CIP-2021 : B29C 43/00 : Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 43/00[m] › Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 43/02 · para fabricar objetos de longitud definida, es decir, de objetos separados.
B29C 43/04 · · utilizando moldes móviles.
B29C 43/06 · · · que se desplazan continuamente.
B29C 43/08 · · · · con un movimiento circular.
B29C 43/10 · · Prensado isostático, es decir, utilizando órganos prensadores no rígidos que cooperan con órganos rígidos o matrices.
B29C 43/12 · · · utilizando sacos que rodean el material a moldear.
B29C 43/14 · · en varias etapas.
B29C 43/16 · · Moldeo en frío.
B29C 43/18 · · incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
B29C 43/20 · · Fabricación de objetos multicapas o multicolores.
B29C 43/22 · para la fabricación de objetos de longitud indefinida.
B29C 43/24 · · Calandrado.
B29C 43/26 · · en varias etapas (B29C 43/30 tiene prioridad).
B29C 43/28 · · incorporando partes o capas preformadas, p. ej. moldeo por compresión alrededor de elementos insertos o sobre objetos a revestir.
B29C 43/30 · · Fabricación de objetos multicapas o multicolores.
B29C 43/32 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
B29C 43/34 · · Alimentación de materiales a moldear a los moldes o a los medios de prensado.
B29C 43/36 · · Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
B29C 43/38 · · · con medios para evitar las rebabas.
B29C 43/40 · · · con medios para cortar los objetos.
B29C 43/42 · · · para fabricar objetos con muescas o sesgo.
B29C 43/44 · · Medios de presión para fabricar objetos de longitud indefinida.
B29C 43/46 · · · Rodillos.
B29C 43/48 · · · Correas sin fin.
B29C 43/50 · · Desmoldeo de objetos moldeados.
B29C 43/52 · · Calentamiento o enfriamiento.
B29C 43/54 · · Disposiciones para compensar los cambios de volumen, p. ej. la retracción.
B29C 43/56 · · Moldeo por compresión bajo condiciones particulares, p. ej. en vacío.
B29C 43/58 · · Medida, control o regulación.
CIP2021: Invenciones publicadas en esta sección.
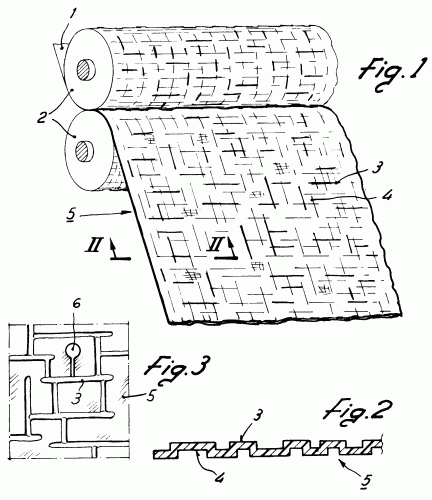
LAMINA MEJORADA PARA LA FABRICACION DE BOLSAS.
(01/02/1989). Ver ilustración. Solicitante/s: ESSELTE BUSENESS SYSTEMS, S.A. Inventor/es: PEREZ HUETO, JOSE MIGUEL.
1. LAMINA MEJORADA PARA LA FABRICACION DE BOLSAS, DE MATERIAL PLASTICO Y CARACTERIZADA ESENCIALMENTE PORQUE PRESENTA EN TODA SU EXTENSION, Y EN AMBAS CARAS DE LA MISMA, UNA PLURALIDAD DE ALTOS Y BAJORRELIEVES, ALTERNADOS, DISCONTINUOS Y DE DISTRIBUCION IRREGULAR QUE HACEN LA FUNCION DE NERVADURAS, A FIN Y EFECTO DE PROCURAR QUE CUALQUIER CORTE INICIADO POR UN AGUJEREADO FORTUITO DE LA PROPIA LAMINA CUANDO CONSTITUYE EL CUERPO DE UNA BOLSA, SE DETENGA ANTE UNO U OTRO DE DICHOS NERVIOS, EVITANDOSE LA FORMACION DE UN LARGO CORTE QUE INUTILIZARIA LA RESPECTIVA BOLSA EN CUESTION.
PROCEDIMIENTO DE FABRICACION DE UN NUEVO MATERIAL A BASE DE RESINA TERMOPLASTICA.
(01/08/1987). Solicitante/s: ARNAUD,GUY.
PROCEDIMIENTO PARA LA FABRICACION DE UN MATERIAL A BASE DE RESINA TERMOPLASTICA. COMPRENDE LAS OPERACIONES DE PREPARAR UN FIELTRO A BASE DE FIBRAS DE RESINA TERMOPLASTICA; DE TENDER AL MENOS UN FIELTRO EN UN MOLDE ABIERTO POR SU PERIFERICA; DE CALENTAR UNA DE LAS SUPERFICIES DEL MOLDE EJERCIENDO AL MENOS UNA DEBIL PRESION SOBRE EL FIELTRO; DE SUBIR Y REGULAR LA TEMPERATURA DE LA SUPERFICIE CALENTADORA DEL MOLDE HASTA LA TEMPERATURA DE FUSION DE LAS FIBRAS DE RESINA TERMOPLASTICA; DE MANTENER ESTA TEMPERATURA PARA PROVOCAR LA FUSION DE LAS FIBRAS DEL FIELTRO; DE REFRIGERAR EL MOLDE MANTENIENDO LA DEBIL PRESION SOBRE EL FIELTRO; Y DE ABRIR EL MOLDE PARA LIBERAR EL NUEVO MATERIAL QUE SE PRESENTA BAJO LA FORMA DE UNA CORTEZA QUE TIENE AL MENOS UNA SUPERFICIE LISA. DE APLICACION A LOS REVESTIMIENTOS Y PARAMENTOS DE MUROS Y TABIQUES.
PROCEDIMIENTO PARA PRODUCIR HOJA POLIMERICA CALANDRADA.
(01/12/1978). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Procedimiento para producir hoja polímerica calandrada, en donde una composición polimérica se carga a un mezclador de esfuerzo cortante en donde funde el componente polimérico de la composición y a continuación la composición se transfiera a los rodillos de una calandria mientras se mantiene dicho polímero en estado fundido, calandrándose y enfriándose a continuación para formar una hoja, caracterizado porque la composición se obtiene mezclando entre si: a) un homo polímero cristalino de propileno y/o un co-polímero cristalino de propileno con hasta 25% en peso de etileno. B) de 0,1 z 1,5 % en peso de un sistema estabilizador altamente eficaz como anteriormente se ha definido, c) de 0,1 a 2 % en peso de un jabón como anteriormente se ha definido y d) 10 a 60% en peso de un material inorgánico sólido , en partículas.
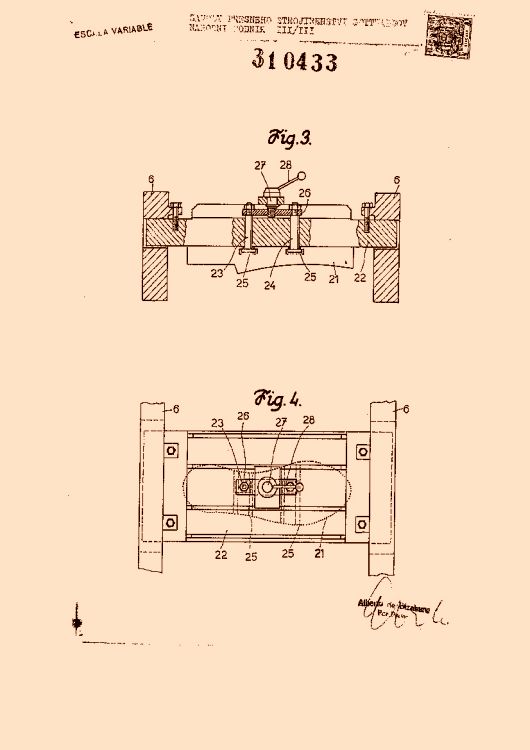
UNA PRENSA PARA LA PRODUCCION DE ZAPATOS DE GOMA, EN PARTICULAR DE BOTAS.
(01/07/1965). Ver ilustración. Solicitante/s: ZAVODY PRESNEHO STROJIRENSTVI GOTTWALDOV NARODNI P,ODNIK.
Resumen no disponible.
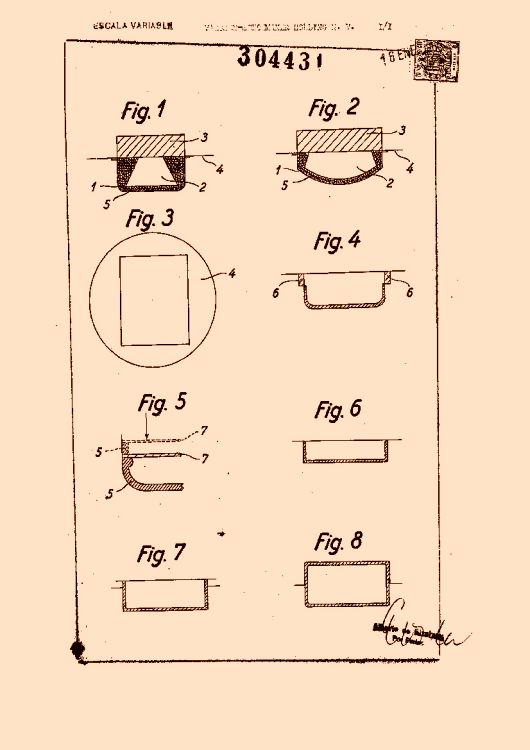
METODO PARA LA PRODUCCION DE CUERPOS HUECOS Y SEMIHUMEDOS DE MATERIAL TERMOPLASTICO.
(16/03/1965). Ver ilustración. Solicitante/s: VAESSEN - SCHOEMAKER HOLDING, N. V..
Resumen no disponible.
PERFECCIONAMIENTOS EN MÁQUINAS DE MOLDEAR.
(01/12/1960) Perfeccionamientos en máquinas de moldear materias plásticas o elastómeras caracterizándose porque el molde de las mismas se compone de dos matrices que tienen cada una, una cavidad de moldeo y una superficie de trabajo, siendo las matrices susceptibles de movimientos relativos de translación gracias a los cuales las superficies de trabajo se reunen durante el cierre del molde para permitir el moldeado bajo el efecto del calor y de la presión del material aprisionado en las cavidades de moldeo y se separan durante la apertura del molde para que pueda tener lugar la recuperación del objeto moldeado, comprendiendo la cavidad de moldeo de una matriz, una forma…
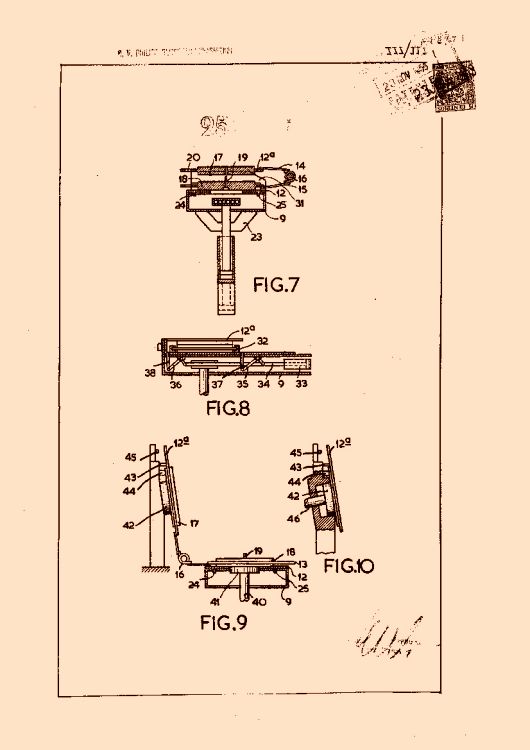
UN DISPOSITIVO DE PRENSA PARA MOLDEAR PARTÍCULAS DE MATERIAL TERMOPLÁSTICO.
(16/01/1960). Ver ilustración. Solicitante/s: N.V. PHILIPS' GLOEILAMPENFABRIEKEN.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}