COLOCA EN…
MOLDE DE JUGUETE PERFECCIONADO.
(16/06/1978). Solicitante/s: NOVEDADES POCH, S.A..
Molde de juguete perfeccionado, caracterizado esencialmente por el hecho de estar constituido por dos piezas articuladas entre sí, cada una de las cuales presenta una forma de semi campana, comprendiendo grabado en su superficie interior el negativo del molde; porque una de las piezas presenta un escalón de contorno para el asiento de una pestaña de contorno de la otra pieza, con lo que se establece el cierre del molde; porque la articulación de las piezas está constituida por una proyección en T que presenta una de dichas piezas en su parte superior, y cuyos extremos de la T se introducen en ventanas laterales a escuadra propias de una proyección similar de la otra piezas y cuyas ventanas le sirven de cojinete de giro; porque una de las piezas presenta un orificio para salida del fluido en la fase de compresión; y porque una de dichas piezas conforma unas expansiones laterales a manera de asideros que facilitan las operaciones de moldeo y desmoldeo.
{kind=link}